1.本发明涉及热轧生产过程控制技术,更具体地说,涉及一种热连轧机粗轧立辊测压时带钢侧翻的判断和控制方法。
背景技术:
2.如图1所示,粗轧机一般由大侧压机3、立辊11(e1)、水平辊41(r1)、立辊12(e2)、水平辊42(r2)组成。热轧带钢2的宽度控制主要由大侧压机3和立辊11、12完成。
3.如图2所示,立辊1是热轧带钢2宽度控制的主要设备,一对立辊有四个侧压机构5和两个回拉油缸6。侧压机构5目前有两种形式,一种是全液压形式,另一种是侧压丝杆和短行程液压组合形式。4个侧压机构里面都安装有压力传感器或测压头,用于检测带钢2在立辊1处侧压时的轧制力。带钢2在立辊1处侧压时,带钢2不在一对侧压机构5的中心线上轧制,单根立辊的上下位置属于非对称轧制,带钢2侧压时更靠近下侧压机构,因此下侧压机构上的轧制力要大于上侧压机构上的轧制力。本领域常规所述的轧制力是立辊上下两个侧压机构里面的压力传感器或测压头(测压原件)测得的合力。
4.热轧带钢宽度是热轧带钢产品的一项重要质量指标。
5.一般情况下,用户要求热轧带钢的宽度公差范围为0~20mm,带钢宽度偏差(包括单点及全长)小于0mm或大于20mm,否则会被视为不合格产品。
6.另外,一些带钢产线的带钢宽度要求精度按照0~12.5mm进行控制,即一般宽度控制在0~12.5mm之间,由此,使得带钢宽度的控制难度相对增加。
7.热轧带钢在大侧压机3处侧压后,需要采用立辊11、12在带钢宽度方向上进行精确侧压,确保带钢宽度在r1、r2水平轧机轧制时产生宽展后还能达到目标宽度精度。目前采用的立辊11、12主要有三种,即如图3a所示的平辊、如图3b所示的孔型辊和如图3c所示的锥形辊。其中,平辊的两辊工作面为平行的,这样的辊面形状不适合轧制大侧压量的带钢,轧制过程中往往产生带钢侧翻现象,造成带钢尾部严重超宽。孔型辊的工作面上、下均有凸台,该类轧辊解决了有利于轧制稳定,但只有在板坯厚度与孔型高度相匹配时才有效果,不适合生产不同厚度规格的钢坯,此时孔型辊容易在带钢表面产生划伤。锥形辊辊身上部为圆锥形,下部为凸台,轧制时由于锥度的存在会给钢坯向下的分力从而使钢坯压在凸台上,能够实现稳定轧制,但容易造成钢坯下表面的划伤。此外,在使用小锥度立辊进行测压的过程中,有时会形成梯形断面,梯形断面的上边在经过水平轧机轧制后,形成了留在带钢上表面的黑条状缺陷。在实际生产过程中,这三种立辊辊形都无法解决粗轧立辊侧压时带钢侧翻的问题。
8.热轧带钢侧翻一般发生在e1处,带钢在e1处侧翻后,即使有e2立辊的侧压,宽度也会超差50~100mm之间。
技术实现要素:
9.针对现有技术中存在的上述缺陷,本发明的目的是提供一种热连轧机粗轧立辊测
压时带钢侧翻的判断和控制方法,在现有粗轧立辊侧压控制方式的基础上,根据上下两个侧压机构测得的轧制力关系的变化,判断带钢尾部是否在立辊侧压过程中有侧翻的趋势,并立刻对立辊辊缝进行控制,从而防止带钢侧翻所导致的粗轧带钢尾部宽度严重超宽。
10.为实现上述目的,本发明采用如下技术方案:
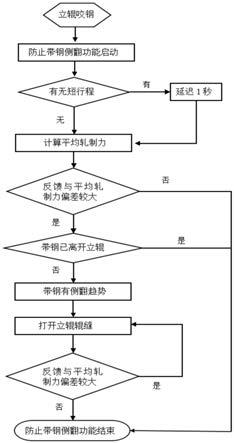
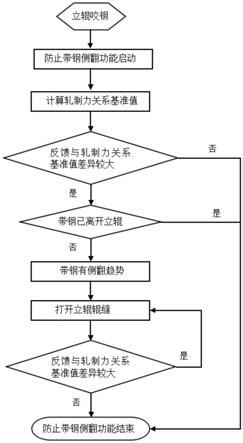
11.一种热连轧机粗轧立辊测压时带钢侧翻的判断和控制方法,包括以下步骤:
12.1)建立第一轧制力关系变化判断模型,当立辊咬住带钢后,分别采集立辊的上下两个侧压机构测得的轧制力数据并输入第一轧制力关系变化判断模型,若第一轧制力关系变化判断模型判断两个轧制力关系差异数值在0.8~0.9之间时,则进入防止带钢侧翻控制阶段;
13.2)建立防止带钢侧翻控制模型,用以防止带钢侧翻,通过防止带钢侧翻控制模型打开立辊辊缝,以修正立辊的轧制力;
14.3)建立第二轧制力关系变化判断模型,采集经过防止带钢侧翻控制模型修正的轧制力关系差异数据并输入第二轧制力关系变化判断模型,若第二轧制力关系变化判断模型判断两个轧制力关系差异数值在0.8~0.9之间时,则重复步骤2至步骤3);若第二轧制力关系变化判断模型判断两个轧制力关系差异数值大于0.9时,则进行立辊的正常轧制工作;
15.4)启动宽度控制模型再计算,重新进行立辊的负荷再分配。
16.所述步骤1)中,第一轧制力关系变化判断模型判断两个轧制力关系差异数值在0.8~0.9之间时具体包括:
17.在立辊咬住带钢延迟一定时间后,分别采集上下两个侧压机构测得的10个轧制力数据,分别取其平均值fc=(上侧压机构的f1 f2 f3
……
f10)/10和fd=(下侧压机构的f1 f2 f3
……
f10)/10,然后再取比值k=fd/fc作为轧制力关系判断的基准值;当轧制力关系的反馈值k
i
≤αk时,启动防止带钢侧翻控制模型;
18.f1 f2 f3
……
f10表示各机架上的轧制力;
19.系数α取值在0.8~0.9之间。
20.所述步骤2)中,防止带钢侧翻控制模型打开立辊辊缝包括:
21.每个扫描周期内立辊辊缝打开的控制模型:
[0022][0023]
公式中,下标i为一个计数值,当防止带钢侧翻控制开始时,i从1开始计数,每经过一个扫描周期则自加1;
[0024]
△
s
i
为叠加到立辊辊缝给定上的量,初始值当k
i
≥1时
△
s
i
取值在5~15mm之间,当k
i
<1时
△
s
i
取值在15~30mm之间;
[0025]
k为第一轧制力关系变化判断模型中计算出来的轧制力关系的判断基准值;
[0026]
k
i
为轧制力关系的反馈值;
[0027]
fc为上侧压机构上的轧制力的反馈值;
[0028]
fd为下侧压机构上的轧制力的反馈值;
[0029]
系数β的取值范围在0.3~0.6之间。
[0030]
所述防止带钢侧翻控制模型的扫描周期为0.05s,在每个扫描周期内,立辊辊缝打开
△
smm。
[0031]
所述步骤3)中,第二轧制力判断模型判断两个轧制力关系差异数值在0.8~0.9之间时具体包括:
[0032]
当轧制力关系的反馈值k
i
>αk时,则判断带钢侧翻趋势消失,立辊进入正常轧制状态,否则认为仍处于带钢侧翻状态。
[0033]
所述上侧压机构上的轧制力的反馈值fc=0和下侧压机构上的轧制力的反馈值fc=0时,或水平轧机已抛钢,则自动终止防止带钢侧翻控制模型。
[0034]
所述步骤4)中,启动宽度控制模型再计算,重新进行立辊的负荷再分配包括:
[0035]
当n块带钢在e1处启动了防止带钢侧翻控制模型,由带钢宽度控制模型启动e2处立辊负荷再分配,均分e2处增加的负荷;
[0036]
当n块带钢在e1处启动了防止带钢侧翻控制模型,则n 1块带钢由带钢宽度控制模型启动大侧压和立辊负荷再分配,减小发生带钢侧翻趋势的e1处立辊负荷,依据大侧压和e2处立辊的轧制力反馈值增大其负荷。
