1.本实用新型涉及夹具技术领域,更具体的说,涉及一种花键式切换调节阀夹具。
背景技术:
2.生活中常见的水龙头的把手,其为切换调节阀中的一种,在把手的生产过程中,在将坯料置入模具中加工成型得到毛坯后,需要对毛坯的表面进行打磨并去除毛坯边上的飞边。而在打磨去飞边的过程中为了放置毛坯自身晃动影响打磨效果,通常会采用夹具对毛坯进行固定。传统的夹具采用螺栓依次贯穿垫片与压板,通过旋扭螺栓挤压压板,迫使压板锁紧毛坯的锁紧方式,在毛坯上下料的过程中,需要先旋扭取出螺栓、再取出垫片、最后取出压板才能实现毛坯的上料与下料,步骤过于繁琐,工序时间长,工作效率相对较低。
技术实现要素:
3.为了解决上述的技术问题,本实用新型的目的是提供一种不需要拿取压板与垫片即可完成毛坯的上料与下料的夹具。
4.解决上述技术问题,本实用新型采取如下技术方案:
5.一种花键式切换调节阀夹具,包括底座,所述底座上设置有第一夹紧机构和第二夹紧机构,所述第一夹紧机构和第二夹紧机构均包括螺栓、压板、弹性件和限位块,所述底座上设置有用于放置毛坯的容纳槽,所述限位块位于所述底座的上方,且所述限位块可相对于所述底座移动,所述压板的下端面与所述限位块的上端面相抵,所述螺栓竖直贯穿所述压板,所述螺栓的螺帽与所述压板的上端面相抵,所述螺栓的螺纹头与所述底座的上端面螺纹连接,且所述压板上作用有弹性件;所述限位块移动至所述容纳槽内的毛坯上方时,所述螺栓旋扭迫使所述压板下压带动限位块向底座做靠近动作,所述限位块配合所述底座夹紧位于所述容纳槽内的毛坯,且所述弹性件发生形变;所述螺栓反向旋扭时,所述弹性件的回复力带动所述压板相对于所述底座做远离动作,使得限位块可相对于底座移动并与所述毛坯分离。
6.在进一步的方案中,所述弹性件为弹簧,所述弹簧套于所述螺栓上,且弹簧的上下两端分别与限位块的下端面与所述底座的上端面相抵。
7.在进一步的方案中,所述第一夹紧机构和第二夹紧机构还均包括固定杆,所述固定杆竖直设置于所述底座上,所述压板上设置有沿竖直方向延伸的限位槽,所述固定杆的头端插入所述限位槽内。通过固定杆插入压板上的限位槽,以避免压板转动,从而避免限位块失去限位。
8.在进一步的方案中,所述第一夹紧机构和第二夹紧机构中限位块的数量均为两个,所述螺栓贯穿所述压板的中部,所述压板于所述螺栓的两侧的下端面分别与两个限位块的上端面相抵。每个压板夹破两个限位块单独夹紧一个毛坯,使得每个第一夹紧机构和第二夹紧机构均可以夹紧两个毛坯,提高了生产效率。
9.在进一步的方案中,所述毛坯包括把手主体及位于把手主体两侧的飞边,所述容
纳槽包括仅可置入单个毛坯的第一容纳槽,所述第一容纳槽的槽深小于所述毛坯的厚度,所述第一夹紧机构中的限位块为第一限位块,所述第一容纳槽的数量与第一限位块的数量相同,所述第一限位块的一侧设置有卡槽,所述卡槽沿底座的宽度延伸,使得第一限位块于所述卡槽的两侧形成两个凸起,所述第一限位块移动至所述第一容纳槽内的毛坯上方时,所述两个凸起的下端面与位于把手主体两侧的飞边的上端面相抵。
10.通过卡槽避让把手主体,避免把手主体在加工时与第一限位块发生干涉,且通过卡槽两侧的凸起压紧位于把手主体两侧的飞边,避免毛坯在加工过程中晃动。
11.在进一步的方案中,所述底座上还设置有滑动槽,所述滑动槽的数量与所述第一限位块的数量相同,且所述滑动槽的长度方向与所述卡槽的长度方向相同,所述第一限位块上与所述卡槽相对立的一侧设置有向下延伸的第一插头,所述第一插头插于所述滑动槽内,所述限位块可相对于底座沿滑动槽的长度方向移动。
12.通过在底座上设置有与卡槽的延伸方向相同的滑动槽,在压板上升与限位块分离后,限位块可以沿滑动槽横向滑动与毛坯分离完成解锁。
