1.本发明涉及塑料管材加工技术领域,具体涉及一种塑料管材加工工艺及加工设备。
背景技术:
2.塑料管一般是以合成树脂,也就是聚酯为原料、加入稳定剂、润滑剂、增塑剂等,以“塑”的方法在制管机内经挤压加工而成,由于它具有质轻、耐腐蚀、外形美观、无不良气味、加工容易、施工方便等特点,在建筑工程中获得了越来越广泛的应用,主要用作房屋建筑的自来水供水系统配管、排水、排气和排污卫生管、地下排水管系统、雨水管以及电线安装配套用的穿线管等塑料管一般是以合成树脂,也就是聚酯为原料、加入稳定剂、润滑剂、增塑剂等,以“塑”的方法在制管机内经挤压加工而成。
3.现有塑料管挤出设备在对塑料管件做持续向外输送时,为了对塑料管进行降温处理,在塑料管材挤出的后续,多会单独配备对塑料管进行降温的水槽,将塑料管直接通入至水槽内部,这种方式虽降温效果明显,速度较快,但在实际使用中存有一定的弊端,塑料管在水槽的内部与水液接触时,塑料管表面迅速降温,导致塑料管内部与外部形成明显的温度差,管材形成内应力,发生较强的物理形变,进而导致塑料管表面平整度不高,塑料管的生产品质变差。
技术实现要素:
4.本发明的目的在于提供一种塑料管材加工工艺及加工设备,解决现有的塑料管在进行水液降温时,塑料管表面温差变化剧烈,管材容易形成内应力,使塑料管表面会发生较强的物理形变,导致塑料管表面平整度不高,塑料管的产生品质变差问题。
5.为解决上述技术问题,本发明具体提供下述技术方案:
6.本发明提供了一种塑料管材加工工艺及加工设备,包括如下步骤:
7.s1、将经配比的原料输送至挤出机内,通过挤出机排料得到塑料管坯;
8.s2、将塑料管坯通入初步冷却装置中,对塑料管坯表面温度进行吸收,并使塑料管坯表面粘附有水液,得到初步冷却塑料管;
9.s3、对初步冷却塑料管进行风冷,使初步冷却塑料管表面的水分快速蒸发,得到再次冷却塑料管;
10.s4、将再次冷却塑料管通入水液中进行完成冷却,得到成型塑料管;
11.s5、根据出场所需塑料管尺寸,对成型塑料管进行切割,得到出厂塑料管。
12.作为本发明的一种塑料管材加工工艺及加工设备优选方案,在上述的步骤s2中,初步冷却塑料管进行初步降温处理的具体过程为:
13.s201、通过接触式吸热部件与管件的外壁接触,将管件外壁上的热量吸收;
14.s202、对管件的外壁喷水,使水液吸附在管件的外壁上。
15.作为本发明的一种塑料管材加工工艺及加工设备优选方案,在步骤s201 中,接触
式吸热部件与管件的外壁接触的同时,对管件的内壁进行支撑,对塑料管坯的内径进行限定。
16.作为本发明的一种塑料管材加工工艺及加工设备优选方案,在对管件的内壁支撑的同时,对管件的内壁进行真空抽热,使管件的内外温度趋近相同,减少管坯内外的温度差。
17.作为本发明的一种塑料管材加工工艺及加工设备优选方案,所述初步冷却装置下方设置有用于对管件进行蒸发冷却的输风机构和设置于所述输风机构下方用于对管件进行最终定型的水箱,所述水箱的内部设置有用于对管件进行驱动的调节机构;
18.所述输风机构包括风箱,所述风箱的两侧内壁上设置有输风口,所述输风口的内部设置有风机。
19.作为本发明的一种塑料管材加工工艺及加工设备优选方案,所述调节机构包括用于对管件进行纵向位移的纵向调节部件,所述纵向调节部件包括设置于所述水箱下方的驱动电机和连接于所述驱动电机输出端的升降杆,所述升降杆的输出端竖直向上穿过所述水箱、输风机构并延伸至所述初步冷却装置的内部。
20.作为本发明的一种塑料管材加工工艺及加工设备优选方案,所述初步冷却装置包括冷却处理箱、接触式吸热部件以及用于对管件外表面进行输水的挤水部件;
21.所述接触式吸热部件包括设置于所述冷却处理箱内壁上的滚球和若干开设于所述冷却处理箱内壁上用于所述滚球活动的活动槽,所述滚球的一侧贯穿插设有中心轴且中心轴的一侧与所述活动槽的内壁相铰接,所述冷却处理箱的壁内设置有与所述活动槽内部相连通的水槽,所述滚球的一端延伸至所述水槽的内部,所述滚球的另一端延伸至所述冷却处理箱的内部,所述冷却处理箱的两侧均设置有用于对所述水槽内输送水液的水液流通管,所述滚球表面的两端均设置有用于对所述活动槽内部进行密闭的密封垫。
