1.本实用新型涉及汽车排挡板加工技术领域,尤其是指一种汽车排挡板双工位组装机。
背景技术:
2.由于汽车排挡板具有两个不同角度的组装面,所以现有技术中一般是采用两次装夹的方式分别对汽车排挡板的两个组装面进行锁螺丝和装卡扣,即每装夹一次汽车排挡板就对汽车排挡板的一个组装面进行锁螺丝和装卡扣,组装效率低,劳动强度大。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的在于提供一种汽车排挡板双工位组装机。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种汽车排挡板双工位组装机,其包括机台、移动设置于机台的两个组装定位治具、活动设置于机台并位于组装定位治具的上方的第一锁螺丝装置、装设于机台并用于向第一锁螺丝装置供应螺丝的第一供螺丝机构、活动设置于机台并位于组装定位治具的上方的装卡扣装置及装设于机台并用于向装卡扣装置供应卡扣的供卡扣装置,所述第一供螺丝机构和供卡扣装置位于两个组装定位治具之间,所述第一锁螺丝装置和装卡扣装置沿着组装定位治具的移动方向设置;所述组装定位治具包括底座、摆动板、仿形定位座、定位机构、摆动驱动机构和直线驱动模组,所述直线驱动模组装设于机台,所述底座设置于直线驱动模组的输出端,所述底座的中部设置有转动部,所述底座的两端分别设置有第一支撑部和第二支撑部,所述摆动板的中部经由转轴与转动部转动连接,所述摆动驱动机构用于驱动摆动板围绕转轴的中心轴线摆动,所述第一支撑部用于抵触摆动板的一端,所述第二支撑部用于抵触摆动板的另一端,所述定位机构位于仿形定位座的侧面。
6.进一步地,所述摆动驱动机构包括套装在转轴外的齿轮、滑动设置于底座的齿条及装设于底座并用于驱动齿条来回移动的摆动驱动器。
7.进一步地,所述汽车排挡板双工位组装机还包括活动设置于机台并位于组装定位治具的上方的第二锁螺丝装置及装设于机台并用于向第二锁螺丝装置供应螺丝的第二供螺丝机构,所述第二供螺丝机构位于两个组装定位治具之间,所述第二锁螺丝装置位于第一锁螺丝装置与装卡扣装置之间。
8.进一步地,所述第一支撑部设置有第一接近开关,所述第一接近开关与摆动驱动器电连接。
9.进一步地,所述第二支撑部设置有第二接近开关,所述第二接近开关与摆动驱动器电连接。
10.进一步地,所述第一支撑部的支撑端和第二支撑部的支撑端均设置有缓冲件。
11.进一步地,所述第一支撑部的支撑端设置有第一支撑斜面,第二支撑部的支撑端设置有第二支撑斜面。
12.进一步地,所述定位机构包括装设于摆动板的升降旋转气缸及装设于升降旋转气缸的输出端的定位压块。
13.进一步地,所述供卡扣装置包括装设于机台的震动盘、连接于震动盘的出料端的导向件、分别设置于导向件的两侧的两个限位件、位于导向件的下方的直线震动送料器及设置于导向件的出料端的挡板,所述挡板与限位件之间具有用于供装卡扣装置的夹料端突伸的夹料间隙。
14.进一步地,所述第一供螺丝机构和第二供螺丝机构均包括装设于机台的螺丝震动器及转动设置于螺丝震动器的出料端的转料盘,所述转料盘的周向设置有多个容料槽,所述容料槽用于与螺丝震动器的出料口连通。
15.本实用新型的有益效果:本汽车排挡板双工位组装机通过第一锁螺丝装置和装卡扣装置轮流地对汽车排挡板进行锁螺丝和装卡扣,大大地提高了锁螺丝和装卡扣的效率,且能够对汽车排挡板进行摆动调节,有利于对汽车排挡板的不同组装面进行锁螺丝和装卡扣,进一步提高了生产效率,降低了人工的劳动强度。
