:
1.本实用新型涉及电脑触摸支架生产模具技术领域,尤其涉及一种笔记本电脑触摸支架的连续生产模具。
背景技术:
2.随着社会的发展,笔记本电脑普及性越来越高,而笔记本电脑触摸支架作为笔记本电脑必不可缺的一个重要零部件。
3.笔记本电脑触摸支架需要经过多个工序才能完成最终成型,而现有技术中,大多数的做法还是每一步工序分别对应一套模具进行加工生产,在生产过程中,需要将上一步工序生产出来的半成品移送至下一道工序的模具中进行下一步工序,整个加工过程中需要反反复复地进行取出、放入、对位等工作,会耗费大量的人力、时间,生产效率低,无法很好地满足市场需求。
技术实现要素:
4.本实用新型的目的就是针对现有技术存在的不足而提供一种笔记本电脑触摸支架的连续生产模具,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
5.为了实现上述目的,本实用新型采用的技术方案是:笔记本电脑触摸支架的连续生产模具,包括上模、下模、用于带动上模下压及上升的冲压动力机构、用于输送料带的料带输送机构,所述上模与下模之间沿料带行进方向依次设有第一冲压去除工位、第二冲压去除工位、第三冲压去除及耳部折弯工位、面板冲压成型工位、第一冲压剪断工位、第二冲压剪断及落料工位。
6.对上述方案的进一步改进为,所述第一冲压去除工位包括设置于上模上的支架顶部两侧及耳部边缘冲压去除凸模、设置于下模上且与支架顶部两侧及耳部边缘冲压去除凸模相配合的支架顶部两侧及耳部边缘冲压去除凹模;
7.所述第二冲压去除工位包括设置于上模上的支架底部两侧边缘冲压去除凸模、设置于下模上且与支架底部两侧边缘冲压去除凸模相配合的支架底部两侧边缘冲压去除凹模、设置于上模上的第一耳部孔冲压去除凸模、设置于下模上且与第一耳部孔冲压去除凸模相配合的第一耳部孔冲压去除凹模、设置于上模上的第二耳部孔冲压去除凸模、设置于下模上且与第二耳部孔冲压去除凸模相配合的第二耳部孔冲压去除凹模、设置于上模上的第三耳部孔冲压去除凸模、设置于下模上且与第三耳部孔冲压去除凸模相配合的第三耳部孔冲压去除凹模;
8.所述第三冲压去除及耳部折弯工位包括设置于上模上的支架中间孔冲压去除凸模、设置于下模上且与支架中间孔冲压去除凸模相配合的支架中间孔冲压去除凹模、设置于上模上的支架底部边缘冲压去除凸模、设置于下模上且与支架底部边缘冲压去除凸模相配合的支架底部边缘冲压去除凹模、设置于上模上的支架耳部折弯成型凸模、设置于下模
上且与支架耳部折弯成型凸模相配合的支架耳部折弯成型凹模;
9.所述面板冲压成型工位包括设置于上模上的支架面板冲压成型凸模、设置于下模上且与支架面板冲压成型凸模相配合的支架面板冲压成型凹模;
10.所述第一冲压剪断工位包括设置于上模上的第一冲压剪断凸模、设置于下模上且与第一冲压剪断凸模相配合的第一冲压剪断凹模;
11.所述第二冲压剪断及落料工位包括设置于上模上的第二冲压剪断凸模、设置于下模上且与第二冲压剪断凸模相配合的第二冲压剪断凹模。
12.对上述方案的进一步改进为,所述支架顶部两侧及耳部边缘冲压去除凸模、支架底部两侧边缘冲压去除凸模、第一耳部孔冲压去除凸模、第二耳部孔冲压去除凸模、第三耳部孔冲压去除凸模、支架中间孔冲压去除凸模、支架底部边缘冲压去除凸模、支架耳部折弯成型凸模、支架面板冲压成型凸模、第一冲压剪断凸模、第二冲压剪断凸模均以可拆卸的方式设置于上模上,支架顶部两侧及耳部边缘冲压去除凹模、支架底部两侧边缘冲压去除凹模、第一耳部孔冲压去除凹模、第二耳部孔冲压去除凹模、第三耳部孔冲压去除凹模、支架中间孔冲压去除凹模、支架底部边缘冲压去除凹模、支架耳部折弯成型凹模、支架面板冲压成型凹模、第一冲压剪断凹模、第二冲压剪断凹模均以可拆卸的方式设置于下模上。
13.对上述方案的进一步改进为,所述上模与下模之间还设有面板校平工位,面板校平工位位于面板冲压成型工位与第一冲压剪断工位之间。
14.对上述方案的进一步改进为,所述面板校平工位包括设置于上模上的第一面板校平模、设置于下模上的第二面板校平模。
15.对上述方案的进一步改进为,所述第一面板校平模以可拆卸的方式设置于上模上,第二面板校平模以可拆卸的方式设置于下模上。