22.作为本发明的一种塑料管材加工工艺及加工设备优选方案,所述挤水部件包括设置于所述冷却处理箱壁内的给水运动槽和设置于所述给水运动槽内壁上的海绵,所述给水运动槽的内壁上开设有与所述冷却处理箱内部相连通的出水口,所述海绵的底端与所述出水口入水端相贴合,所述给水运动槽位于所述水槽的下方,所述给水运动槽的内部设置有若干吸水棉线,且所述吸水棉线的吸收端穿过所述给水运动槽并延伸至所述水槽内,所述给水运动槽的内部还设置有压动块,所述滚球(111)中心轴的另一侧穿过所述活动槽并延伸至所述给水运动槽内与所述压动块相连,所述给水运动槽的内部设置有与所述压动块相抵触的压板,所述压板顶端的两侧均匀贯穿插设有与所述给水运动槽内壁相连的限位杆。
23.作为本发明的一种塑料管材加工工艺及加工设备优选方案,所述调节机构还包括用于对管件内径进行限定的管件内壁支撑调节部件,所述管件内壁支撑调节部件包括设置于所述升降杆内的转动腔,所述转动腔一端的内壁上通过内嵌轴承连接有螺杆,所述螺杆的末端穿过所述转动腔并延伸至所述升降杆的外侧,所述升降杆的外表面设置有若干与所述转动腔内部相连通的收纳槽,所述收纳槽的内部活动设置有定径板,所述螺杆的外表面通过螺纹连接有螺套,所述螺套的表面铰接连接有伸缩连杆,所述伸缩连杆的末端与所述定径板相铰接。
24.作为本发明的一种塑料管材加工工艺及加工设备优选方案,所述调节机构还包括用于对管件内部热量进行抽吸的管件内壁温度吸收部件,所述管件内壁温度吸收部件包括
插设于所述升降杆末端并延伸至所述转动腔内的气口,所述气口的输气端连接有与吸收泵相连的连接管。
25.本发明与现有技术相比较具有如下有益效果:
26.本发明在塑料管坯通入水液冷却前,初步冷却装置与输风机构相互配合,对管件表面温度进行逐级预降温处理,使管件在通水降温前,管件内外温度趋于相同,减少管件受温差影响,产生内应力,造成损毁的现象,提高了管件的合格率。
附图说明
27.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
28.图1为本发明实施方式的方法步骤示意图。
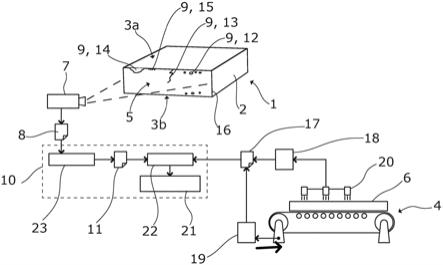
29.图2为本发明实施方式的结构正视剖面示意图。
30.图3为本发明实施方式中初步冷却装置的俯视剖面结构示意图。
31.图4为本发明实施方式中图3中a处的结构放大示意图。
32.图5为本发明实施方式中管件内壁支撑调节部件和管件内壁温度吸收部件的结构放大示意图。
33.图6为本发明实施方式中升降杆的俯视剖面结构示意图。
34.图中的标号分别表示如下:
35.101、冷却处理箱;12、挤水部件;
36.110、活动槽;111、滚球;112、水槽;113、密封垫;114、水液流通管;
37.120、给水运动槽;121、海绵;122、出水口;123、压板;124、限位杆; 125、压动块;126、吸水棉线;
38.2、输风机构;201、风箱;202、输风口;203、风机;
39.3、水箱;4、调节机构;
40.41、纵向调节部件;42、管件内壁支撑调节部件;43、管件内壁温度吸收部件;
41.410、驱动电机;411、升降杆;
42.420、转动腔;421、螺杆;422、螺套;423、收纳槽;424、定径板;425、伸缩连杆;
43.430、气口;431、连接管。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.具体实施例一:
46.如图1所示,本发明提供了一种塑料管材加工工艺,包括如下步骤:
47.s1、将经配比的原料输送至挤出机内,通过挤出机排料得到塑料管坯;
48.s2、将塑料管坯通入初步冷却装置中,对塑料管坯表面温度进行吸收,并使塑料管坯表面粘附有水液,得到初步冷却塑料管;
49.s3、对初步冷却塑料管进行风冷,使初步冷却塑料管表面的水分快速蒸发,得到再次冷却塑料管;
50.s4、将再次冷却塑料管通入水液中进行完成冷却,得到成型塑料管;
51.s5、根据出场所需塑料管尺寸,对成型塑料管进行切割,得到出厂塑料管。
52.该发明可在塑料管坯通入水液冷却前,初步冷却装置与风冷相互配合,对管件表面温度进行逐级预降温处理,避免管材直接通入水液,管材受较强的温差变化,形成内应力,导致管材表面出现不平整的现象,对塑料管自身品质造成不良影响。