附图说明
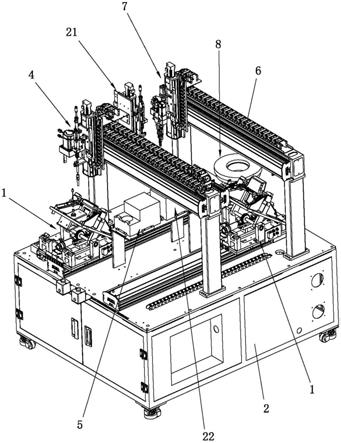
16.图1为本实用新型的立体结构示意图。
17.图2为本实用新型的组装定位治具隐藏直线驱动模组后的立体结构示意图。
18.图3为本实用新型的组装定位治具隐藏直线驱动模组后的另一视角的立体结构示意图。
19.图4为本实用新型隐藏一个组装定位治具后的立体结构示意图。
20.图5为图4中a处的放大图。
21.图6为本实用新型的第一锁螺丝装置、第一供螺丝机构、机台和组装定位治具的立体结构示意图。
22.图7为本实用新型的装卡扣装置隐藏卡扣横移驱动机构后的立体结构示意图。
23.附图标记说明:
24.1、组装定位治具;11、底座;111、转动部;112、第一支撑部;113、第二支撑部;114、第一支撑斜面;115、第二支撑斜面;12、摆动板;121、摆动臂;13、仿形定位座;14、定位机构;141、升降旋转气缸;142、定位压块;15、摆动驱动机构;151、齿轮;152、齿条;153、摆动驱动器;154、直线气缸;155、连接件;16、转轴;17、滑槽件;171、滑轨;18、第一接近开关;181、第二接近开关;19、缓冲件;191、扫刷;2、机台;21、第二锁螺丝装置;22、第二供螺丝机构;3、直线驱动模组;4、第一锁螺丝装置;5、第一供螺丝机构;51、螺丝震动器;52、转料盘;53、容料槽;6、卡扣横移驱动机构;7、装卡扣装置;71、升降驱动组件;72、转动驱动器;73、夹料机构;74、第一线性驱动模组;75、第二线性驱动模组;8、供卡扣装置;81、震动盘;82、导向件;83、限位件;84、直线震动送料器;85、挡板;86、夹料间隙;87、传感器。
具体实施方式
25.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步
的说明,实施方式提及的内容并非对本实用新型的限定。
26.如图1至图7所示,本实用新型提供的一种汽车排挡板双工位组装机,其包括机台2、移动设置于机台2的两个组装定位治具1、活动设置于机台2并位于组装定位治具1的上方的第一锁螺丝装置4、装设于机台2并用于向第一锁螺丝装置4供应螺丝的第一供螺丝机构5、活动设置于机台2并位于组装定位治具1的上方的装卡扣装置7及装设于机台2并用于向装卡扣装置7供应卡扣的供卡扣装置8,所述第一供螺丝机构5和供卡扣装置8位于两个组装定位治具1之间,所述第一锁螺丝装置4和装卡扣装置7沿着组装定位治具1的移动方向排列设置;所述组装定位治具1包括底座11、摆动板12、仿形定位座13、定位机构14、摆动驱动机构15和直线驱动模组3,所述直线驱动模组3装设于机台2,所述底座11设置于直线驱动模组3的输出端,所述底座11的中部设置有转动部111,所述底座11的两端分别设置有第一支撑部112和第二支撑部113,所述摆动板12的中部经由转轴16与转动部111转动连接,所述摆动驱动机构15用于驱动摆动板12围绕转轴16的中心轴线摆动,所述第一支撑部112用于抵触摆动板12的一端,所述第二支撑部113用于抵触摆动板12的另一端,所述定位机构14位于仿形定位座13的侧面,所述第一锁螺丝装置4与第一供螺丝机构5对应设置,所述装卡扣装置7与供卡扣装置8对应设置;具体地,所述摆动驱动机构15包括套装在转轴16外的齿轮151、滑动设置于底座11的齿条152及装设于底座11并用于驱动齿条152来回移动的摆动驱动器153。