13.在进一步的方案中,所述第一夹紧机构还包括限位杆,所述限位杆竖直设置于所述底座上,所述两个凸起的下端面与位于把手主体两侧的飞边的上端面相抵时,所述限位杆的杆壁与所述卡槽的槽底相抵。通过限位杆与卡槽的槽底相抵对第一限位块形成限位,避免第一限位块在加工过程中发生干涉。
14.在进一步的方案中,所述容纳槽还包括第二容纳槽,所述第二容纳槽沿底座的长度方向延伸,且第二容纳槽上设置有若干个与所述把手主体大小相同的凸台,所述毛坯置于所述凸台上时,把手主体两侧的飞边分别位于凸台的两侧,所述第二夹紧机构中的限位块为第二限位块,所述凸台的数量与所述第二限位块的数量相同,所述第二限位块为条形块,所述第二限位块移动至所述凸台上的毛坯上方时,所述第二限位块仅与所述把手主体重叠。
15.将毛坯置于凸台上,毛坯上的两侧飞边位于凸台的两侧,便于加工切削两侧飞边,且由于飞边与第二容纳槽的槽底之间留有凸台的高度,避免加工时加工刀具与第二容纳槽的槽底发生,且第二限位块为条形块,第二限位块仅与把手主体重叠,避免加工时加工刀具与第二限位块发生干涉。
16.在进一步的方案中,所述第二夹紧机构还包括固定轴,所述固定轴竖直设置于所述底座上,所述固定轴贯穿所述第二限位块,使得所述第二限位块可绕所述固定轴周向转动,且所述底座上设置有弧形槽,所述第二限位块远离所述第二容纳槽的一端设置有向下延伸的第二插头,所述第二插头位于所述弧形槽内,所述第二限位块绕所述固定轴周向转动时,所述第二插头于所述弧形槽内滑动。
17.在压板上升与第二限位块分离后,旋转第二限位块即可完成毛坯的解锁。
18.在进一步的方案中,所述第一夹紧机构和第二夹紧机构分设于所述底座的左右两端,所述第一夹紧机构和第二夹紧机构的数量均为多个,多个第一夹紧机构于底座的一端沿底座的长度方向间隔排布,多个第二夹紧机构于底座的另一端沿底座的长度方向间隔排布。
19.有益效果
20.毛坯上料时,只需要将毛坯放置在容纳槽内,随后移动限位块至毛坯上,再旋扭螺
栓,螺栓上的螺帽压迫压板下压带动限位块向底座做靠近动作,限位块配合底座夹紧位于容纳槽内的毛坯,与此同时,作用于压板上的弹性件形变。而毛坯下料时,只需要反向旋扭螺栓,螺栓上升,压板失去限位后,弹性件的回复力带动压板自动上升解锁,只需要移动限位块就可以完成毛坯的下料,方便快捷,节省了工序时间,提高了工作效率。
附图说明
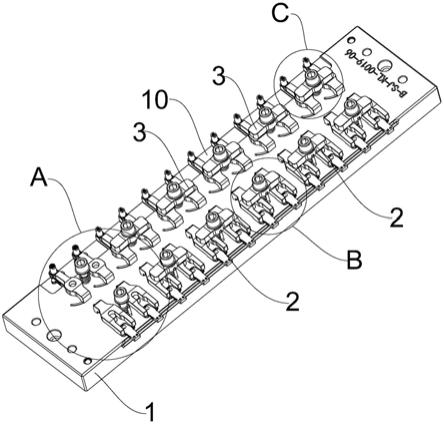
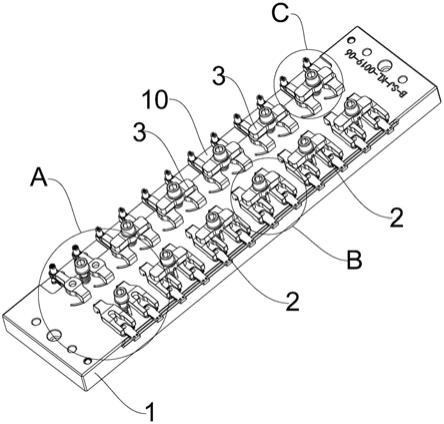
21.图1为花键式切换调节阀夹具的结构示意图;
22.图2为图1中a部分的放大图;
23.图3为图1中b部分的放大图;
24.图4为图1中c部分的放大图;
25.图5为第一限位块的结构示意图;
26.图6为另一个视角下第一限位块的结构示意图;
27.图7为第二限位块的结构示意图;
28.图8为花键式切换调节阀夹具的俯视图;
29.图9为花键式切换调节阀夹具的的侧视图;
30.图10为花键式切换调节阀夹具的的正视图及局部放大图。
31.示意图中的标号说明:
[0032]1‑
底座,2
‑
第一夹紧机构,3
‑
第二夹紧机构,4
‑
螺栓,5
‑
压板,6
‑
弹簧,7
‑
第一限位块, 8
‑
第二限位块,9
‑
第一容纳槽,10
‑
第二容纳槽,11
‑
毛坯,12
‑
把手主体,13
‑
飞边,14
‑
固定杆, 15
‑
限位槽,16
‑
滑动槽,17
‑
第一插头,18
‑
卡槽,19
‑
凸起,20
‑
限位杆,21
‑
凸台,22
‑
固定轴, 23
‑
弧形槽,24
‑
第二插头。
具体实施方式
[0033]
为进一步了解本实用新型的内容,结合附图和具体实施方式对本实用新型作详细描述。
[0034]
在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0035]