53.在上述的步骤s2中,初步冷却塑料管进行初步降温处理的具体过程为:
54.s201、通过接触式吸热部件与管件的外壁接触,将管件外壁上的热量吸收;
55.s202、对管件的外壁喷水,使水液吸附在管件的外壁上。
56.本实施方式中步骤s2,初步冷却装置中接触式吸热部件可持续与管材外壁相贴合,对管件的外壁热量进行吸收,并对管件的外壁喷射一定的水液,通过水液的留存进一步对管件外壁表面热量进行吸收,方便管件在s3风冷时,管件表面存留的水液可受到风力吹动,快速蒸发,增强管件的降温效果。
57.在步骤s201中,接触式吸热部件与管件的外壁接触的同时,对管件的内壁进行支撑,对塑料管坯的内径进行限定。
58.在对管件的内壁支撑的同时,对管件的内壁进行真空抽热,使管件的内外温度趋近相同,减少管坯内外的温度差。
59.通过在实施s风箱201时,对管件的内部进行定向支撑,为管材提供一定的限定力,避免管材在为完成冷却前,因重力发生下垂的现象,导致管材出现弯折,影响管件的加工效果。
60.并通过在对管件进行支撑同时,通过真空抽吸的方式,可对管件的内壁部位难以排除的热量进行抽吸,以实现管件大的内外温度趋近相同,减少管件的内外温差,有效的提高了管件的定型效果。
61.具体实施例二:
62.如图2至图6所示,一种塑料管材加工设备,初步冷却装置包括冷却处理箱101和接触式吸热部件,接触式吸热部件包括设置于冷却处理箱101内壁上的滚球111和若干开设于冷却处理箱101内壁上用于滚球111活动的活动槽110,所述滚球111的一侧贯穿插设有中心轴且中心轴的一侧与所述活动槽110的内壁相铰接,冷却处理箱101的壁内设置有与活动槽110内部相连通的水槽112,滚球111的一端延伸至水槽112的内部,滚球111的另一端延伸至冷却处理箱101的内部,冷却处理箱101的两侧均设置有用于对水槽112 内输送水液的水液流通管114,滚球111表面的两端均设置有用于对活动槽 110内部进行密封的密封垫113。
63.当管件输送至冷却处理箱101内,滚球111可与管件的外壁面相贴合,吸收一部分管件外壁面的热量,并管件在冷却处理箱101内进行移动时,滚球111可随着管件的运动,同时在活动槽110的内部进行滚动,其两端则来回穿入水槽112的内部,将其吸收的热量传导入水槽112内,通过水液对自身吸收的热量进行降解,以使水槽112可持续保持较低温度对管件外壁面进行热量吸收和传导。
64.上述实施方式在使用时,虽可在一定程度上对管件外壁面的热量进行吸收,但其热量吸收较为局限,降温效果不佳。
65.有鉴于此,如3和图4所示,本实施方式中初步冷却装置还包括了用于对管件外表面进行输水的挤水部件12,挤水部件12包括设置于冷却处理箱101壁内的给水运动槽120和设置于给水运动槽120内壁上的海绵121,给水运动槽120的内壁上开设有与冷却处理箱101内部相连通的出水口122,海绵 121的底端与出水口122入水端相贴合,给水运动槽120位于水槽112的下方,给水运动槽120的内部设置有若干吸水棉线126,且吸水棉线126的吸收端穿过给水运动槽120并延伸至水槽112内,给水运动槽120的内部还设置有压动块125,滚球111中心轴的另一侧穿过活动槽110并延伸至给水运动槽120 内与压动块125相连,给水运动槽120的内部设置有与压动块125相抵触的压板123,压板123顶端的两侧均匀贯穿插设有与给水运动槽120内壁相连的限位杆124,限位杆124的表面套设有扭簧,扭簧的一端与限位杆124表面相连,扭簧的另一端与压板123相连。
66.当管件在冷却处理箱101内部驱动时,使得滚球111在活动槽110内部发生滚动,滚球111中心轴随着滚球111的运动,同时在给水运动槽120的内部带动压动块125进行旋转,压动块125则可在给水运动槽120的内部间歇与压板123发生抵触,压板123受到抵触力时,压板123向下运动并对海绵121进行挤压,海绵121在受力后,产生一定的水液,水液迅速通过出水口122向外流,流至管材的表面,可进一步对管件表面的热量进行吸收,增强管件的降温效果,且当压板123在受抵触,压板123在限位杆124表面滑动并拉动其表面套设的扭簧,使扭簧发生形变,当压动块125不再与压板123 相抵时,通过扭簧的回弹力,带动压板123自动进行复位,不在对海绵121 形成挤压,便于二次运行,且海绵121通过自身具有的弹性回复特性,不在受挤压后,自动复位,并可通过吸水棉线126在给水运动槽120的内部再次吸收水液,完成对水液的补充。
