1.本发明涉及含有脂肪族聚酯系树脂和聚乙烯醇系树脂的成型品。
背景技术:
2.塑料的成型性、强度、耐水性、透明性等优异,因此,被广泛用作包装材料。作为上述包装材料中使用的塑料,可以举出聚乙烯、聚丙烯等聚烯烃系树脂、聚苯乙烯、聚氯乙烯等乙烯基系树脂、聚对苯二甲酸乙二醇酯等芳香族聚酯系树脂。然而,这些塑料缺乏生物降解性,如果使用后被废弃至自然界,则长时间残留而破坏景观,或有时成为环境破坏的原因。
3.针对于此,近年来,在土中、水中经生物降解、或者经水解对防止环境污染有用的生物降解性树脂备受关注,推进了实用化。作为上述生物降解性树脂,已知有脂肪族聚酯系树脂、乙酸纤维素、改性淀粉等。作为包装材料,适合的是,透明性、耐热性、强度优异的脂肪族聚酯系树脂、特别是聚乳酸。
4.提出了一种成型品,其是将包含聚乙烯醇系树脂、脂肪族聚酯和碱金属盐的树脂组合物进行熔融成型而得到的。(例如参照专利文献1)
5.另外,提出了一种层叠体,其是将脂肪族聚酯系树脂层与聚乙烯醇系树脂层隔着粘接剂层层叠而成的层叠体,作为上述粘接剂层,对脂肪族聚酯系树脂和聚乙烯醇系树脂中的任意者均具有良好的粘接性,且使用为生物降解性的粘接剂,从而具有良好的层间粘接性,且全部成分为生物降解性。(例如参照专利文献2)
6.现有技术文献
7.专利文献
8.专利文献1:日本特开平05
‑
84876号公报
9.专利文献2:日本特开2013
‑
212682号公报
技术实现要素:
10.发明要解决的问题
11.脂肪族聚酯系树脂的阻氧性不充分,因此,单独的情况下不适于用作有食品、药品等的氧化劣化的担心的内容物的包装材料。因此,专利文献1中,提出了一种层叠体,其是将阻氧性优异的聚乙烯醇所形成的层层叠于脂肪族聚酯系树脂所形成的层而成的。
12.另外,专利文献2中,通过将脂肪族聚酯系树脂层与pva系树脂层形成层叠体,从而改善阻气性。
13.然而,脂肪族聚酯系树脂与聚乙烯醇系树脂(以下,将“聚乙烯醇”有时简记作“pva”)的表面特性大幅不同,因此,缺乏粘接性,通过两层的直接层叠难以得到实用的层间粘接强度。
14.进而为了制作专利文献2中记载的层叠体并进行加工,还需要至少3种5层的多层制膜机
·
多层片成型机和真空成型装置,无法容易制作,在实用上不充分。
15.因此,本发明在上述的背景下,其目的在于,提供:即使不特意层叠阻气层也可以具备阻气性、且还可以具备成型稳定性和生物降解性的新型成型品。
16.用于解决问题的方案
17.为了达成上述目的,本发明提出了一种成型品,其具备树脂层,所述树脂层含有脂肪族聚酯系树脂(a)和聚乙烯醇系树脂(b)作为主成分树脂,其特征在于:
18.前述树脂层具备如下树脂相分离结构:具有以脂肪族聚酯系树脂(a)为主成分的连续相、和以聚乙烯醇系树脂(b)为主成分的带状分散相。
19.本发明还提出了一种成型品,其具备树脂层,其是将以脂肪族聚酯系树脂(a)为主成分的粒料(a1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)干混并成型而成的,
20.脂肪族聚酯系树脂(a)在210℃下的熔融粘度(ηa)、与聚乙烯醇系树脂(b)在210℃下的熔融粘度(ηb)之差的绝对值(|ηa
‑
ηb|)为100pa
·
m以上。
21.本发明还提出了一种成型品的制造方法,其特征在于:将以脂肪族聚酯系树脂(a)为主成分的粒料(a1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)干混并进行注射成型。
22.本发明还提出了一种成型品的制造方法,其特征在于:将以脂肪族聚酯系树脂(a)为主成分的粒料(a1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)干混并进行片成型后,将该片成型中得到的片沿单轴方向或双轴方向进行拉伸。
23.发明的效果
24.本发明提出的成型品即使不特意层叠阻气层,透氧率也低、且阻气性也优异。另外,脂肪族聚酯系树脂(a)和聚乙烯醇系树脂(b)均为生物降解性树脂,因此,本发明提出的成型品也可以具备生物降解性。
25.由此,本发明提出的成型品具备生物降解性,透氧率低、且阻气性优异,因此,例如可以提供含有本发明提出的成型品为主成分的咖啡胶囊等容器作为生物降解性制品。
具体实施方式
26.以下,对本发明的实施方式的一例详细进行说明。但该实施方式示出一例,不特定于这些内容。
27.<<本成型品>>
28.本发明的实施方式的一例的成型品(称为“本成型品”)为一种成型品,其具备树脂层(称为“本树脂层”),所述树脂层含有脂肪族聚酯系树脂(a)和聚乙烯醇系树脂(b)作为主成分树脂。
29.此处,该“含有
……
作为主成分树脂”是指:脂肪族聚酯系树脂(a)和聚乙烯醇系树脂(b)的总计含量(质量%)为构成本树脂层的树脂的总计含量(质量%)的50质量%以上,也是指其中可以为70质量%以上、其中80质量%以上、其中90质量%以上(包含100质量%)。
30.本成型品可以为由本树脂层形成的单层构成,另外,也可以为由本树脂层与“其它层”层叠而成的二层以上形成的多层构成。
31.本成型品可以不特意层叠阻气层,但不否定层叠其它层。对其它层,如后述。
32.<本树脂层>
33.本树脂层优选为含有脂肪族聚酯系树脂(a)和聚乙烯醇系树脂(b)作为主成分树
脂的层,具备如下树脂相分离结构:具有以脂肪族聚酯系树脂(a)为主成分的连续相、和以聚乙烯醇系树脂(b)为主成分的带状分散相。
34.此处,以脂肪族聚酯系树脂(a)为主成分的连续相的“主成分”是指:构成该连续相的成分中质量比例最高的成分。其中,脂肪族聚酯系树脂(a)有时占构成该连续相的成分的50质量%以上、其中70质量%以上、其中80质量%以上、其中90质量%以上(包含100质量%)。以聚乙烯醇系树脂(b)为主成分的带状分散相的“主成分”也同样。
35.前述带状分散相优选平均长度(l1)为6μm以上且100μm以下、平均厚度(l2)为0.1μm以上且5μm以下、平均长度(l1)相对于前述平均厚度(l2)之比(l1/l2)为5以上且100以下。如果具有这种带状分散相,则可以享受阻氧性优异的效果。
36.前述带状分散相的平均长度(l1)优选6μm以上且100μm以下、其中进一步优选20μm以上或90μm以下,其中30μm以上或80μm以下。