[0037]
在上述的技术方案中,本发明所提供的一种热连轧机粗轧立辊测压时带钢侧翻的判断和控制方法,由于本发明具有轧制力关系判断模型和防止带钢侧翻控制模型,轧制力关系判断模型对采集的立辊的轧制力数据进行判断,存在轧制力关系异常情况时,启动防止带钢侧翻控制模型进行控制,快速打开正在轧制的立辊辊缝,以修正异常的轧制力关系,并对后续轧制带钢进行大侧压机和立辊负荷再分配。本发明为全自动控制,由于本发明通过快速打开立辊辊缝防止带钢侧翻,所以并不涉及系统部件的磨损,这样防止带钢侧翻的效果非常好,并且相关的损耗也很少,降低了维修成本。
附图说明
[0038]
图1是现有粗轧机的结构示意图;
[0039]
图2是现有粗轧机立辊侧压机构的示意图;
[0040]
图3a是现有粗轧机平辊的示意图;
[0041]
图3b是现有粗轧机孔型辊的示意图;
[0042]
图3c是现有粗轧机锥形辊的示意图;
[0043]
图4是本发明方法实施例的流程示意图;
[0044]
图5是本发明方法实施例带钢侧翻时的轧制力变化的示意图;
[0045]
图6是本发明方法实施例应用时的轧制力变化与立辊辊缝变化调节对应曲线图。
具体实施方式
[0046]
下面结合附图和实施例进一步说明本发明的技术方案。
[0047]
请结合图4至图6所示,本发明所提供的一种热连轧机粗轧立辊测压时带钢侧翻的判断和控制方法,在本实施例中,参数α=0.9,β=0.5,a=10,b=20;
[0048]
下表一是热轧带钢的规格和钢种,宽度控制模型分配的各机架的负荷:
[0049][0050]
粗轧是多道次可逆轧制方式,因此表中e1-1表示e1的第一道次,e1-3表示e1的第三道次,e2-1表示e2的第一道次,e2-3表示e2的第三道次,偶道次没有立辊侧压,因此没有负荷分配。
[0051]
请结合图5所示,1号带钢被立辊e1-1咬入后轧制到尾部时,带钢发生了侧翻,立辊上下侧压机构里的测压原件测得的轧制力发生了变化,轧制力关系从大于1变到了小于1。
[0052]
请结合图6所示,第一轧制力关系变化判断模型在2号带钢被立辊e1-1咬入后,上下侧压机构里的测压原件分别开始采集轧制力数据,取得的fc为1130kn(761kn),fd为1370kn(920kn),轧制力关系判断的基准值k=fd/fc=920/761=1.21。后续启动第二轧制力关系变化判断模型,到带钢尾部时轧制力fc和fd开始变化,fc从761kn变到了820kn,fd从920kn变到了873kn,很快轧制力关系达到了k
i
=fd/fc=873/820=1.064,k
i
≤αk=0.9*1.21=1.09,启动了防止带钢侧翻控制模型。e1-1立刻打开了10mm,后续按照0.05s一个扫描周期根据模型δs
i
1=β
×△
s
i
进行了辊缝打开,在三个周期后,轧制力关系达到了k
i
=fd/fc=862/722=1.19,k
i
>αk,中断防止带钢侧翻控制模型,立辊进入正常轧制状态。
[0053]
下表二是防止带钢侧翻模型启动后,启动宽度控制模型再计算,重新进行的大侧压机和立辊负荷分配:
[0054][0055]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。