1.本实用新型涉及蓄电池焊接技术领域,具体涉及一种蓄电池穿壁焊接机的焊接对位机构。
背景技术:
2.我国铅酸电池的生产已经有几十年历史,由于铅酸电池结构的特殊性,目前行业内各大生产厂家均以手工操作为主,铅酸电池生产中的铅柱电极与端子的焊接目前国内大多数采用钎焊法完成;少数使用焊接机对蓄电池进行焊接,但大多数难以实现自动化生产,因为对蓄电池在输送线上难以精准对位,导致焊接机无法准确的对蓄电池进行焊接,造成蓄电池生产效率低,废品率高。
技术实现要素:
3.有鉴于此,本实用新型目的是提供一种能准确对蓄电池对位,提高蓄电池生产效率,降低废品率的蓄电池穿壁焊接机的焊接对位机构。
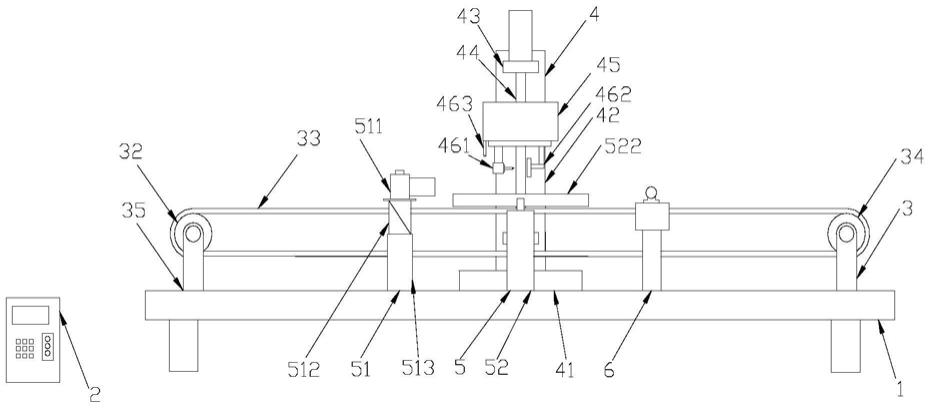
4.为了解决上述技术问题,本实用新型的技术方案是:一种蓄电池穿壁焊接机的焊接对位机构,包括基座,设置在所述基座一侧的控制器,设置在所述基座上端的输送装置,设置在所述输送装置一侧的焊接机组合,设置在所述焊接机组合下端的对中组合,设置在所述对中组合一侧的第一传感器;所述对中组合包括阻挡板合件,设置在所述阻挡板合件一侧的对位分中合件;所述对位分中合件包括立架,设置在所述立架上方的对位条,设置在所述立架下方的转动圆块,设置在所述转动圆块和对位条之间的驱动杆,设置在所述转动圆块下方的转动伺服电动机。
5.作为优选,所述对位条焊接有l型杆。
6.作为优选,所述立架内部设置有槽口。
7.作为优选,所述输送装置包括步进电机,所述步进电机的输出端固定连接有主动轮,所述主动轮通过输送带传动连接有从动轮,所述主动轮和从动轮均通过第一安装杆固定安装在基座上。
8.作为优选,所述挡板合件包括挡板块,设置在所述挡板块下方的挡板伺服电机,设置在所述挡板伺服电机下端的电机支撑架。
9.作为优选,所述焊接机组合包括底座,设置在所述底座上方的立柱,设置在所述立柱一侧的丝杆固定端,设置在所述丝杆固定端之间丝杆,设置在所述丝杆固定端上端的升降电机,设置在所述丝杆一侧的焊接机头,设置在所述丝杆和焊接机头之间的连接块。
10.作为优选,所述焊接机头包括焊接枪,设置在所述焊接枪一侧的焊接板,设置在所述焊接机头另一侧的第二传感器。
11.本实用新型技术效果主要体现:本实用新型通过控制器驱动输送装置中的步进电机带动输送带运转,且利用第一传感器对蓄电池进行检测,当蓄电池经过第一传感器时,控制器驱动挡板合件闭合,阻止蓄电池前进,当蓄电池到达焊接机头下端时,再通过控制器暂
停输送带,且控制器驱动对位分中合件对蓄电池进行对位,然后焊接机头下降对蓄电池进行焊接,从而,实现焊接机精准焊接蓄电池,提高蓄电池生产效率,降低废品率。
附图说明
12.图1为本实用新型一种蓄电池穿壁焊接机的焊接对位机构结构示意图;
13.图2为图1的俯视图;
14.图3为图1的焊接机组合的侧视图;
15.图4为图1的对位分中合件的仰视图;
16.图5为图1的对位分中合件的侧视图。
具体实施方式
17.以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
18.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
19.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
20.一种蓄电池穿壁焊接机的焊接对位机构,如图1
‑
