1.本技术涉及塑料生产装置的领域,尤其是涉及一种抗静电鞋套机壳的生产装置。
背景技术:
2.随着我国居民的生活水平的不断提高,在居民日常生活的居家坏境、办公地点、会议地点的地面都采用的瓷砖铺设,而且都处于维护在较高的洁净度的情况下。因此当人们出入这些场所时一般都会放置鞋套机以供人们临时套用鞋套,同时,市面上大多鞋套机的机壳都是由抗静电塑料制成的,以防止鞋套和鞋套机壳的粘附。
3.在生产抗静电鞋套机壳时,一般是使用注塑装置来进行制作,而且需要向原料中额外加入抗静电剂,而目前一般是根据工人的工作经验添加适量的抗静电剂。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:根据工人的工作经验添加抗静电剂可能会由于工作人员的疏忽,导致抗静电剂的剂量不符合标准,从而影响到最终产品的质量。
技术实现要素:
5.为了改善工人添加抗静电剂时可能会导致抗静电剂的剂量不符合标准的情况,本技术提供一种抗静电鞋套机壳的生产装置。
6.本技术提供的一种抗静电鞋套机壳的生产装置采用如下的技术方案:
7.一种抗静电鞋套机壳的生产装置,包括放置在地面上的主板,所述主板上设置有注塑管,所述注塑管的一端设置有注塑口,所述注塑管上设置有用于添加原料的加料斗,所述主板上设置有用于称量普通原料的第一托盘秤和用于称量抗静电剂的第二托盘秤,所述注塑管上还设置有用于融化原料的加热组件和用于将熔融的原料推送至注塑口处的推动组件,所述主板上靠近注塑口的一侧设置有与注塑管的注塑口相连的模具。
8.通过采用上述技术方案,需要生产抗静电鞋套机壳时,工作人员先要确定抗静电剂在原料中所占的比例,然后按照比例分别使用第一托盘秤和第二托盘秤称量所需的普通原料和抗静电剂,然后取下托盘将称量好的普通原料和抗静电剂投入加料斗中,然后使用加热组件对原料进行加热,并使用推动组件将将熔融的原料从注塑管的注塑口注入模具内即可,总之通过本技术,改善了工人添加抗静电剂时可能会导致抗静电剂的剂量不符合标准的情况。
9.可选的,所述加热组件至少包括与电源相连并敷设在注塑管外壁上的加热丝。
10.通过采用上述技术方案,需要对注塑管内的原料进行加热时,将加热丝通电即可,方便了工作人员的使用。
11.可选的,所述加热组件还包括套设在注塑管上并用于包覆加热丝的隔热套。
12.通过采用上述技术方案,隔热套能够包覆加热丝并减少加热丝向外传递热量,能够减少加热丝对工作人员造成损伤的情况。
13.可选的,所述推动组件包括设置在主板上的电机、设置在注塑管内且一端与电机
输出轴相连的推送杆和固定在推送杆外壁上并与注塑管内壁滑动抵接的螺旋叶片。
14.通过采用上述技术方案,需要将融融状态下的原料注入模具中时,启动电机即可,电机带动推送杆和螺旋叶片转动,并将原料从注塑管供入模具中,方便了工作人员的使用。
15.可选的,所述主板上设置有用于控制模具与注塑管连接和分离的控制组件,所述控制组件包括固定在模具下方并与主板滑动抵接的滑板和设置在主板上用于推动主板滑动的推动件。
16.通过采用上述技术方案,方便了工作人员对模具和注塑管的连接和分离。
17.可选的,所述推动件为伺服气缸,所述伺服气缸的缸体与主板固定连接,且伺服气缸的活塞杆与滑板背离注塑管的一端固定连接。
18.通过采用上述技术方案,需要连接模具和注塑管时,正向启动伺服气缸,直至模具与注塑管相连即可,方便了工作人员的使用。
19.可选的,所述滑板与主板相抵接的一侧面上设置有滑块,所述主板与滑板相抵接的一侧面上开设有用于卡设滑块并供滑块在主板内滑动的滑槽。
20.通过采用上述技术方案,加强了滑板滑动过程的稳定性。
21.可选的,所述主板上设置有用于快速冷却模具的降温风扇。
22.通过采用上述技术方案,有利于产品的快速成型,提高了产品的生产效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.需要生产抗静电鞋套机壳时,工作人员先要确定抗静电剂在原料中所占的比例,然后按照比例分别使用第一托盘秤和第二托盘秤称量所需的普通原料和抗静电剂,然后取下托盘将称量好的普通原料和抗静电剂投入加料斗中,然后使用加热组件对原料进行加热,并使用推动组件将将熔融的原料从注塑管的注塑口注入模具内即可,总之,通过本技术,改善了工人添加抗静电剂时可能会导致抗静电剂的剂量不符合标准的情况;