27.在实际应用中,汽车排挡板放置在组装定位治具1上,组装定位治具1带动汽车排挡板移动至第一锁螺丝装置4和装卡扣装置7处,第一锁螺丝装置4拾取第一供螺丝机构5所供应的螺丝并将螺丝锁付在汽车排挡板上,装卡扣装置7拾取供卡扣机构所供应的卡扣并将卡扣组装在汽车排挡板上;两个组装定位治具1错位移动,第一锁螺丝装置4和装卡扣装置7同时工作并分别对两个组装定位治具1所承载的汽车排挡板进行锁螺丝和装卡扣,即当第一锁螺丝装置4对其中一个组装定位治具1所承载的汽车排挡板进行锁螺丝时,装卡扣装置7对另一个组装定位治具1所承载的汽车排挡板进行装卡扣,第一锁螺丝装置4和装卡扣装置7同时工作,互不干扰,缩短了加工的周期,大大提高了对汽车排挡板进行锁螺丝和装卡扣的效率;具体工作时,摆动板12的一端先与第一支撑部112抵触,第一支撑部112对摆动板12进行支撑,将汽车排挡板放置在仿形定位座13上,仿形定位座13的仿形面与汽车排挡板的形状吻合,然后定位机构14将汽车排挡板定位在仿形定位座13上,以保证了汽车排挡板在仿形定位座13上的稳定性,此时汽车排挡板的一组装面朝上,然后第一锁螺丝装置4、装卡扣装置7分别对仿形定位座13所承载的汽车排挡板的一组装面进行锁螺丝、装卡扣,当汽车排挡板的一组装面完成加工后,摆动驱动器153驱动齿条152移动,移动的齿轮151带动齿轮151转动,转动的齿轮151带动转轴16转动,转动的转轴16带动摆动板12摆动一定的角度,直至摆动板12的另一端与第二支撑部113抵触,第二支撑部113对摆动板12进行支撑,此时汽车排挡板的另一组装面朝上,然后第一锁螺丝装置4、装卡扣装置7分别对仿形定位座13所承载的汽车排挡板的该组装面进行锁螺丝、装卡扣,直至加工完成后,组装定位治具1复位,摆动驱动机构15驱动摆动板12复位摆动后,定位机构14释放对组装后的汽车排挡板的定位,机械手或操作人员即可将组装后的汽车排挡板取走。本实用新型通过第一锁螺丝装置4和装卡扣装置7轮流地对汽车排挡板进行锁螺丝和装卡扣,大大地提高了锁螺丝和装卡扣的效率,且能够对汽车排挡板进行摆动调节,有利于对汽车排挡板的不同组装面进行
锁螺丝和装卡扣,进一步提高了生产效率,降低了人工的劳动强度。
28.具体地,所述底座11的两端均设置有扫刷191,所述扫刷191用于清扫直线驱动模组3。在直线驱动模组3驱动底座11往复移动的过程中,扫刷191对直线驱动模组3的驱动面进行清扫,避免因直线驱动模组3的驱动面上有杂质而影响底座11正常移动,还能够清洁直线驱动模组3的驱动面。
29.本实施例中,所述汽车排挡板双工位组装机还包括活动设置于机台2并位于组装定位治具1的上方的第二锁螺丝装置21及装设于机台2并用于向第二锁螺丝装置21供应螺丝的第二供螺丝机构22,所述第二供螺丝机构22位于两个组装定位治具1之间,所述第二锁螺丝装置21位于第一锁螺丝装置4与装卡扣装置7之间,所述第二锁螺丝装置21与第二供螺丝机构22对应设置,第一供螺丝机构5和第二供螺丝机构22分别供应相同种类或不同种类的螺丝,不同种类的螺丝包括圆头螺丝、平头螺丝、一字螺丝、十字螺丝等;优选地,所述第一锁螺丝装置4与第二锁螺丝装置21对称设置,使得本实用新型的结构紧凑。