37.前述平均厚度(l2)优选0.1μm以上且5μm以下、其中进一步优选0.3μm以上或4μm以下,其中1.0μm以上或3μm以下。
38.平均长度(l1)相对于前述平均厚度(l2)之比(l1/l2)优选5以上且100以下、其中进一步优选6以上或60以下,其中7以上或50以下,其中8以上或40以下。
39.需要说明的是,带状分散相的平均长度(l1)和平均厚度(l2)可以如下得到:在本成型品的至少1处,将本树脂层沿壁厚方向切断,在其切断面至少任意抽出10个带状分散相,测定各自的长度和厚度,求出各自的平均值,从而可以得到。
40.对于本树脂层中的、脂肪族聚酯系树脂(a)的含量(质量)与聚乙烯醇系树脂(b)的含量(质量)的比率,从更适合形成以脂肪族聚酯系树脂(a)为主成分的连续相、和以聚乙烯醇系树脂(b)为主成分的带状分散相的观点出发,优选设为脂肪族聚酯系树脂(a)/聚乙烯醇系树脂(b)=99/1~51/49、其中进一步优选设为90/10~55/45、其中85/15~60/40、其中75/25~65/35。
41.本树脂层为了具有上述的树脂相分离结构,优选如上述调整脂肪族聚酯系树脂(a)的含量(质量)与聚乙烯醇系树脂(b)的含量(质量)的比率,且例如将本成型品进行注射成型的情况下,增大熔融粘度的差异,或将树脂(a)与树脂(b)干混并进行注射成型,或在两树脂相溶前形成成型品。另外,片成型后进行拉伸的情况下,可以调整拉伸时的温度等。但不限定于该方法。
42.[脂肪族聚酯系树脂(a)]
[0043]
从具备生物降解性的观点出发,脂肪族聚酯系树脂(a)优选为脂肪族结构部的含量为50摩尔%以上的脂肪族聚酯系树脂。
[0044]
作为这种脂肪族聚酯系树脂,例如可以举出聚羟基羧酸、以脂肪族多元醇和脂肪族多元酸为主结构单元的聚酯、聚羟基羧酸与聚酯的混合物、包含羟基羧酸
‑
脂肪族多元醇
‑
脂肪族多元酸的各成分的无规共聚物、和嵌段共聚物等。其中在与pva的相容性、得到的成型物的力学物性等的方面,适合使用聚乳酸、聚琥珀酸乙二醇酯、聚琥珀酸丁二醇酯、聚己酸,特别优选聚乳酸。
[0045]
此处,作为羟基羧酸、脂肪族多元醇、脂肪族多元酸,可以使用公知的物质。
[0046]
作为前述羟基羧酸的一例,可以举出乙醇酸、乳酸、3
‑
羟基丁酸等。
[0047]
另外,作为前述脂肪族多元醇的一例,可以举出乙二醇、二乙二醇、三乙二醇、聚乙
二醇、丙二醇、二丙二醇、1,3
‑
丁二醇、1,4
‑
丁二醇等。
[0048]
进而作为前述脂肪族多元酸的一例,可以举出琥珀酸、草酸、丙二酸、戊二酸、己二酸、癸二酸等。
[0049]
它们可以使用一种或两种以上。
[0050]
[聚乙烯醇系树脂(b)]
[0051]
本发明中使用的聚乙烯醇系树脂(pva系树脂)(b)是将使乙烯基酯系单体聚合而得到的聚乙烯基酯系树脂皂化而得到的、以乙烯醇结构单元为主体的树脂,由皂化度相当的乙烯醇结构单元和未经皂化而残留的乙烯基酯结构单元构成。
[0052]
作为上述乙烯基酯系单体,例如可以举出甲酸乙烯酯、乙酸乙烯酯、丙酸乙烯酯、戊酸乙烯酯、丁酸乙烯酯、异丁酸乙烯酯、特戊酸乙烯酯、癸酸乙烯酯、月桂酸乙烯酯、硬脂酸乙烯酯、苯甲酸乙烯酯、叔碳酸乙烯酯等,在经济上优选使用乙酸乙烯酯。
[0053]
本发明中使用的pva系树脂的平均聚合度(依据jis k6726而测定)优选150~3000、其中进一步优选200以上或2000以下,其中300以上或1000以下,其中350以上或800以下。
[0054]
上述平均聚合度如果过低,则有熔融粘度不过度变低,pva系树脂被排斥至外侧的倾向,相反地如果过高,则熔融粘度过高,有由于剪切放热而热分解的倾向。
[0055]
需要说明的是,本说明书中,pva系树脂的平均聚合度由依据jis k 6726而测得的20℃下的4质量%水溶液的粘度算出。
[0056]
使用粒料形状者作为pva系树脂的情况下,其质均分子量优选200以上且1200以下、其中进一步优选300以上或800以下。
[0057]
本发明中使用的pva系树脂的皂化度优选70~100摩尔%、其中进一步优选80摩尔%以上或99.9摩尔%以下,其中90摩尔%以上或99.8摩尔%以下,其中96摩尔%以上或99.8摩尔%以下。
[0058]
皂化度如果过低,则脂肪族聚酯系树脂(a)与pva系树脂(b)的相溶性改善,pva系树脂(b)对脂肪族聚酯系树脂(a)微分散,有变得容易引起树脂的分解、减稠的倾向。
[0059]
另外,分散后的pva系树脂(b)的粒径变小,从而进行注射成型时,形成的阻隔层的大小变小,有成型品的阻气性也降低的倾向。
[0060]
需要说明的是,皂化度依据jis k 6726而测定。
[0061]
另外,通常的pva系树脂的情况下,主链的键合方式主要为1,3
‑
二醇键,1,2
‑
二醇键的含量为1.5~1.7摩尔%左右,但通过将使乙烯基酯系单体聚合时的聚合温度设为高温,从而可以增加含量,可以得到具有1.8摩尔%以上、进而2.0~3.5摩尔%其含量的pva系树脂。
[0062]
pva系树脂可以为改性聚乙烯醇。
[0063]
此处,“改性聚乙烯醇”是具有乙烯醇结构单元、乙烯基酯结构单元、和除这些以外的结构单元的聚乙烯醇。
[0064]
另外,本发明中,作为pva系树脂,可以使用:制造乙烯基酯系树脂时使各种不饱和单体与乙烯基酯系单体共聚、并将其皂化而得到者;通过后改性在pva系树脂中导入各种官能团而得到的各种改性pva系树脂。上述改性可以在不有损pva系树脂的水溶性的范围内进行。
[0065]
作为与乙烯基酯系单体的共聚中使用的不饱和单体,例如可以举出:乙烯、丙烯、异丁烯、α
‑
辛烯、α
‑
十二碳烯、α
‑
十八碳烯等烯烃类、丙烯酸、甲基丙烯酸、巴豆酸、马来酸、马来酸酐、衣康酸等不饱和酸类或者其盐或者单或二烷基酯等、丙烯腈、甲基丙烯腈等腈类、丙烯酰胺、甲基丙烯酰胺等酰胺类、乙烯磺酸、烯丙基磺酸、甲基烯丙基磺酸等烯烃磺酸或者其盐、烷基乙烯基醚类、n
‑
丙烯酰胺甲基三甲基氯化铵、烯丙基三甲基氯化铵、二甲基烯丙基乙烯基酮、n
‑