2所示,包括基座1,设置在所述基座1一侧的控制器2,设置在所述基座1上端的输送装置3,设置在所述输送装置一侧的焊接机组合4,设置在所述焊接机组合4下端的对中组合5,设置在所述对中组合5一侧的第一传感器6;所述对中组合5包括阻挡板合件51,所述挡板合件51包括挡板块511,设置在所述挡板块511下方的挡板伺服电机512,设置在所述挡板伺服电机512下端的电机支撑架513。当蓄电池经过所述第一传感器6时,所述控制器3控制所述伺服电机512转动挡板块511挡住蓄电池。所述输送装置3包括步进电机31,所述步进电机31的输出端固定连接有主动轮32,所述主动轮32通过输送带33传动连接有从动轮34,所述主动轮32和从动轮34均通过第一安装杆35固定安装在基座1上。
21.如图3所示,所述焊接机组合4包括底座41,设置在所述底座41上方的立柱42,设置在所述立柱42一侧的丝杆固定端43,设置在所述丝杆固定端43之间丝杆44,设置在所述丝杆固定端43上端的升降电机45,设置在所述丝杆44一侧的焊接机头46,设置在所述丝杆44和焊接机头46之间的连接块47。所述升降电机45通过正反转动带动焊接机头46升降。所述焊接机头46包括焊接枪461,设置在所述焊接枪461一侧的焊接板462,设置在所述焊接机头46另一侧的第二传感器463。
22.如图4
‑
5所示,设置在所述阻挡板合件51一侧的对位分中合件52;所述对位分中合件52包括立架521,设置在所述立架521上方的对位条522,设置在所述立架521下方的转动圆块523,设置在所述转动圆块523和对位条522之间的驱动杆524,设置在所述转动圆块523下方的转动伺服电动机525。所述转动伺服电动机525通过小角度正反旋转驱动所述转动圆
块523,所述转动圆块523与驱动杆524为偏心连接。所述对位条522焊接有l型杆5221。所述立架521内部设置有槽口5211。所述l型杆5221在槽口5211的内部移动。
23.本实施例中所述控制器2的型号为西门子s7
‑
300的plc 控制器;所述第一传感器6的型号为颖硕尔的e40;所述挡板伺服电机512的型号为台达的asd
‑
a2
‑
1521
‑
l ecma
‑
e11315rs;所述步进电机31的型号为日卅yvp112m
‑
6的三相异步电机;所述升降电机45的型号为嘉晟的tjs
‑
40;所述转动伺服电动机525得型号为三菱的mr
‑
je
‑
20a;所述第二传感器463的型号颖硕尔的e40。
24.工作原理:首先,当蓄电池在所述输送装置3上运动时,蓄电池经过所述传感器6,所述传感器6将电信号传送到所述控制器2,所述控制器2驱动所述挡板伺服电机512,所述挡板伺服电机512转动挡板块511闭合,阻挡蓄电池继续向前移动;其次,当设置在所述焊接机头46下端的第二传感器463检测到蓄电池到达焊接机头46下端时,第二传感器463发送信号给控制器2,所述控制器2控制输送装置3停止工作,同时,所述控制器2驱动所述转动伺服电动机525,所述转动伺服电动机525转动所述转动圆块523,所述转动伺服电动机525推动驱动杆524,所述对位条522对蓄电池进行对位夹持,所述焊接组合4对蓄电池进行焊接;最后,焊接组合4完成焊接工作后,发送信号给控制器3,所述控制器3驱动所述挡板伺服电机512,所述挡板伺服电机512转动挡板块511打开,同时,启动所述输送装置3让蓄电池继续向前移动,等待下一个蓄电池进入。
25.本实用新型技术效果主要体现:本实用新型通过控制器驱动输送装置中的步进电机带动输送带运转,且利用第一传感器对蓄电池进行检测,当蓄电池经过第一传感器时,控制器驱动挡板合件闭合,阻止蓄电池前进,当蓄电池到达焊接机头下端时,再通过控制器暂停输送带,且控制器驱动对位分中合件对蓄电池进行对位,然后焊接机头下降对蓄电池进行焊接,从而,实现焊接机精准焊接蓄电池,提高蓄电池生产效率,降低废品率。
26.当然,以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。