16.对上述方案的进一步改进为,所述第一面板校平模包括设置于上模上的上安装模板、设置于上安装模板上的多个校平螺丝,第二面板校平模包括设置于下模上的下安装模板、设置于下安装模板上的多个校平螺丝,各个校平螺丝分别与上安装模板或下安装模板螺纹连接。
17.对上述方案的进一步改进为,所述上安装模板的底部设有用于防止校平螺丝转动的止动软胶层,下安装模板的顶部设有用于防止校平螺丝转动的止动软胶层。
18.对上述方案的进一步改进为,所述校平螺丝凸设于上安装模板或下安装模板的一端光滑无毛刺。
19.本实用新型有益效果在于:本实用新型提供的笔记本电脑触摸支架的连续生产模具,包括上模、下模、用于带动上模下压及上升的冲压动力机构、用于输送料带的料带输送机构,所述上模与下模之间沿料带行进方向依次设有第一冲压去除工位、第二冲压去除工位、第三冲压去除及耳部折弯工位、面板冲压成型工位、第一冲压剪断工位、第二冲压剪断及落料工位;
20.本实用新型具有以下优点:
21.1、本实用新型通过料带输送机构将料带依次送往第一冲压去除工位、第二冲压去除工位、第三冲压去除及耳部折弯工位、面板冲压成型工位、第一冲压剪断工位、第二冲压剪断及落料工位后制得所需笔记本电脑触摸支架,相较于传统的生产方式,本实用新型的各个工位集中于一个连续模具上,无需反反复复地进行取出、放入、对位等工作,整个生产
的自动化程度更高,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求;
22.2、本实用新型的第一面板校平模包括设置于上模上的上安装模板、设置于上安装模板上的多个校平螺丝,第二面板校平模包括设置于下模上的下安装模板、设置于下安装模板上的多个校平螺丝,各个校平螺丝分别与上安装模板或下安装模板螺纹连接,通过旋转各个校平螺丝,能够对各个校平螺丝凸设于上安装模板或下安装模板的高度进行调节,从而能够对校平高度进行调节,能够适用于各种校平高度,实用性更强。
附图说明:
23.图1为本实用新型支架的结构示意图。
24.图2为本实用新型支架另一视角的结构示意图。
25.图3为本实用新型料带的结构示意图。
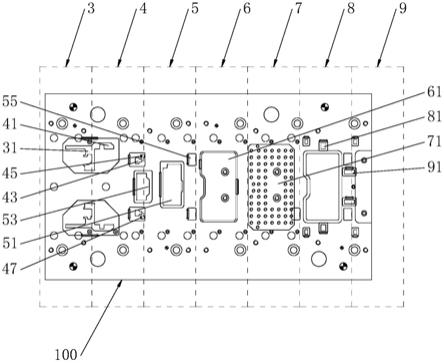
26.图4为本实用新型上模的结构示意图。
27.图5为本实用新型下模的结构示意图。
28.图6为本实用新型第一面板校平模及第二面板校平模的结构示意图。
29.附图标记说明:支架1、耳部11、中间孔12、第一耳部孔13、第二耳部孔14、第三耳部孔15、面板16、料带2、第一半成品21、第二半成品22、第三半成品23、第四半成品24、第五半成品25、第六半成品26、第一冲压去除工位3、支架顶部两侧及耳部边缘冲压去除凸模31、支架顶部两侧及耳部边缘冲压去除凹模32、第二冲压去除工位4、支架底部两侧边缘冲压去除凸模41、支架底部两侧边缘冲压去除凹模42、第一耳部孔冲压去除凸模43、第一耳部孔冲压去除凹模44、第二耳部孔冲压去除凸模45、第二耳部孔冲压去除凹模46、第三耳部孔冲压去除凸模47、第三耳部孔冲压去除凹模48、第三冲压去除及耳部折弯工位5、支架中间孔冲压去除凸模51、支架中间孔冲压去除凹模52、支架底部边缘冲压去除凸模53、支架底部边缘冲压去除凹模54、支架耳部折弯成型凸模55、支架耳部折弯成型凹模56、面板冲压成型工位6、支架面板冲压成型凸模61、支架面板冲压成型凹模62、面板校平工位7、第一面板校平模71、上安装模板711、校平螺丝712、止动软胶层713、第二面板校平模72、下安装模板721、第一冲压剪断工位8、第一冲压剪断凸模81、第一冲压剪断凹模82、第二冲压剪断及落料工位9、第二冲压剪断凸模91、第二冲压剪断凹模92、上模100、下模200。
具体实施方式:
30.下面结合附图对本实用新型作进一步的说明,如图1
‑
2所示,本实用新型所制得的笔记本电脑触摸支架1包括两个耳部11、中间孔12、第一耳部孔13、第二耳部孔14、第三耳部孔15、面板16。
31.如图3
‑