乙烯基吡咯烷酮、氯乙烯、偏二氯乙烯、聚氧乙烯(甲基)烯丙基醚、聚氧丙烯(甲基)烯丙基醚等聚氧亚烷基(甲基)烯丙基醚、聚氧乙烯(甲基)丙烯酸酯、聚氧丙烯(甲基)丙烯酸酯等聚氧亚烷基(甲基)丙烯酸酯、聚氧乙烯(甲基)丙烯酰胺、聚氧丙烯(甲基)丙烯酰胺等聚氧亚烷基(甲基)丙烯酰胺、聚氧乙烯(1
‑
(甲基)丙烯酰胺
‑
1,1
‑
二甲基丙基)酯、聚氧乙烯乙烯基醚、聚氧丙烯乙烯基醚、聚氧乙烯烯丙基胺、聚氧丙烯烯丙基胺、聚氧乙烯乙烯基胺、聚氧丙烯乙烯基胺、3
‑
丁烯
‑1‑
醇、4
‑
戊烯
‑1‑
醇、5
‑
己烯
‑1‑
醇等含羟基α
‑
烯烃类和其酰基化物等衍生物等。
[0066]
另外,作为通过后反应导入官能团而得到的pva系树脂,可以举出:基于与双烯酮的反应的具有乙酰乙酰基者、基于与环氧乙烷的反应的具有聚环氧烷基者、基于与环氧化合物等的反应的具有羟基烷基者、或者使具有各种官能团的醛化合物跟pva系树脂反应而得到者等。
[0067]
上述改性pva系树脂中的改性量、即共聚物中的源自各种不饱和单体的结构单元、或者通过后反应而导入的官能团的含量根据改性种类而特性大幅不同,因此,不能一概而论,优选0.1~20摩尔%、其中进一步优选0.5摩尔%以上或10摩尔%以下。
[0068]
这些各种改性pva系树脂中,本发明中,优选在侧链具有伯羟基的pva系树脂、乙烯改性pva系树脂,在阻气性的方面,优选在侧链具有1,2
‑
二醇结构的pva系树脂、具有羟基甲基的pva系树脂等在侧链具有伯羟基的pva系树脂、乙烯改性pva系树脂,特别优选在侧链具有1,2
‑
二醇结构的pva系树脂、乙烯改性pva系树脂,最优选乙烯改性pva系树脂。
[0069]
另外,在水溶解性和熔融成型性的方面,特别优选具有下述通式(1)所示的在侧链具有1,2
‑
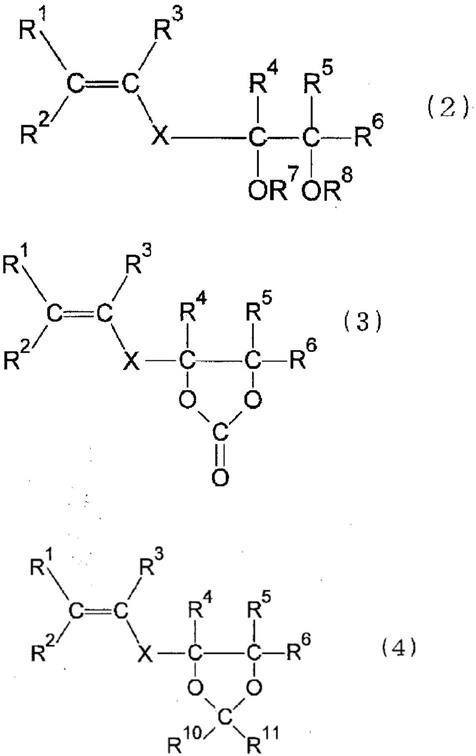
二醇结构的结构单元的pva系树脂,通式(1)中,r1、r2、r3各自独立地表示氢原子或碳数1~4的烷基,x表示单键或键合链,而且r4、r5和r6各自独立地表示氢原子或碳数1~4的烷基。
[0070][0071]
(式中,r1、r2、r3各自独立地表示氢原子或碳数1~4的烷基,x表示单键或键合链,而且r4、r5和r6各自独立地表示氢原子或碳数1~4的烷基。)
[0072]
上述在侧链具有1,2
‑
二醇结构的pva系树脂的通式(1)所示的1,2
‑
二醇结构单元的含量(改性率)优选0.1~20摩尔%、其中进一步优选0.3摩尔%以上或15摩尔%以下,其中0.5摩尔%以上或12摩尔%以下,其中1摩尔%以上或8摩尔%以下。上述改性率如果过
低,则有熔融成型变困难的倾向,如果过高,则亲水性过高,有与脂肪族聚酯等的相溶性降低的倾向。
[0073]
需要说明的是,除1,2
‑
二醇结构单元以外的部分与通常的pva系树脂同样地为乙烯醇结构单元与未皂化部分的乙烯基酯结构单元。
[0074]
通式(1)所示的1,2
‑
二醇结构单元中的r1~r3、和r4~r6均为氢原子时,侧链的末端成为伯羟基,在对水的溶解性的方面是理想的。但是,只要为不大幅有损树脂特性的程度的量就可以被碳数1~4的烷基所取代。
[0075]
碳数1~4的烷基例如为甲基、乙基、正丙基、异丙基、正丁基、异丁基、叔丁基等,根据需要可以具有卤素基团、羟基、酯基、羧酸基、磺酸基等取代基。
[0076]
另外,在热稳定性的方面、高温下、酸性条件下的稳定性的方面,通式(1)所示的1,2
‑
二醇结构单元中的x最优选为单键。只要为不妨碍本发明的效果的范围就可以为键合链。
[0077]
作为上述键合链,除亚烷基、亚烯基、亚炔基、亚苯基、亚萘基等烃(这些烃可以被氟、氯、溴等卤素等所取代)之外,还可以举出:
‑
o
‑
、
‑
(ch2o)m
‑
、
‑
(och2)m
‑
、
‑
(ch2o)mch2‑
、
‑
co
‑
、
‑
coco
‑
、
‑
co(ch2)mco
‑
、
‑
co(c6h4)co
‑
、
‑
s
‑
、
‑
cs
‑
、
‑
so
‑
、
‑
so2‑
、
‑
nr
‑
、
‑
conr
‑
、
‑
nrco
‑
、
‑
csnr
‑
、
‑
nrcs
‑
、
‑
nrnr
‑
、
‑
hpo4‑
、
‑
si(or)2‑
、
‑
osi(or)2‑
、
‑
osi(or)2o
‑
、
‑
ti(or)2‑
、
‑
oti(or)2‑
、
‑
oti(or)2o
‑
、
‑
al(or)
‑
、
‑
oal(or)
‑
、
‑
oal(or)o
‑
等(r各自独立地为任意的取代基,优选氢原子、烷基,而且m为1~5的整数)。其中,在制造时或者使用时的稳定性的方面,优选碳数6以下的亚烷基、特别是亚甲基、或者
‑
ch2och2‑
。
[0078]
作为上述在侧链具有1,2
‑
二醇结构的pva系树脂的制造法,没有特别限定。例如可以优选使用如下方法:方法(i),使乙烯基酯系单体与下述通式(2)所示的化合物的共聚物进行皂化;方法(ii),使乙烯基酯系单体与下述通式(3)所示的化合物的共聚物进行皂化和脱羧;方法(iii),使乙烯基酯系单体与下述通式(4)所示的化合物的共聚物进行皂化和脱缩酮化。例如可以以日本特开2015
‑
120827的第[0021]~[0035]段中记载的方法制造。
[0079][0080]
上述通式(2)、(3)、(4)中的r1、r2、r3、x、r4、r5、r6均与通式(1)的情况同样。另外,r7和r8各自独立地为氢原子或r9‑
co
‑
(式中,r9为碳数1~4的烷基。)。
[0081]
r
10
和r
11
各自独立地为氢原子或碳数1~4的烷基。
[0082]
另外,本发明中使用的pva系树脂可以为一种,也可以为两种以上的混合物,该情况下,可以使用上述未改性pva彼此、未改性pva与改性pva系树脂、皂化度、聚合度、改性度等不同的pva系树脂彼此等的组合。
[0083]
[脂肪族聚酯系树脂(a)与聚乙烯醇系树脂(b)的相关性]
[0084]
(熔融粘度)
[0085]
脂肪族聚酯系树脂(a)在210℃、剪切速度1216秒
‑1下的熔融粘度(ηa)、与聚乙烯醇系树脂(b)在210℃、剪切速度1216秒
‑1下的熔融粘度(ηb)之差的绝对值(|ηa
‑
ηb|)优选100pa
·
m以上。其中,从阻气性和成型稳定性的观点出发,进一步优选100pa
·
m以上或600pa
·