30.在实际应用中,组装定位治具1在第一锁螺丝装置4、第二锁螺丝装置21和装卡扣装置7之间切换移动,第一锁螺丝装置4、第二锁螺丝装置21和装卡扣装置7分别对两个组装定位治具1所承载的汽车排挡板进行锁螺丝和装卡扣;当第一供螺丝机构5和第二供螺丝机构22分别供应相同种类的螺丝时,第一锁螺丝装置4和第二锁螺丝装置21分别对汽车排挡板上的部分锁付位置进行锁螺丝,进一步地提高了锁螺丝的效率;当第一供螺丝机构5和第二供螺丝机构22分别供应不同种类的螺丝时,第一锁螺丝装置4将第一种螺丝锁付在汽车排挡板上,第二锁螺丝装置21将第二种螺丝锁付在汽车排挡板上,以实现对汽车排挡板进行不同种类螺丝的锁付。
31.本实施例中,所述底座11装设有滑槽件17,所述齿条152的底部设置有与滑槽件17滑动连接的滑轨171。在齿条152往复移动的过程中,滑轨171与滑槽件17的滑槽滑动配合,提高了齿条152移动的稳定性。
32.本实施例中,所述摆动板12设置有摆动臂121,所述摆动臂121与转轴16固定连接;该结构设计,便于摆动板12与转轴16的连接,有利于提高了摆动板12摆动的稳定性。
33.本实施例中,所述第一支撑部112设置有第一接近开关18,所述第一接近开关18与摆动驱动器153电连接。当第一接近开关18检测到摆动板12的一端时,第一接近开关18向摆动驱动器153反馈信息,使得摆动驱动器153停止工作,第一支撑部112对摆动板12的一端进行支撑,避免了摆动板12与第一支撑部112发生硬性冲击碰撞,起到保护的作用。
34.本实施例中,所述第二支撑部113设置有第二接近开关181,所述第二接近开关181与摆动驱动器153电连接。当第二接近开关181检测到摆动板12的另一端时,第二接近开关181向摆动驱动器153反馈信息,使得摆动驱动器153停止工作,第二支撑部113对摆动板12的另一端进行支撑,避免了摆动板12与第二支撑部113发生硬性冲击碰撞,起到保护的作用。
35.本实施例中,所述第一支撑部112的支撑端和第二支撑部113的支撑端均设置有缓冲件19。优选地,所述缓冲件19为阻尼器。缓冲件19用于抵触摆动板12,通过缓冲件19对摆动板12进行缓冲,避免了摆动板12与第一支撑部112或第二支撑部113发生硬性冲击碰撞,起到缓冲保护和减震降噪的作用。
36.本实施例中,所述第一支撑部112的支撑端设置有第一支撑斜面114,第二支撑部
113的支撑端设置有第二支撑斜面115,第一支撑斜面114的倾斜方向与第二支撑斜面115的倾斜方向相反。当第一支撑部112支撑摆动板12的一端时,第一支撑斜面114与摆动板12的底面抵触,增加了第一支撑部112与摆动板12的接触面积,提高了第一支撑部112对摆动板12进行支撑的稳定性;当第二支撑部113支撑摆动板12的另一端时,第二支撑斜面115与摆动板12的底面抵触,增加了第二支撑部113与摆动板12的接触面积,提高了第二支撑部113对摆动板12进行支撑的稳定性。
37.本实施例中,所述定位机构14包括装设于摆动板12的升降旋转气缸141及装设于升降旋转气缸141的输出端的定位压块142。当汽车排挡板放置在仿形定位座13后,升降旋转气缸141的输出端带动定位压块142先旋转至汽车排挡板的上方,然后再下降,直至定位压块142将汽车排挡板按压在仿形定位座13上,以实现对汽车排挡板进行定位。
38.本实施例中,所述定位机构14的数量为两个,两个定位机构14位于仿形定位座13的两侧。两个定位机构14分别将汽车排挡板的两侧按压在仿形定位座13上,提高了对汽车排挡板进行定位的稳定性。