67.同时,如图2所示,本实施方式中初步冷却装置下方设置有用于对管件进行蒸发冷却的输风机构2和设置于输风机构2下方用于对管件进行最终定型的水箱3,输风机构2包括风箱201,风箱201的两侧内壁上设置有输风口202,输风口202的内部设置有风机203,初步冷却装置在完成一次对管件外表面的降温处理后,接着可将管件通入风箱201内,并将风机203开启,风机203开启后,迅速向风箱201的内部吹送风力,以此加快管件在初步冷却处理过程中表面存留水液的蒸发效率,增强管件表面的冷却效果,进一步对管件进行降温处理。
68.另外,如图2,本实施方式中输风机构2下方用于对管件进行最终定型的水箱3,水箱3的内部设置有用于对管件进行驱动的调节机构4,调节机构4 包括用于对管件进行纵向位移的纵向调节部件41,纵向调节部件41包括设置于水箱3下方的驱动电机410和连接于驱动电机410输出端的升降杆411,升降杆411的输出端竖直向上穿过水箱3、输风机构2并延伸至初步冷却装置的内部。
69.通过纵向调节部件41中的升降杆411,管件在通入初步冷却处理装置内,可环设于升降杆411的表面,进而在对管件进行冷却作业时,将驱动电机410 外接电源,并开启,使升降杆411可带动管件从冷却处理箱101内向水箱3 内进行缓慢驱动,有效的进行逐步冷却,最终管件在水箱3内,与水液接触,充分进行冷却,得到最终成型的塑料管件。
70.上述实施方式在使用时,虽可有效的对管件外壁进行逐步降温处理,减少温度剧烈变化对塑料管自身品质产生的影响,但在实际使用中,管件的内壁仍会存有较高的温度,
导致管件内壁面的定形速度较慢,使管件内部成型效果不佳,管件容易受重力作用,发生断裂,且若直接将内壁带有较高温度的管件通入水液,同样也会使管件内部发生较为强烈的温差变化,增大管件内应力的形成,导致管件产品质量下降。
71.为了解决上述问题,如图2、图5和图6所示,本实施方式中调节机构4 还包括用于对管件内径进行限定的管件内壁支撑调节部件42,管件内壁支撑调节部件42包括设置于升降杆411内的转动腔420,转动腔420一端的内壁上通过内嵌轴承连接有螺杆421,螺杆421的末端穿过转动腔420并延伸至升降杆411的外侧,升降杆411的外表面设置有若干与转动腔420内部相连通的收纳槽423,收纳槽423的内部活动设置有定径板424,螺杆421的外表面通过螺纹连接有螺套422,螺套422的表面铰接连接有伸缩连杆425,伸缩连杆425的末端与定径板424相铰接。
72.管件在通入初步冷却装置内部,套设在升降杆411表面时,可通过拧动螺杆421,使螺杆421在转动腔420的内部进行自转运动,螺套422通过与螺杆421开设的螺纹结构相互配合,螺套422可随着螺杆421的自转运动,在螺杆421的表面向下进行滑动,并通过伸缩连杆425对定径板424进行推动,定径板424受力后快速在收纳槽423内部向外进行延伸,直至定径板424与管件的内壁相接触,对管件的内壁提供相应的支撑力,以此对管件的内壁进行辅助限定,保证塑料管在冷却定型之前可保持撑顶时的形态,有利于塑料管的塑形和定径。
73.同时,如图5所示,本实施方式中调节机构4还包括用于对管件内部热量进行抽吸的管件内壁温度吸收部件43,管件内壁温度吸收部件43包括插设于升降杆411末端并延伸至转动腔420内的气口430,气口430的输气端连接有与吸收泵相连的连接管431。
74.当管件内壁支撑调节部件42在对管件内壁面进行撑顶定型时,可将连接管431连接外界的吸气泵,通过气口430快速对转动腔420的内部进行吸气,进而可将管件内壁中的高温热量及时进行吸收,加快管件内部的冷却效果,使得管件内外温度趋近相同,减少管坯内外的温度差,提高了管件的定型效果。
75.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。