m以下、其中进一步优选150pa
·
m以上或550pa
·
m以下,其中200pa
·
m以上或500pa
·
m以下,特别是其中200pa
·
m以上或400pa
·
m以下。上述粘度差如果过小,则海岛结构(树脂相分离结构)的岛部分(带状分散相)的体积过度变小,进行注射成型时形成的阻隔层的大小变小,有阻气性降低的倾向,如果过大,则低粘度的树脂被排斥至外侧,有阻气性降低的倾向。
[0086]
需要说明的是,脂肪族聚酯系树脂(a)在210℃、剪切速度1216秒
‑1下的熔融粘度优选150~500pa
·
m、更优选160pa
·
m以上或200pa
·
m以下、进一步优选170pa
·
m以上或
185pa
·
m以下。
[0087]
另一方面,聚乙烯醇系树脂(b)在210℃、剪切速度1216秒
‑1下的熔融粘度优选250~800pa
·
m、更优选300pa
·
m以上或600pa
·
m以下、进一步优选330pa
·
m以上或550pa
·
m以下。
[0088]
[其它树脂]
[0089]
本树脂层根据需要可以含有除上述以外的树脂、例如聚羟基链烷酸酯、聚碳酸酯、聚酰胺、聚苯乙烯、聚烯烃、丙烯酸类树脂、非晶聚烯烃、abs、as(丙烯腈苯乙烯)、聚己内酯、纤维素酯等合成树脂中的任1种或2种以上。
[0090]
其中,这些“除上述以外的树脂”相对于上述主成分树脂100质量份优选低于50质量份、特别优选低于30质量份、特别优选低于10质量份。
[0091]
[其它成分]
[0092]
本树脂层根据需要可以包含例如无机颗粒、润滑剂、增塑剂、抗静电剂、抗氧化剂、光稳定剂、紫外线吸收剂、染料、颜料、防水解剂、结晶成核剂、防粘连剂、耐光剂、增塑剂、热稳定剂、阻燃剂、脱模剂、防雾剂、表面润湿改善剂、焚烧辅助剂、分散助剂、各种表面活性剂等各种添加剂、淀粉、纤维素、纸、锯末、甲壳素/脱乙酰壳多糖质、椰子壳粉末、核桃壳粉末等动物/植物物质微粉、或者它们的混合物作为“其它成分”。它们可以在不有损本发明的效果的范围内任意配混,可以单独使用1种,也可以混合2种以上而使用。
[0093]
这些“其它成分”的含量没有特别限定。作为目标,相对于各层的总量,优选0.01质量%以上且40质量%以下。
[0094]
(无机颗粒)
[0095]
通过含有无机颗粒,从而不仅可以提高储能模量,而且可以提高耐热性。但其量如果过多,则成型时会变得难以伸长。
[0096]
从上述观点出发,对于无机颗粒的含量,从耐热性的观点出发,相对于形成本树脂层的组合物的总计量、例如生物降解性树脂与无机颗粒的总计100质量份,优选10质量份以上、其中进一步优选20质量份以上、其中25质量份以上。另一方面,从拉伸性的观点出发,相对于形成本树脂层的组合物的总计量、例如生物降解性树脂与无机颗粒的总计100质量份,优选60质量份以下、其中进一步优选50质量份以下,其中40质量份以下。
[0097]
无机颗粒的种类没有特别限定。例如可以举出二氧化硅、云母(雲母)、滑石、云母(
マイカ
)、粘土、氧化钛、碳酸钙、硅藻土、水铝英石、膨润土、钛酸钾、沸石、海泡石、蒙脱石、高岭土、高岭石、玻璃、石灰石、碳、硅灰石、焙烧珍珠岩、硅酸钙、硅酸钠等硅酸盐、氧化铝、碳酸镁、氢氧化钙等氢氧化物、碳酸铁、氧化锌、氧化铁、磷酸铝、硫酸钡等。它们可以单独使用1种,也可以以任意组合和比率组合使用2种以上。其中,在改善储能模量、透明性的观点上更优选滑石。
[0098]
无机颗粒的粒径没有特别限定。出于操作的理由,平均粒径优选0.5μm以上、更优选0.6μm以上、进一步优选0.7μm以上、特别优选1.0μm以上。另一方面,无机颗粒的平均粒径优选50μm以下、更优选30μm以下、进一步优选20μm以下。
[0099]
需要说明的是,作为此时的平均粒径的测定方法,可以举出如下方法:求出用岛津制作所制粉体比表面积测定装置ss
‑
100型(恒压式空气透过法)测得的每1g粉末的比表面积值,由基于依据jis m8511的空气透过法的比表面积的测定结果,根据下述式计算无机颗
粒的平均粒径。
[0100]
平均粒径(μm)=10000
×
{6/(无机颗粒的比重
×
比表面积)}
[0101]
<其它层>
[0102]
本成型品如上述,可以为具备除本树脂层以外的“其它层”的二层以上的多层构成。
[0103]
作为“其它层”,可以举出具有水蒸气阻隔性的水蒸气阻隔层、纸层、印刷层等。
[0104]
(水蒸气阻隔层)
[0105]
作为水蒸气阻隔层,可以举出上述脂肪族聚酯系树脂、聚烯烃、或以聚烯烃为基材的无机蒸镀层等。
[0106]
<本成型品的用途>
[0107]
本成型品的成型性、例如注射成型性优异,可以使阻气性优异,因此,可以加工成以含有本成型品作为主成分的咖啡胶囊即胶囊式咖啡机用的咖啡豆容器、瓶、杯、托盘、育苗盆为代表的各种成型品而使用。另外,本成型品具有生物降解性,因此,使用后,在水中、土中等自然环境下可以分解。
[0108]
需要说明的是,含有本成型品作为主成分的咖啡胶囊的“主成分”是指:构成咖啡胶囊的成分中的质量比例最高的成分。其中,是指占构成咖啡胶囊的成分的50质量%以上、其中70质量%以上、其中80质量%以上、其中90质量%以上(包含100质量%)。
[0109]
<<本成型品1>>
[0110]
接着,作为本成型品的一例,对具备将以脂肪族聚酯系树脂(a)为主成分的粒料(a1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)干混并成型而成的树脂层的成型品(称为“本成型品1”)进行说明。
[0111]
[以脂肪族聚酯系树脂(a)为主成分的粒料(a1)]
[0112]
以脂肪族聚酯系树脂(a)为主成分的粒料(a1)是指:含有粒料(a1)整体的50质量%以上的前述脂肪族聚酯系树脂(a),可以含有70质量%以上、其中80质量%以上、其中90质量%以上(包含100质量%)。
[0113]
前述粒料(a1)在不有损本发明的效果的范围内可以含有除脂肪族聚酯系树脂(a)以外的“其它生物降解性热塑性树脂”。
[0114]
作为其它生物降解性热塑性树脂,例如有聚琥珀酸丁二醇酯(pbs)、聚己内酯等,优选pbs。
[0115]