25.2.通过设置控制组件,方便了工作人员对模具和注塑管的连接和分离。
附图说明
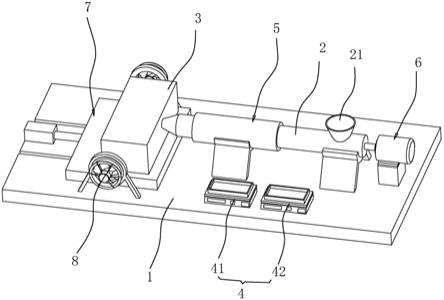
26.图1是本技术实施例的主体结构示意图。
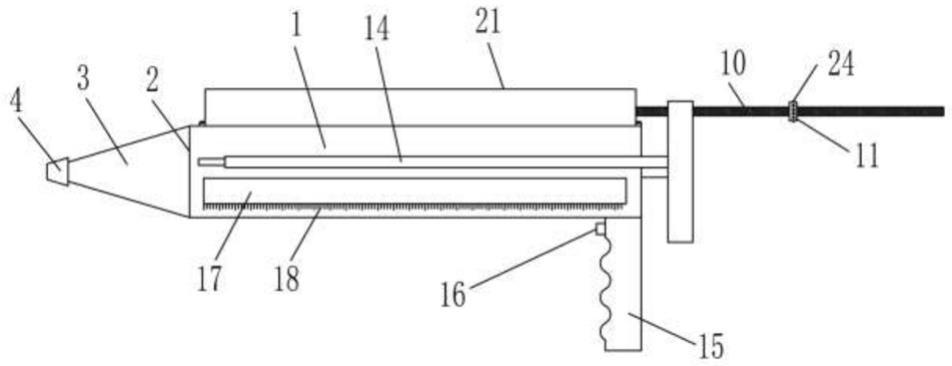
27.图2是本技术实施例中为体现注塑管结构的剖视图。
28.图3是本技术实施例中为体现控制组件的示意图。
29.附图标记说明:1、主板;11、滑槽;2、注塑管;21、加料斗;3、模具;4、称量组件;41、第一托盘秤;42、第二托盘秤;5、加热组件;51、加热丝;52、隔热套;6、推动组件;61、电机;62、推送杆;63、螺旋叶片;7、控制组件;71、滑板;72、伺服气缸;8、降温风扇。
具体实施方式
30.以下结合附图1
‑
3本技术作进一步详细说明。
31.本技术实施例公开一种抗静电鞋套机壳的生产装置。参照图1,一种抗静电鞋套机壳的生产装置包括主板1、注塑管2、模具3、称量组件4、加热组件5、推动组件6和控制组件7,主板1用于承托其他部件,注塑管2用于将模具3中供入熔融状态的原料,称量组件4用于方便工作人员对抗静电剂和普通原料进行称量,加热组件5用于使原料变成熔融状态,推动组件6用于将熔融的原料从注塑管2供入模具3内,控制组件7用于控制模具3与注塑管2连接和
分离。
32.参照图1和图2,主板1水平放置在地面上,注塑管2水平放置并通过支架固定在主板1的上端面上,注塑管2的一端设置有注塑口,且注塑管2上设置有用于添加原料的加料斗21,模具3设置在主板1靠近注塑管2的注塑口的一侧并与注塑管2的注塑口相连。
33.称量组件4包括用于称量普通原料的第一托盘秤41和用于称量抗静电剂的第二托盘秤42,工作人员先要确定抗静电剂在原料中所占的比例,然后按照比例分别使用第一托盘秤41和第二托盘秤42称量所需的普通原料和抗静电剂,然后取下托盘将称量好的普通原料和抗静电剂投入加料斗21中。
34.加热组件5包括加热丝51和隔热套52,加热丝51与电源相连并呈螺旋状敷设在注塑管2的外壁上,隔热套52套设在注塑管2上并包覆加热丝51。
35.推动组件6包括电机61、推送杆62和螺旋叶片63,电机61通过支架固定在主板1的上端面上,且电机61的输出轴的轴线与注塑管2的轴线同轴设置,推送杆62水平设置在注塑管2内,且推送杆62的一端与电机61输出轴同轴固定连接,螺旋叶片63固定在推送杆62外壁上并与注塑管2内壁滑动抵接,启动电机61时,电机61带动推送杆62和螺旋叶片63转动,并将原料从注塑管2供入模具3中。
36.控制组件7包括滑板71和推动件,滑板71位于模具3和主板1之间,且滑板71的上端面与模具3固定连接,滑板71的下端面与主板1滑动抵接,滑板71的下端面上设置有两个滑块,主板1的上端面上开设有用于卡设滑块并供滑块在主板1内滑动的滑槽11,推动件设置在主板1上并用于推动主板1滑动,为了方便工作人员的使用,设置推动件为伺服气缸72,伺服气缸72的缸体与主板1固定连接,且伺服气缸72的活塞杆与滑板71背离注塑管2的一端固定连接,同时,伺服气缸72的活塞杆伸缩方向与滑块滑动方向一致。
37.最后,为了加快产品的成型并提高产品的生产效率,在主板1上设置有两个吹风方向朝向模具3的降温风扇8。
38.本技术实施例一种抗静电鞋套机壳的生产装置的实施原理为:需要生产抗静电鞋套机壳时,工作人员先要确定抗静电剂在原料中所占的比例,然后按照比例分别使用第一托盘秤41和第二托盘秤42称量所需的普通原料和抗静电剂,然后取下托盘将称量好的普通原料和抗静电剂投入加料斗21中,然后使用加热组件5对原料进行加热,并使用推动组件6将将熔融的原料从注塑管2的注塑口注入模具3内即可。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。