125a,焊接速度为4-12cm/min,打底层焊接厚度焊接3-5mm。
20.焊条电弧焊:层间温度不低于200℃,焊接电压为20-30v,焊接电流为90-120a,焊接速度为5-15cm/min。
21.所述的步骤4中,焊接结束后,进行恒温温度为80-120℃,恒温时间为1-2h的马氏体转变热处理。
22.所述的步骤5中,
23.加热方法:采用中频电磁感应加热方法。
24.焊后热处理参数:恒温温度为750-770℃,恒温时间为4-6min/mm,升温速度、降温速度≤150℃/h,降温至300℃以下时,可不控制升温速度、降温速度。
25.本发明的有益效果在于:本发明的主蒸汽管道p91焊接工艺能够提高焊缝外观和无损检测质量,并改善焊接接头的冲击韧性和硬度性能,最终提高主蒸汽管道安全性和使用寿命。
具体实施方式
26.下面结合具体实施例对本发明作进一步详细说明。
27.一种高温气冷堆核电站主蒸汽管道p91焊接工艺,包括如下步骤:
28.步骤1:焊前准备
29.焊接方法:采用手工钨极气体保护焊和焊条电弧焊联合焊接方法,即打底层采用手工钨极气体保护焊进行焊接,填充、盖面层采用焊条电弧焊进行焊接;
30.焊接材料:钨极气体保护焊采用焊接材料为er90s-b9,焊丝规格为φ2.0;焊条电弧焊采用焊接材料为e9015-b9,焊条规格为φ3.2;
31.坡口形式:采用双v形坡口,下v形坡口角度为60-70
°
,上v形坡口角度为20-30
°
,钝边为0-2mm,坡口间隙为0-4mm;
32.保护气体:采用氩气进行保护,正面保护气体流量10-20l/min,背面保护气体流量≥5l/min。
33.步骤2:焊接部件预热
34.手工钨极气体保护焊:采用电阻加热,预热温度150-200℃;
35.焊条电弧焊:采用电阻加热,预热温度200-250℃。
36.步骤3:焊接
37.手工钨极气体保护焊:层间温度不低于150℃,焊接电压为8-15v,焊接电流为70-125a,焊接速度为4-12cm/min,打底层焊接厚度焊接3-5mm;
38.焊条电弧焊:层间温度不低于200℃,焊接电压为20-30v,焊接电流为90-120a,焊接速度为5-15cm/min。
39.步骤4:焊后马氏体转变
40.焊接结束后,进行恒温温度为80-120℃,恒温时间为1-2h的马氏体转变热处理。
41.步骤5:焊后热处理
42.加热方法:采用中频电磁感应加热方法;
43.焊后热处理参数:恒温温度为750-770℃,恒温时间为4-6min/mm,升温速度、降温速度≤150℃/h,降温至300℃以下时,可不控制升温速度、降温速度。
44.结合实施例对本发明的技术方案进行详细、完整的描述,下述实施例描述仅作为对本发明的解释,并不对其内容进行限定。
45.实施例一:材质为p91、规格为φ323.9
×
17.5mm的主蒸汽管道对接焊缝。
46.1.1焊前准备
47.1)焊接方法:采用手工钨极气体保护焊和焊条电弧焊联合焊接方法,即打底层采用手工钨极气体保护焊进行焊接,填充、盖面层采用焊条电弧焊进行焊接;
48.2)焊接材料:手工钨极气体保护焊采用焊接材料为er90s-b9,焊丝规格为φ2.0;焊条电弧焊采用焊接材料为e9015-b9,焊条规格为φ3.2;
49.3)坡口形式:采用双v形坡口,下v形坡口角度为60
°
,上v形坡口角度为20
°
,钝边为1mm,坡口间隙为2mm;
50.4)保护气体:采用氩气进行保护,正面保护气体流量10l/min,背面保护气体流量5l/min。
51.1.2焊接部件预热
52.1)手工钨极气体保护焊:采用电阻加热,预热温度150℃;
53.2)焊条电弧焊:采用电阻加热,预热温度200℃。
54.1.3焊接
55.1)手工钨极气体保护焊:层间温度为150-180℃,焊接电压为8-13v,焊接电流为70-110a,焊接速度为4-10cm/min,打底层焊接厚度焊接3mm;
56.2)焊条电弧焊:层间温度为200-238℃,焊接电压为20-28v,焊接电流为90-115a,焊接速度为5-13cm/min。
57.1.4焊后马氏体转变
58.1)焊接结束后,进行恒温温度为105℃,恒温时间为1.5h的马氏体转变热处理。
59.1.5焊后热处理
60.1)加热方法:采用中频电磁感应加热方法;