作为其它生物降解性热塑性树脂的含量,相对于粒料(a1)整体,优选低于30质量%、其中进一步优选25质量%以下,其中15质量%以下。其它生物降解性热塑性树脂的含量如果过多,则有膜强度降低的倾向。
[0116]
前述粒料(a1)还可以含有用于改善热稳定的抗氧化剂、用于改善成型稳定性的润滑剂、用于赋予柔软性的增塑剂(特别是可以作为食品添加剂添加者)等作为其它配混成分。
[0117]
相对于粒料(a1)整体,其它配混成分的含量只要为不有损本发明的效果的范围即可。其中,从渗出的观点出发,优选10质量%以下。
[0118]
前述粒料(a1)可以通过进行熔融成型而得到,例如用挤出机(单螺杆、双螺杆)、班伯里密炼机、kneader ruder、混合辊、喷砂机等公知的混炼装置进行混炼并成型。其中,优
选使用混炼性优异的双螺杆挤出机。
[0119]
前述粒料(a1)的尺寸优选直径0.5mm~10mm、其中进一步优选1mm以上或5mm以下。长度优选1mm~20mm、其中进一步优选2mm以上或10mm以下。有无论上述尺寸过大或过小熔融成型稳定性均降低的倾向。
[0120]
本发明中,特别优选利用双螺杆挤出机形成线料、利用造粒机切断线料、得到粒料的方法。
[0121]
[以聚乙烯醇系树脂(b)为主成分的粒料(b1)]
[0122]
以聚乙烯醇系树脂(pva树脂)(b)为主成分的粒料(b1)是指:含有粒料(b1)整体的50质量%以上的前述pva系树脂(b),可以含有70质量%以上、其中80质量%以上、其中90质量%以上(包含100质量%)。
[0123]
前述粒料(b1)在不有损本发明的效果的范围内可以含有除pva系树脂(b)以外的“其它配混成分”。
[0124]
作为其它配混成分,可以含有用于改善热稳定的抗氧化剂、用于改善成型稳定性的润滑剂、用于赋予柔软性的增塑剂(特别是可以作为食品添加剂添加者)等。
[0125]
作为相对于粒料(b1)整体的其它配混成分的含量,只要为不有损本发明的效果的范围即可。其中,从渗出的观点出发,优选10质量%以下。
[0126]
前述粒料(b1)通过熔融成型而得到,例如用挤出机(单螺杆、双螺杆)、班伯里密炼机、kneader ruder、混合辊、喷砂机等公知的混炼装置进行混炼并成型。其中,优选使用混炼性优异的双螺杆挤出机。
[0127]
前述粒料(b1)的尺寸优选直径0.5mm~10mm、其中进一步优选1mm以上或5mm以下。长度优选1mm~10mm、其中进一步优选2mm以上或5mm以下。有无论上述尺寸过大或过小熔融成型稳定性均降低的倾向。
[0128]
本发明中,特别优选利用双螺杆挤出机形成线料、利用造粒机切断线料、得到粒料的方法。
[0129]
<本成型品1的制造方法>
[0130]
本成型品1可以如下制造:将以脂肪族聚酯系树脂(a)为主成分的粒料(a1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)干混并进行成型,从而可以制造。
[0131]
(本成型品1a)
[0132]
例如,作为注射成型品的本成型品1a可以如下得到:将以上述脂肪族聚酯(a)为主成分的粒料(a1)与以pva系树脂(b)为主成分的粒料(b1)配混规定量并干混,将其进行注射成型,从而可以得到。即,不将粒料(a1)与粒料(b1)预先熔融混炼,而在粒料的状态下分别干混并进行注射成型,从而可以制作。
[0133]
前述粒料(a1)在210℃、剪切速度1216秒
‑1下的熔融粘度(ηa1)、与前述粒料(b1)在210℃、剪切速度1216秒
‑1下的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)优选100pa
·
m以上。其中,从阻气性和成型稳定性的观点出发,进一步优选100pa
·
m以上或600pa
·
m以下、其中进一步优选150pa
·
m以上或550pa
·
m以下,其中200pa
·
m以上或500pa
·
m以下,特别是其中200pa
·
m以上或400pa
·
m以下。上述粘度差如果过小,则海岛结构(树脂相分离结构)的岛部分(带状分散相)的体积过度变小,进行注射成型时形成的阻隔层的大小变小,有阻气性降低的倾向,如果过大,则低粘度的树脂被排斥至外侧,有阻气性降低的倾向。
[0134]
需要说明的是,本发明的注射成型时的粘度差利用以下的方法测定。
[0135]
对于想要比较的各树脂的熔融粘度,用东洋精机株式会社制的毛细管流变仪,测定在210℃、1216秒
‑1的剪切速度下的熔融粘度。
[0136]
前述粒料(a1)在210℃、剪切速度1216秒
‑1下的熔融粘度优选150~500pa
·
m、更优选160pa
·
m以上或200pa
·
m以下、进一步优选170pa
·
m以上或185pa
·
m以下。
[0137]
前述粒料(b1)在210℃、剪切速度1216秒
‑1下的熔融粘度优选250~800pa
·
m、更优选300pa
·
m以上或600pa
·
m以下、进一步优选330pa
·
m以上或550pa
·
m以下。
[0138]
作为注射成型品的本成型品1a是将前述粒料(a1)与前述粒料(b1)混合并进行注射成型而得到的,此时,如果考虑成型稳定性、阻气性,则两者的质量组成比(a1)/(b1)优选99/1~51/49、进一步优选95/5~55/45、特别优选90/10~60/40、最优选85/15~65/35。
[0139]
质量组成比(a1)/(b1)如果为上述的范围,则注射成型时脂肪族聚酯(a)与pva系树脂(b)的海岛结构(树脂相分离结构)中pva系树脂(b)的岛部分(带状分散相)的大小容易变大,注射时成为更大的阻气层,从而变得容易得到本发明的效果。
[0140]
作为注射成型品的本成型品1a根据需要可以含有甘油、其衍生物、聚乙二醇等公知的增塑剂。而且在不妨碍本发明的目的的范围内可以含有其它添加剂、例如热稳定剂、紫外线吸收剂、耐气候稳定剂、抗氧化剂、着色剂、润滑剂、脱模剂、香料、填料等。
[0141]
从形成由连续相和带状分散相形成的树脂相分离结构的观点出发,优选使注射成型的条件为下述。
[0142]
模具温度如果过低,则可能在未成型时发生固化,如果过高,则固化会耗费时间,因此,作为目标,优选设为30~90℃,其中进一步优选40℃以上或70℃以下,其中50℃以上或60℃以下。