6所示,本实用新型包括上模100、下模200、用于带动上模100下压及上升的冲压动力机构、用于输送料带2的料带输送机构,所述上模100与下模200之间沿料带2行进方向依次设有第一冲压去除工位3、第二冲压去除工位4、第三冲压去除及耳部折弯工位5、面板冲压成型工位6、第一冲压剪断工位8、第二冲压剪断及落料工位9;本实用新型通过料带输送机构将料带2依次送往第一冲压去除工位3、第二冲压去除工位4、第三冲压去除及耳部折弯工位5、面板冲压成型工位6、第一冲压剪断工位8、第二冲压剪断及落料工位9后制得
所需笔记本电脑触摸支架1,相较于传统的生产方式,本实用新型的各个工位集中于一个连续模具上,无需反反复复地进行取出、放入、对位等工作,整个生产的自动化程度更高,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
32.上模100与下模200之间还设有面板校平工位7,面板校平工位7位于面板冲压成型工位6与第一冲压剪断工位8之间,通过校平工位能够对支架1面板16进行校平,能够提高支架1面板16平面度并使支架1面板16平面度达到所需要求值。
33.第一冲压去除工位3包括设置于上模100上的支架顶部两侧及耳部边缘冲压去除凸模31、设置于下模200上且与支架顶部两侧及耳部边缘冲压去除凸模31相配合的支架顶部两侧及耳部边缘冲压去除凹模32;通过支架顶部两侧及耳部边缘冲压去除凸模31、支架顶部两侧及耳部边缘冲压去除凹模32的配合能够对料带2进行支架1顶部两侧及耳部11边缘冲压去除,料带2经过第一冲压去除工位3后得到第一半成品21。
34.第二冲压去除工位4包括设置于上模100上的支架底部两侧边缘冲压去除凸模41、设置于下模200上且与支架底部两侧边缘冲压去除凸模41相配合的支架底部两侧边缘冲压去除凹模42、设置于上模100上的第一耳部孔冲压去除凸模43、设置于下模200上且与第一耳部孔冲压去除凸模43相配合的第一耳部孔冲压去除凹模44、设置于上模100上的第二耳部孔冲压去除凸模45、设置于下模200上且与第二耳部孔冲压去除凸模45相配合的第二耳部孔冲压去除凹模46、设置于上模100上的第三耳部孔冲压去除凸模47、设置于下模200上且与第三耳部孔冲压去除凸模47相配合的第三耳部孔冲压去除凹模48;通过支架底部两侧边缘冲压去除凸模41、支架底部两侧边缘冲压去除凹模42的配合能够对第一半成品21进行支架1底部两侧边缘冲压去除,通过第一耳部孔冲压去除凸模43、第一耳部孔冲压去除凹模44的配合能够对第一半成品21进行第一耳部孔13冲压去除,通过第二耳部孔冲压去除凸模45、第二耳部孔冲压去除凹模46的配合能够对第一半成品21进行第二耳部孔14冲压去除,通过第三耳部孔冲压去除凸模47、第三耳部孔冲压去除凹模48的配合能够对第一半成品21进行第三耳部孔15冲压去除,第一半成品21经过第二冲压去除工位4后得到第二半成品22。
35.第三冲压去除及耳部折弯工位5包括设置于上模100上的支架中间孔冲压去除凸模51、设置于下模200上且与支架中间孔冲压去除凸模51相配合的支架中间孔冲压去除凹模52、设置于上模100上的支架底部边缘冲压去除凸模53、设置于下模200上且与支架底部边缘冲压去除凸模53相配合的支架底部边缘冲压去除凹模54、设置于上模100上的支架耳部折弯成型凸模55、设置于下模200上且与支架耳部折弯成型凸模55相配合的支架耳部折弯成型凹模56;通过支架中间孔冲压去除凸模51、支架中间孔冲压去除凹模52的配合能够对第二半成品22进行支架1中间孔12冲压去除,通过支架底部边缘冲压去除凸模53、支架底部边缘冲压去除凹模54的配合能够对第二半成品22进行支架1底部边缘冲压去除,通过支架耳部折弯成型凸模55、支架耳部折弯成型凹模56的配合能够对第二半成品22进行支架1耳部11折弯成型,第二半成品22经过第三冲压去除及耳部折弯工位5后得到第三半成品23。
36.面板冲压成型工位6包括设置于上模100上的支架面板冲压成型凸模61、设置于下模200上且与支架面板冲压成型凸模61相配合的支架面板冲压成型凹模62;通过支架面板冲压成型凸模61、支架面板冲压成型凹模62的配合能够对第三半成品23进行支架1面板16冲压成型,第三半成品23经过面板冲压成型工位6后得到第四半成品24。