请参阅图1
‑
10,本实施例提出了一种花键式切换调节阀夹具,包括底座1,底座1上设置有第一夹紧机构2和第二夹紧机构3。
[0036]
第一夹紧机构2和第二夹紧机构3均包括螺栓4、压板5、弹性件和限位块。其中,底座 1上设置有用于放置毛坯的容纳槽。限位块位于底座1的上方,且限位块可相对于底座1移动。压板5的下端面与所述限位块的上端面相抵。螺栓4竖直贯穿压板5,螺栓4的螺帽与上述压板5的上端面相抵,而螺栓4的螺纹头与底座1的上端面螺纹连接。且压板5上作用有弹性件,在本方案中,弹性件为弹簧6,弹簧6套于螺栓4上,且弹簧6的上下两端分别与限位块的下端面与底座1的上端面相抵。
[0037]
且作为一种较优的实施方式,每个第一夹紧机构2和第二夹紧机构3中限位块的数
量均为两个,螺栓4贯穿压板5的中部,压板5于所述螺栓4的两侧的下端面分别与两个限位块的上端面相抵。每个压板5压迫两个限位块单独夹紧一个毛坯11,使得每个第一夹紧机构2 和第二夹紧机构3均可以夹紧两个毛坯11,以提高了生产效率。
[0038]
请参阅图3及图8
‑
图10,本实施例中的毛坯11包括把手主体12及位于把手主体12两侧的飞边13。容纳槽包括仅可置入单个毛坯11的第一容纳槽9,第一夹紧机构2中的限位块为第一限位块7,第一容纳槽9的数量与第一限位块7的数量相同并一一对应。
[0039]
如图5、图6所示,第一限位块7的一侧设置有卡槽18,该卡槽18沿底座1的宽度延伸,使得第一限位块7于卡槽18的两侧形成两个凸起19。将毛坯11置入第一容纳槽9内,当第一限位块7移动至第一容纳槽9内的毛坯11上方时,两个凸起19的下端面与位于把手主体 12两侧的飞边13的上端面相抵。随后旋扭螺栓4,螺栓4下降,螺栓4上的螺帽迫使压板5 下压带动第一限位块7向底座1做靠近动作,第一限位块7配合底座1上的第一容纳槽9的槽底夹紧位于第一容纳槽9内的毛坯。与此同时,压板5压迫弹簧6压缩。然后通过加工工具对把手主体12进行加工。在加工的同时通过卡槽18避让把手主体12,避免在加工把手主体12时加工工具与第一限位块7发生干涉,且通过卡槽18两侧的凸起19压紧位于把手主体 12两侧的飞边13,避免毛坯11在加工过程中晃动。把手主体12完成加工后,反向旋扭螺栓 4使得螺栓4上升,压板5失去压力后,弹簧6的回复力带动压板5自动上升,压板5自动相对于底座1做远离动作。第一限位块7失去压板5的作用力后,移动第一限位块7与毛坯 11分离,就可以完成毛坯11的下料,方便快捷,节省了工序时间,提高了工作效率。
[0040]
且为了避免底座1的上端面与加工工具发生干涉,本实施例中,第一容纳槽9的槽深小于毛坯的厚度。而为了避免旋扭螺栓4的过程中压板5发生转动,第一夹紧机构2和第二夹紧机构3还均包括固定杆14。固定杆14竖直设置于底座1上,压板5上设置有沿竖直方向延伸的限位槽15,固定杆14的头端插入上述限位槽15内。通过固定杆14插入压板5上的限位槽15,以避免压板5转动,从而避免限位块失去限位。
[0041]
进一步的,如图8所示,底座1上还设置有滑动槽16,滑动槽16的数量与第一限位块7 的数量相同并一一对应,且滑动槽16的长度方向与卡槽18的长度方向相同。请参阅图5和图6,第一限位块7上与卡槽18相对立的一侧设置有向下延伸的第一插头17,第一插头17 插于滑动槽16内。移动第一限位块7时,第一插头17于滑动槽16内移动。通过滑动槽16 对第一插头17进行限位,从而实现第一限位块7的限位,使得第一限位块7只能沿基座的宽度方向移动,避免第一限位块7在移动的过程中发生歪斜遮挡毛坯11的把手主体12。
[0042]