[0143]
注射速度过快或过慢,都会产生外观上的不良、例如喷射、流痕、空气模样、熔接线、气体烧伤等的可能性,而且也有产生功能、形状的不良、例如翘曲、残留应力的增加所导致的变形等的可能性,进而有质量波动而变得不稳定的可能性。由此,从所述观点出发,优选50~300mm/秒,其中进一步优选设为100mm/秒以上或200mm/秒以下。
[0144]
本成型品1a中,层叠除本树脂层以外的“其它层”的情况下,可以在注射成型后,涂布用于形成其它层的树脂组合物进行层叠等。但不限定于该方法。
[0145]
(本成型品1b)
[0146]
例如,作为片成型品的本成型品1b可以如下制造:将以上述脂肪族聚酯(a)为主成分的粒料(a1)与以pva系树脂(b)为主成分的粒料(b1)配混规定量并进行干混,将其进行片成型后,将该片成型中得到的片沿单轴方向或双轴方向进行拉伸,对得到的片体进行二次成型加工,从而可以制造本成型品1b。即,在不将粒料(a1)与粒料(b1)预先熔融混炼的情况下,在粒料的状态下将各自干混并进行片成型后,将该片成型中得到的片沿单轴方向或双轴方向进行拉伸,对得到的片体进行二次成型加工,从而可以得到。
[0147]
此处,“二次成型加工”是指:使片变形为其它形状,或赋予其它形状的加工,作为加工方法,可以举出真空成型、压空成型等热成型方法。但不限定于这些。
[0148]
从形成由连续相和带状分散相形成的树脂相分离结构的观点出发,优选使本成型品1b的制造条件为如下。
[0149]
关于本成型品1b的制造方法,片成型温度如果过低,则树脂不软化而变得不易得
到均匀的成型品,如果过高,则有树脂分解的可能性,因此,片成型温度优选140~250℃、其中优选180℃以上或230℃以下。
[0150]
拉伸更优选沿双轴方向进行拉伸。此时,拉伸温度如果过低,则拉伸变得不充分,如果过高,则容易产生拉伸不均,因此,对于拉伸温度,优选使片温度为60~100℃、其中进一步优选设为70℃以上或90℃以下。
[0151]
另外,拉伸倍率如果过小,则有变得得不到充分的阻气性的倾向,相反地如果过大,则拉伸时有时断裂,因此,拉伸倍率以面积倍率计、优选设为2~100倍、其中进一步优选设为4倍以上或50倍以下,其中6倍以上或20倍以下。
[0152]
优选在拉伸后将片冷却。此时,冷却温度如果过低,则结晶不进行,有阻气性降低的可能性,如果过高,则冷却耗费时间,因此,对于冷却温度,优选使片温度为20~60℃、其中更优选设为30℃以上或50℃以下。
[0153]
本成型品1b中,层叠除本树脂层以外的“其它层”的情况下,例如,可以将本树脂层与其它层共挤出后,进行拉伸,或形成本树脂层后、涂布用于形成其它层的树脂组合物并层叠等。但不限定于这些方法。
[0154]
<术语的说明>
[0155]
本发明中“生物降解性”是指:在微生物的作用下,最终被分解为水和二氧化碳的性质,优选在iso16929或jis k6952记载的58℃的好氧的堆肥环境下,以中试规模,满足在12周以内100mm见方的薄膜成为2mm的筛残留10%以内的性质。
[0156]
本发明中“阻气性”广义上是指抑制任意气体的透过的性质,更限定地,是指抑制氧气的透过的性质。
[0157]
本发明中表示为“x~y”(x、y为任意数字)的情况下,只要没有特别限定就包含“x以上且y以下”的含义以及包含“优选大于x”或者“优选小于y”的含义。
[0158]
另外,表示为“x以上”(x为任意数字)或者“y以下”(y为任意数字)的情况下,也包含“优选大于x”或者“优选低于y”的含义。
[0159]
实施例
[0160]
以下,列举实施例对本发明进而具体地进行说明,但本发明只要不超过其主旨就不限定于以下的实施例。
[0161]
需要说明的是,例中“份”、“%”是指质量基准。
[0162]
<实施例1>
[0163]
〔pva
‑
1的制作〕
[0164]
在具备回流冷凝器、滴加装置、搅拌机的反应釜中,投入乙酸乙烯酯10份(初始投入整体的10%)、甲醇45份,边搅拌边在氮气气流下使温度上升,达到沸点后,投入过氧化乙酰0.05份,引发聚合。进而,自聚合开始0.28小时后用22小时等速滴加乙酸乙烯酯90份。在乙酸乙烯酯的聚合率成为95%的时刻,添加规定量的氢醌单甲醚,使聚合结束,然后,吹入甲醇蒸气且进行蒸馏,从而将未反应的乙酸乙烯酯单体去除至体系外,得到乙酸乙烯酯聚合物的甲醇溶液。
[0165]
然后,将上述溶液用甲醇稀释,调整固体成分浓度为55%,在捏合机中投入上述甲醇溶液,边将溶液温度保持为35℃边以相对于乙酸乙烯酯结构单元1摩尔成为6.3毫摩尔的比例加入氢氧化钠中的钠成分2%甲醇溶液,进行皂化。皂化进行的同时皂化物析出,在成
为颗粒状的时刻,进而追加相对于乙酸乙烯酯结构单元1摩尔为6.0毫摩尔的氢氧化钠中的钠成分2%甲醇溶液,进行皂化。之后,添加氢氧化钠的0.8当量的中和用的乙酸,进行滤除,用甲醇充分清洗,在热风干燥机中进行干燥,得到pva
‑
1。
[0166]
得到的pva
‑
1的皂化度以树脂中的残留乙酸乙烯酯的结构单元的水解所需的碱消耗量分析,结果为88摩尔%。另外,平均聚合度依据jis k6726进行分析,结果为500。
[0167]
〔pva
‑
1粒料的制作〕
[0168]
对于上述中得到的pva
‑
1、100份,配混作为增塑剂的甘油7份,在下述条件下形成粒料。对于得到的粒料,用东洋精机株式会社制的毛细管流变仪测定pva
‑
1粒料在210℃、剪切速度1216秒
‑1下的熔融粘度,结果熔融粘度为387pa
·
m。
[0169]
挤出机:technovel公司制转速:200rpm、排出量:1.5~2.0kg/h
[0170]
挤出温度:c1/c2/c3/c4/c5/c6/c7/c8/d=90℃/170℃/190℃/200℃/205℃/210℃/210℃/210℃/210℃
[0171]
〔注射成型品的制作〕
[0172]
作为脂肪族聚酯系树脂(a),使用聚乳酸(pla)(nature works公司制“ingeo3001d”)的粒料(210℃、剪切速度1216秒
‑1下的熔融粘度177pa
·
m)70质量份,作为pva系树脂(b),使用上述中得到的pva
‑
1的粒料30质量份,在下述条件下用注射成型机(东洋机械金属株式会社制、si80