61.2)焊后热处理参数:恒温温度为760℃,恒温时间为1.5h,升温速度、降温速度为150℃/h,降温至295℃自然冷却至室温。
62.实施例二:材质为p91、规格为φ325
×
29mm的主蒸汽管道对接焊缝。
63.1.1焊前准备
64.1)焊接方法:采用手工钨极气体保护焊和焊条电弧焊联合焊接方法,即打底层采用手工钨极气体保护焊进行焊接,填充、盖面层采用焊条电弧焊进行焊接;
65.2)焊接材料:手工钨极气体保护焊采用焊接材料为er90s-b9,焊丝规格为φ2.0;焊条电弧焊采用焊接材料为e9015-b9,焊条规格为φ3.2;
66.3)坡口形式:采用双v形坡口,下v形坡口角度为70
°
,上v形坡口角度为30
°
,钝边为2mm,坡口间隙为3mm;
67.4)保护气体:采用氩气进行保护,正面保护气体流量15l/min,背面保护气体流量10l/min。
68.1.2焊接部件预热
69.1)手工钨极气体保护焊:采用电阻加热,预热温度180℃;
70.2)焊条电弧焊:采用电阻加热,预热温度240℃。
71.1.3焊接
72.1)手工钨极气体保护焊:层间温度为150-195℃,焊接电压为9-15v,焊接电流为70-120a,焊接速度为5-11cm/min,打底层焊接厚度焊接5mm;
73.2)焊条电弧焊:层间温度为200-245℃,焊接电压为22-30v,焊接电流为95-120a,焊接速度为8-15cm/min。
74.1.4焊后马氏体转变
75.1)焊接结束后,进行恒温温度为110℃,恒温时间为2h的马氏体转变热处理。
76.1.5焊后热处理
77.1)加热方法:采用中频电磁感应加热方法;
78.2)焊后热处理参数:恒温温度为765℃,恒温时间为2h,升温速度、降温速度为140℃/h,降温至300℃自然冷却至室温。
79.实施例三:材质为p91、规格为φ260
×
30mm的主蒸汽管道对接焊缝。
80.1.1焊前准备
81.1)焊接方法:采用手工钨极气体保护焊和焊条电弧焊联合焊接方法,即打底层采用手工钨极气体保护焊进行焊接,填充、盖面层采用焊条电弧焊进行焊接;
82.2)焊接材料:手工钨极气体保护焊采用焊接材料为er90s-b9,焊丝规格为φ2.0;焊条电弧焊采用焊接材料为e9015-b9,焊条规格为φ3.2;
83.3)坡口形式:采用双v形坡口,下v形坡口角度为66
°
,上v形坡口角度为24
°
,钝边为2mm,坡口间隙为3mm;
84.4)保护气体:采用氩气进行保护,正面保护气体流量14l/min,背面保护气体流量8l/min。
85.1.2焊接部件预热
86.1)手工钨极气体保护焊:采用电阻加热,预热温度190℃;
87.2)焊条电弧焊:采用电阻加热,预热温度248℃。
88.1.3焊接
89.1)手工钨极气体保护焊:层间温度为150-185℃,焊接电压为9-13v,焊接电流为70-110a,焊接速度为5-10cm/min,打底层焊接厚度焊接4mm;
90.2)焊条电弧焊:层间温度为200-240℃,焊接电压为22-28v,焊接电流为95-115a,焊接速度为8-15cm/min。
91.1.4焊后马氏体转变
92.1)焊接结束后,进行恒温温度为90℃,恒温时间为2h的马氏体转变热处理。
93.1.5焊后热处理
94.1)加热方法:采用中频电磁感应加热方法;
95.2)焊后热处理参数:恒温温度为760℃,恒温时间为2h,升温速度、降温速度为130℃/h,降温至280℃自然冷却至室温。
96.实例焊后无损检测结果如表1:
97.表1
98.实施例mtrtut实施例一合格合格合格
实施例二合格合格合格实施例三合格合格合格
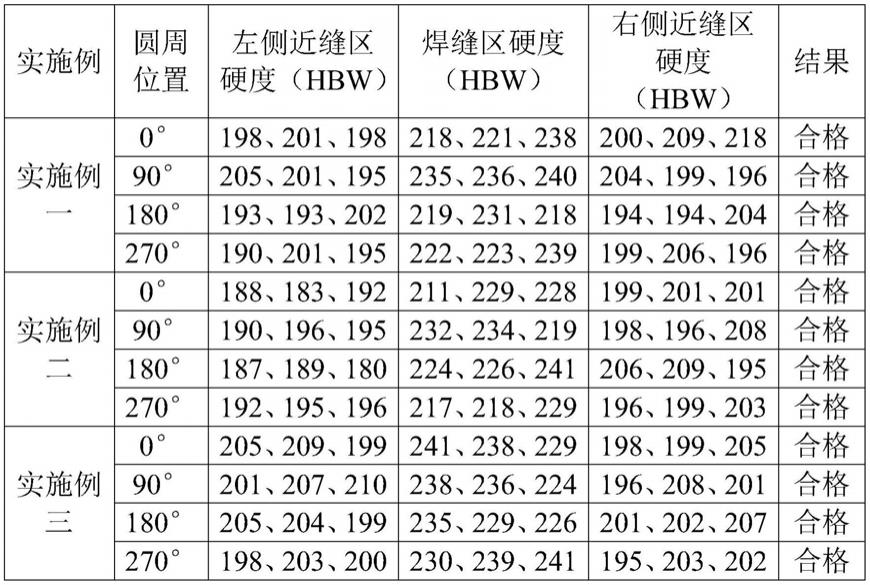
99.实例焊后硬度检测结果如表2:
100.表2
[0101][0102]
本发明的主蒸汽管道p91焊接工艺能够提高焊缝外观和无损检测质量,并改善焊接接头的冲击韧性和硬度性能,最终提高主蒸汽管道安全性和使用寿命。
[0103]
以上所述,仅作为本发明效果较佳的实施例而已,并非对本发明的技术方案作任何限制,故此凡是依据本发明的技术实质内容对以上实施例所作的修改、替换、多种变化,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。