同时,第一夹紧机构2还包括限位杆20,限位杆20竖直设置于底座1上。当两个凸起 19的下端面与位于把手主体12两侧的飞边13的上端面相抵时,限位杆20的杆壁与卡槽18 的槽底相抵。通过限位杆20与卡槽18的槽底相抵对第一限位块7形成限位,避免第一限位块7移动超过预设位置从而斜遮挡毛坯11在加工过程中与加工工具发生干涉。
[0043]
请参阅图4、图7和图9,容纳槽还包括第二容纳槽10,第二容纳槽10沿底座1的长度方向延伸,且第二容纳槽10上设置有若干个与把手主体12大小相同的凸台21,凸台21沿底座1的长度方向间隔排布。将置入第一容纳槽9内加工后的毛坯11置于上述凸台21上,把手主体12两侧的飞边13分别露出于凸台21的两侧。第二夹紧机构3中的限位块为第二限位块8,凸台21的数量与第二限位块8的数量相同。在本方案中,第二限位块8为条形块,当第二限位块8移动至凸台21上的毛坯11上方时,第二限位块8仅与把手主体12重叠,露出两侧的飞
边13,以便于加工切削两侧飞边13,且由于飞边13与第二容纳槽10的槽底之间留有凸台21的高度,避免加工时加工刀具与第二容纳槽10的槽底发生干涉。
[0044]
移动第二限位块8与把手主体12重叠,随后与第一夹紧机构2中的操作步骤相同,先旋扭螺栓4,螺栓4下降,螺栓4上的螺帽迫使压板5下压带动第二限位块8向底座1做靠近动作,第二限位块8配合底座1上的凸台21夹紧位于凸台21上的毛坯。与此同时,压板5 压迫弹簧6压缩。通过加工工具对两侧飞边13进行加工去除。加工完成后,反向旋扭螺栓4,螺栓4上升,压板5失去压力后弹簧6的回复力带动压板5相对于底座1做远离动作,第二限位块8失去压板5的作用力后,移动第二限位块8与毛坯分离,即可完成毛坯11的下料,方便快捷,节省了工序时间,提高了工作效率。
[0045]
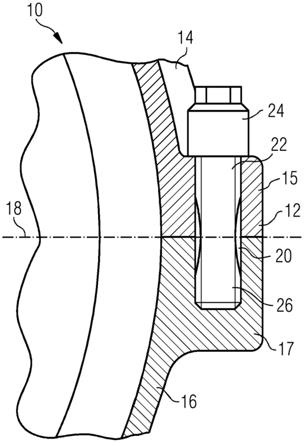
如图2所示,第二夹紧机构3还包括两根固定轴22,两根固定轴22竖直设置于底座1 上,两根固定轴22各自贯穿一个第二限位块8,使得第二限位块8可绕固定轴22周向转动。且所述底座1上设置有弧形槽23,第二限位块8远离所述第二容纳槽10的一端设置有向下延伸的第二插头24,第二插头24位于弧形槽23内,当第二限位块8绕固定轴22周向转动时,第二插头24于所述弧形槽23内滑动。通过旋转第二限位块8与把手主体12相抵或旋转第二限位块8实现毛坯11的解锁。
[0046]
在本方案中,如图1和图8所示,第一夹紧机构2和第二夹紧机构3分设于底座1的左右两端,且第一夹紧机构2和第二夹紧机构3的数量均为多个,多个第一夹紧机构2于底座 1的一端沿底座1的长度方向间隔排布,多个第二夹紧机构3于底座1的另一端沿底座1的长度方向间隔排布。
[0047]
容易理解的,第一夹紧机构2中的第一限位块7由于需要与把手主体12两侧的飞边13 相抵,第一限位块7的整体体积较大,若想转动第一限位块7以实现毛坯11的锁定或解锁,相邻两个第一夹紧机构2之间的间隔就会很大,底座1的体积就需要很大,造成材料的浪费,提高了生产成本,所以第一夹紧机构2中的第一限位块7采用的是直线移动的锁定解锁方式。而第二夹紧机构3中的第二限位块8只需要与把手主体12重叠,整体体积相较于第一限位块 7较小,即使采用旋转第二限位块8来实现毛坯11的锁定或解锁,相邻两个第二夹紧机构3 的间隔也不会很大。而由于第一夹紧机构2和第二夹紧机构3分设于底座1的左右两端,若第二夹紧机构3也采用直线移动的锁定解锁方式,第一夹紧机构2和第二夹紧机构3之间的间隔就需要很大,就会造成造成材料的浪费,提高了生产成本,所以第二夹紧机构3中的第二限位块8采用的是旋转的锁定解锁方式。
[0048]
以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。