‑
6)以注射成型制造杯。得到的注射成型品的厚度为800μm。
[0173]
210℃、剪切速度1216秒
‑1下的以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)为210pa
·
m。
[0174]
(注射成型的条件)
[0175]
注射成型机:东洋机械金属株式会社制、si80
‑6[0176]
加热器温度:h1/h2/h3/h4/h5/料斗下=210℃/210℃/200℃/190℃/170℃/40℃
[0177]
〔带状分散相的平均长度(l1)和平均厚度(l2)〕
[0178]
在本成型品的1处,沿壁厚方向切断本树脂层,在其切断面观察至少任意10个带状分散相,测量各自的长度和厚度,算出其平均,得到带状分散相的平均长度(l1)和平均厚度(l2)。
[0179]
需要说明的是,对于厚度,沿长度方向分成4等分,测量除其两端部外的2点,作为其平均值。
[0180]
〔透氧率(otr)的评价〕
[0181]
对于上述中得到的注射成型品,利用透氧率测定装置(ox
‑
tran2/20、美国的mocon公司制),在23℃和50%rh的条件下测定氧气的透过率。将结果示于表1。
[0182]
<实施例2>
[0183]
〔pva
‑
2的制作〕
[0184]
在具备回流冷凝器、滴加装置、搅拌机的反应釜中,投入乙酸乙烯酯10份(投入初始整体的10%)、甲醇45份、和3,4
‑
二乙酰氧基
‑1‑
丁烯0.20份(初始投入整体的10%),边搅拌边在氮气气流下使温度上升,达到沸点后投入过氧化乙酰0.1份,引发聚合。进而,自聚合开始0.5小时后用22.5小时等速滴加乙酸乙烯酯90份和3,4
‑
二乙酰氧基
‑1‑
丁烯8.2份。在乙酸乙烯酯的聚合率成为95%的时刻,添加规定量的氢醌单甲醚,使聚合结束,然后,吹入
甲醇蒸气且进行蒸馏,从而将未反应的乙酸乙烯酯单体去除至体系外,得到共聚物的甲醇溶液。
[0185]
然后,将上述溶液用甲醇稀释,调整固体成分浓度为55%,在捏合机中投入上述甲醇溶液,边保持溶液温度为35℃边以相对于共聚物中的乙酸乙烯酯结构单元和3,4
‑
二乙酰氧基
‑1‑
丁烯结构单元的总计量1摩尔成为6.3毫摩尔的比例加入氢氧化钠中的钠成分2%甲醇溶液,进行皂化。皂化进行的同时皂化物析出,在成为颗粒状的时刻,进而追加相对于乙酸乙烯酯结构单元和3,4
‑
二乙酰氧基
‑1‑
丁烯结构单元的总计量1摩尔为6.0毫摩尔的氢氧化钠中的钠成分2%甲醇溶液,进行皂化。之后,添加氢氧化钠的0.8当量的中和用的乙酸,进行滤除,用甲醇充分清洗,在热风干燥机中干燥,得到在侧链具有1,2
‑
二醇结构的pva
‑
2。
[0186]
得到的在侧链具有1,2
‑
二醇结构的pva
‑
2的皂化度以树脂中的残留乙酸乙烯酯和3,4
‑
二乙酰氧基
‑1‑
丁烯的结构单元的水解所需的碱消耗量分析,结果为99摩尔%。另外,平均聚合度依据jisk6726进行分析,结果为450。另外,前述式(1)所示的1,2
‑
二醇结构单元的含量根据以1h
‑
nmr(300mhz质子nmr、d6
‑
dmso溶液、内标物;四甲基硅烷、50℃)测得的积分值算出,结果为6摩尔%。
[0187]
〔pva
‑
2粒料的制作〕
[0188]
在下述条件下,将上述中得到的pva
‑
2形成粒料。对于得到的粒料,用东洋精机株式会社制的毛细管流变仪,测定pva
‑
2粒料在210℃、剪切速度1216秒
‑1下的熔融粘度,结果熔融粘度为510pa
·
m。
[0189]
挤出机:technovel公司制
[0190]
转速:200rpm、排出量:1.2~1.5kg/h
[0191]
挤出温度:c1/c2/c3/c4/c5/c6/c7/c8/d=90℃/170℃/190℃/200℃/205℃/210℃/210℃/210℃/210℃
[0192]
将pva
‑
1的粒料替换为pva
‑
2的粒料,除此之外,与实施例1同样地进行评价。将结果示于表1。
[0193]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)为333pa
·
m。
[0194]
<实施例3>
[0195]
实施例2中,将pva
‑
2替换为pva
‑
3(在侧链具有1,2
‑
二醇结构的pva、皂化度88摩尔%、平均聚合度450、1,2二醇结构的含量6摩尔%)的粒料(210℃、剪切速度1216秒
‑1下的熔融粘度460pa
·
m),除此之外进行与实施例1同样的评价。
[0196]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)为283pa
·
m。
[0197]
<实施例4>
[0198]
实施例1中,将pva
‑
1替换为pva
‑
4(乙烯改性pva、皂化度99摩尔%、平均聚合度500、乙烯改性量8摩尔%)的粒料(210℃、剪切速度1216秒
‑1下的熔融粘度452pa
·
m),除此之外进行与实施例1同样的评价。
[0199]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)为275pa
·
m。
[0200]
<比较例1>
[0201]
实施例1中,将pva
‑
2替换为pva
‑
5(未改性pva、皂化度99摩尔%、平均聚合度350)的粒料(210℃、剪切速度1216秒
‑1下的熔融粘度227pa
·
m),除此之外进行与实施例1同样的评价。将结果示于表1。
[0202]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)为50pa
·
m。
[0203]
<比较例2>
[0204]
实施例1中,将聚乳酸(pla)(nature works公司制“ingeo3001d”)的粒料和pva
‑
1的粒料在供于注射成型前预先进行熔融混炼,在下述条件下得到含有聚乳酸和pva
‑
1的粒料,使用该粒料进而在下述条件下进行注射成型,得到注射成型品,进行与实施例1同样的评价。将结果示于表1。
[0205]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)跟实施例1同样。