37.面板校平工位7包括设置于上模100上的第一面板校平模71、设置于下模200上的第二面板校平模72;通过第一面板校平模71、第二面板校平模72的配合能够对第四半成品24进行支架1面板16校平,第四半成品24经过面板校平工位7后得到第五半成品25。
38.第一冲压剪断工位8包括设置于上模100上的第一冲压剪断凸模81、设置于下模200上且与第一冲压剪断凸模81相配合的第一冲压剪断凹模82;通过第一冲压剪断凸模81、第一冲压剪断凹模82的配合能够对第五半成品25进行第一冲压剪断,第五半成品25经过第一冲压剪断工位8后得到第六半成品26。
39.第二冲压剪断及落料工位9包括设置于上模100上的第二冲压剪断凸模91、设置于下模200上且与第二冲压剪断凸模91相配合的第二冲压剪断凹模92;通过第二冲压剪断凸模91、第二冲压剪断凹模92的配合能够对第六半成品26进行第二冲压剪断,第六半成品26经过第二冲压剪断及落料工位9后得到产品,即所需笔记本电脑触摸支架1。
40.支架顶部两侧及耳部边缘冲压去除凸模31、支架底部两侧边缘冲压去除凸模41、第一耳部孔冲压去除凸模43、第二耳部孔冲压去除凸模45、第三耳部孔冲压去除凸模47、支架中间孔冲压去除凸模51、支架底部边缘冲压去除凸模53、支架耳部折弯成型凸模55、支架面板冲压成型凸模61、第一面板校平模71、第一冲压剪断凸模81、第二冲压剪断凸模91均以可拆卸的方式设置于上模100上,支架顶部两侧及耳部边缘冲压去除凹模32、支架底部两侧边缘冲压去除凹模42、第一耳部孔冲压去除凹模44、第二耳部孔冲压去除凹模46、第三耳部孔冲压去除凹模48、支架中间孔冲压去除凹模52、支架底部边缘冲压去除凹模54、支架耳部折弯成型凹模56、支架面板冲压成型凹模62、第二面板校平模72、第一冲压剪断凹模82、第二冲压剪断凹模92均以可拆卸的方式设置于下模200上;当其中某一凸模或凹模发生磨损、损坏时,只需对该凸模或凹模进行更换即可继续生产、使用,维修成本较低,实用性更强。
41.第一面板校平模71包括设置于上模100上的上安装模板711、设置于上安装模板711上的多个校平螺丝712,第二面板校平模72包括设置于下模200上的下安装模板721、设置于下安装模板721上的多个校平螺丝712,本实施例中的校平螺丝712为内六角螺丝,当然,在其他实施例中,校平螺丝712可以为其他形状的螺丝,各个校平螺丝712分别与上安装模板711或下安装模板721螺纹连接;通过旋转各个校平螺丝712,能够对各个校平螺丝712凸设于上安装模板711或下安装模板721的高度进行调节,从而能够对校平高度进行调节,能够适用于各种校平高度,实用性更强。
42.上安装模板711的底部设有用于防止校平螺丝712转动的止动软胶层713,下安装模板721的顶部设有用于防止校平螺丝712转动的止动软胶层713,止动软胶层713能够防止校平螺丝712发生转动,能够保证校平高度的稳定性、精准性,从而能够保证校平效果。
43.校平螺丝712凸设于上安装模板711或下安装模板721的一端光滑无毛刺,能够防止刮花、划伤支架1面板16表面。
44.工作原理:
45.料带输送机构将将料带2依次送往第一冲压去除工位3、第二冲压去除工位4、第三冲压去除及耳部折弯工位5、面板冲压成型工位6、面板校平工位7、第一冲压剪断工位8、第二冲压剪断及落料工位9,经过第一冲压去除工位3后得到第一半成品21,经过第二冲压去除工位4后得到第二半成品22,经过第三冲压去除及耳部折弯工位5后得到第三半成品23,经过面板冲压成型工位6后得到第四半成品24,经过面板校平工位7后得到第五半成品25,
经过第一冲压剪断工位8后得到第六半成品26,经过第二冲压剪断及落料工位9后得到产品,即所需笔记本电脑触摸支架1;本实用新型的各个工位集中于一个连续模具上,无需反反复复地进行取出、放入、对位等工作,整个生产的自动化程度更高,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
46.当然,以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。