39.本实施例中,所述摆动驱动器153包括装设于底座11的直线气缸154及装设于直线气缸154的输出端的连接件155,所述连接件155与齿条152连接。当需要摆动摆动板12时,直线气缸154的输出端伸缩并经由连接件155带动齿条152往复移动,往复移动的齿条152带动齿轮151和转轴16转动,转动的转轴16带动摆动板12摆动设定的角度。
40.具体地,所述仿形定位座13嵌设有感应器,所述感应器用于检测仿形定位座13上是否有汽车排挡板,避免因仿形定位座13上没有汽车排挡板而导致直线驱动模组3带动组装定位治具1空跑。
41.本实施例中,所述第一供螺丝机构5和第二供螺丝机构22均包括装设于机台2的螺丝震动器51及转动设置于螺丝震动器51的出料端的转料盘52,所述转料盘52的周向设置有多个容料槽53,所述容料槽53用于与螺丝震动器51的出料口连通。
42.在实际应用中,螺丝震动器51对螺丝进行震动送料,使得螺丝有序地沿着螺丝震动器51的出料端移动,直至螺丝移动至转料盘52的容料槽53,随着转料盘52的不停转动,转料盘52循环地对螺丝进行上料,以将螺丝输送至所需位置,螺丝送料稳定,以便于第一锁螺丝装置4或第二锁螺丝装置21准确地拾取螺丝,提高了第一锁螺丝装置4和第二锁螺丝装置21拾取螺丝的效率。
43.本实施例中,所述装卡扣装置7包括装设于机台2的卡扣横移驱动机构6、与卡扣横移驱动机构6的输出端连接的升降驱动组件71、设置于升降驱动组件71的输出端的转动驱动器72及装设于转动驱动器72的输出端的夹料机构73。具体地,所述升降驱动组件71包括与卡扣横移驱动机构6的输出端连接的第一线性驱动模组74及与第一线性驱动模组74的输出端连接的第二线性驱动模组75,所述转动驱动器72装设于第二线性驱动模组75的输出端。优选地,所述转动驱动器72为旋转气缸或电机。
44.在实际应用中,卡扣横移驱动机构6驱动夹料机构73横向移动,当夹料机构73位于供卡扣装置8的出料端的上方时,第一线性驱动模组74和第二线性驱动模组75配合工作以驱动夹料机构73下移,使得夹料机构73夹取供卡扣装置8所供应的卡扣,并将夹料机构73所夹取的卡扣组装在仿形定位座13所承载的汽车排挡板上。
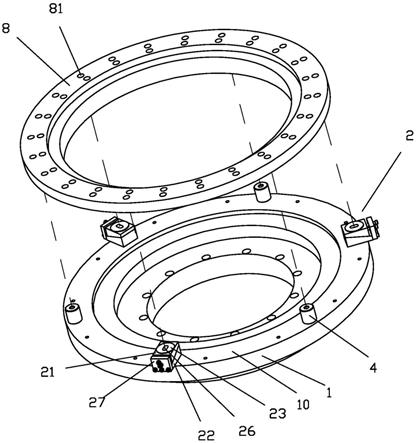
45.本实施例中,所述供卡扣装置8包括装设于机台2的震动盘81、连接于震动盘81的
出料端的导向件82、分别设置于导向件82的两侧的两个限位件83、位于导向件82的下方的直线震动送料器84及设置于导向件82的出料端的挡板85,所述挡板85与限位件83之间具有用于供装卡扣装置7的夹料机构73的夹料端突伸的夹料间隙86。
46.在实际应用中,震动盘81震动以驱动震动盘81内的卡扣沿着导向件82移动送料,两个限位件83对导向件82上移动的卡扣进行限位,避免卡扣脱离导向件82,提高了卡扣移动的稳定性,直至卡扣移动至夹料间隙86处,夹料机构73的夹料端突伸至夹料间隙86内,并夹取夹料间隙86内的卡扣。
47.具体地,所述挡板85装设有传感器87,所述传感器87位于夹料间隙86,所述传感器87与装卡扣装置7电连接。当卡扣移动至夹料间隙86处时,传感器87检测到卡扣并向装卡扣装置7反馈信号,使得装卡扣装置7拾取夹料间隙86内的卡扣。
48.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
49.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。