[0206]
(粒料的制作条件)
[0207]
挤出机:technovel公司制、l/d=60
[0208]
转速:200rpm
[0209]
排出量:1.2~1.5kg/h
[0210]
挤出温度:c1/c2/c3/c4/c5/c6/c7/c8/d=90℃/170℃/190℃/200℃/205℃/210℃/210℃/210℃/210℃
[0211]
(注射成型的条件)
[0212]
注射成型机:东洋机械金属株式会社制、si80
‑6[0213]
加热器温度:h1/h2/h3/h4/h5/料斗下=210℃/210℃/200℃/190℃/170℃/40℃
[0214]
<比较例3>
[0215]
实施例2中,将聚乳酸(pla)(nature works公司制“ingeo3001d”)的粒料和pva
‑
2的粒料在供于注射成型前预先进行熔融混炼,在下述条件下得到含有聚乳酸和pva
‑
2的粒料,使用该粒料进而在下述条件下进行注射成型,得到注射成型品,进行与实施例1同样的评价。将结果示于表1。
[0216]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)跟实施例2同样。
[0217]
(粒料的制作条件)
[0218]
挤出机:technovel公司制、l/d=60
[0219]
转速:200rpm、排出量:1.2~1.5kg/h
[0220]
挤出温度:c1/c2/c3/c4/c5/c6/c7/c8/d=90℃/170℃/190℃/200℃/205℃/210
℃/210℃/210℃/210℃
[0221]
(注射成型的条件)
[0222]
注射成型机:东洋机械金属株式会社制、si80
‑6[0223]
加热器温度:h1/h2/h3/h4/h5/料斗下=210/210/200/190/170/40℃
[0224]
<比较例4>
[0225]
实施例3中,将聚乳酸(pla)(nature works公司制“ingeo3001d”)的粒料和pva
‑
3的粒料在供于注射成型前预先进行熔融混炼,在下述条件下得到含有聚乳酸和pva
‑
3的粒料,使用该粒料进而在下述条件下进行注射成型,得到注射成型品,进行与实施例1同样的评价。将结果示于表1。
[0226]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)跟实施例3同样。
[0227]
(粒料的制作条件)
[0228]
挤出机:technovel公司制、l/d=60
[0229]
转速:200rpm
[0230]
排出量:1.2~1.5kg/h
[0231]
挤出温度:c1/c2/c3/c4/c5/c6/c7/c8/d=90℃/170℃/190℃/200℃/205℃/210℃/210℃/210℃/210℃
[0232]
(注射成型的条件)
[0233]
注射成型机:东洋机械金属株式会社制、si80
‑6[0234]
加热器温度:h1/h2/h3/h4/h5/料斗下=210/210/200/190/170/40℃
[0235]
<比较例5>
[0236]
实施例4中,将聚乳酸(pla)(nature works公司制“ingeo3001d”)的粒料和evoh(mfr3.8g/10分钟(210℃、2160g))的粒料在供于注射成型前预先进行熔融混炼,在下述条件下得到含有聚乳酸和evoh的粒料,使用该粒料进而在下述条件下进行注射成型,得到注射成型品,进行与实施例1同样的评价。将结果示于表1。
[0237]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)跟实施例4同样。
[0238]
(粒料的制作条件)
[0239]
挤出机:technovel公司制
[0240]
转速:200rpm
[0241]
排出量:1.2~1.5kg/h
[0242]
挤出温度:c1/c2/c3/c4/c5/c6/c7/c8/d=90℃/170℃/190℃/200℃/205℃/210℃/210℃/210℃/210℃
[0243]
(注射成型的条件)
[0244]
注射成型机:东洋机械金属株式会社制、si80
‑6[0245]
加热器温度:h1/h2/h3/h4/h5/料斗下=210℃/210℃/200℃/190℃/170℃/40℃
[0246]
<参考例1>
[0247]
不使用以pva系树脂(b)为主成分的粒料(b1),在下述条件下仅将聚乳酸粒料进行注射成型,得到注射成型品,进行与实施例1同样的评价。将结果示于表1。
[0248]
需要说明的是,在210℃、剪切速度1216秒
‑1下的、以脂肪族聚酯系树脂(a)为主成分的粒料(a1)的熔融粘度(ηa1)与以聚乙烯醇系树脂(b)为主成分的粒料(b1)的熔融粘度(ηb1)之差的绝对值(|ηa1
‑
ηb1|)由于仅使用聚乳酸因此记作0。
[0249]
(注射成型的条件)
[0250]
注射成型机:东洋机械金属株式会社制、si80
‑6[0251]
加热器温度:h1/h2/h3/h4/h5/料斗下=210℃/210℃/200℃/190℃/170℃/40℃
[0252]
[表1]
[0253][0254]
本发明的成型品的透氧率低、且阻气性优异。另一方面,所使用的树脂的粘度差小的比较例1中,注射成型时的树脂的分解、减稠急剧,注射成型机中引起树脂的咬合不良,得到的注射成型品的形状发生异常,因此,无法测定注射成型品的透氧率。
[0255]
另外,如以下推测可以得到上述的效果。
[0256]
使用以注射成型排出时的粘度差为特定值以上的脂肪族聚酯系树脂(a)为主成分的粒料(a1)与以pva系树脂(b)为主成分的粒料(b1)进行注射成型,从而pva系树脂(b)被拉伸,成为层状。推测如此注射成型时海成分的脂肪族聚酯(a)的内部形成有几个具备阻气性的pva系树脂(b)的层,由此,可以得到阻气性优异的注射成型品。
[0257]
产业上的可利用性
[0258]
本发明的成型品的阻气性高,具有生物降解性。阻气性高,因此,香味的透过性也低,作为重视保香性的咖啡胶囊、食品、药品类的各种包装材料是有用的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。