1.本技术涉及型材加工技术领域,尤其是涉及一种型材加工用自动出料装置。
背景技术:
2.型材是指金属经过塑性加工成形、具有一定断面形状和尺寸的直条状工件。型材中又以铝合金型材最应用广泛。尤其是在装饰装修中,窗架窗框等建筑材料可以通过对切断成特定长度的铝制型材进行切割加工的方式而制作而成。
3.申请号为202010657595.3的中国实用新型专利申请文件公开了一种铝型材切割装置,其包括进料台、出料台及切割机,进料台包括进料传送带,出料台包括出料传送带,进料传送带的输出端正对出料传送带的输入端,切割机位于进料传送带与出料传送带之间且包括能上下运动的切割组件;切割机上设有距离感应器,出料台上设有可在传送方向上来回移动且正对距离感应器的测量组件。
4.针对上述中的相关技术,发明人认为出料传送带的表面积较为有限,该切割装置将型材切割完成后,需立即将切割后的型材半成品进行卸料,以便于下一次切割作业的开展,生产加工效率较低。
技术实现要素:
5.为了便于型材在切割加工过程中的出料,以提高生产加工效率,本技术提供一种型材加工用自动出料装置。
6.本技术提供的一种型材加工用自动出料装置采用如下的技术方案:
7.一种型材加工用自动出料装置,包括输送带机构,所述输送带机构上设有推送机构,所述推送机构包括沿输送带机构宽度方向进行滑移的推送板,所述输送带机构沿推送板滑移方向的一侧设有卸料机构。
8.通过采用上述技术方案,输送带机构将型材输送至合适位置后,驱使推送板进行滑移,即可使得型板被推送板推送至卸料机构上,卸料机构用于切割后型材的储放,工作人员在切割后即可进行切割后型材的卸料和堆码处理,无需切割一次型材就立即需要进行型材的卸料,因此生产加工效率得以提高。
9.可选的,所述输送带机构包括机架和输送组件,所述输送组件设在机架远离地面的一端,输送组件包括主动辊、从动辊、出料张紧带和输送驱动电机,所述主动辊转动设置于机架长度方向的一端,所述从动辊转动设置于机架长度方向的另一端,所述出料张紧带张紧设置在主动辊和从动辊之间,所述输送驱动电机固定在机架上,且输送驱动电机的输出端与主动辊的辊轴固定连接。
10.通过采用上述技术方案,输送驱动电机驱使主动辊运转时,主动辊通过出料张紧带带动从动辊一起转动,并使得出料张紧带进行回转往复运动,进而使得型材能够被输送至出料张紧带的上侧,以达到将型材进行暂存的目的。
11.可选的,所述从动辊辊轴的两端均转动设置于基座上,所述基座均沿机架的长度
方向与机架滑移连接。
12.通过采用上述技术方案,两个基座滑移时能够使得从动辊靠近或者远离主动辊,进而使得出料张紧带的张紧程度得以发生变化,从而达到出料张紧带在输送不同重量的型材时,出料张紧带的上侧均不易发生下凹的情况。
13.可选的,所述基座通过调节丝杠滑台与机架滑移连接,所述调节丝杠滑台的调节滑轨固定在机架上,所述基座固定在调节丝杠滑台的调节滑台上,所述机架上设有驱使调节丝杠滑台的调节丝杠进行转动的调节驱动电机。
14.通过采用上述技术方案,调节驱动电机驱使调节丝杠进行转动时,调节滑台在调节滑轨上进行滑移,以使得基座沿机架的长度方向进行滑移,进而达到驱使从动辊靠近或者远离主动辊的目的,从而实现出料张紧带张紧程度的自动调节。
15.可选的,所述推送机构还包括推送丝杠滑台,所述推送丝杠滑台设在出料张紧带的上下侧之间,且推送丝杠滑台的推送滑轨通过支脚固定在机架上,所述推送板通过连接段固定在推送丝杠滑台的推送滑台上,所述出料张紧带的上侧位于推送板和推送滑台之间,所述连接段位于推送板远离卸料机构的一侧。
16.通过采用上述技术方案,推送丝杠转动时,推送滑台在推送滑轨上进行滑移,以使得推送板沿靠近卸料机构的方向进行移动,从而达到将出料张紧带上的型材推送至卸料机构上的目的,进而便于出料张紧带将下一次切割作业后的型材进行输送。
17.可选的,所述推送丝杠滑台沿机架的长度方向设有多组,多组推送丝杠滑台的推送丝杠远离卸料机构的一端均设有从动齿,所述机架上设有推送驱动电机,所述推送驱动电机的输出端设有主动齿,所述主动齿和从动齿之间啮合传动有传动链条。
18.通过采用上述技术方案,多组推送丝杠滑台的推送滑台同步滑移,以使得推送板在滑移的过程中更加平稳,进而使得型材能够更加平稳地被推送至卸料机构上。
19.可选的,所述卸料机构包括固定架和卸料组件,所述卸料组件设在固定架远离地面的一端,且卸料组件靠近输送带机构的一端伸入输送带机构内,所述卸料组件包括承载板、主动轮、从动轮和卸料输送带,所述承载板通过连接板固定在固定架上,所述主动轮转动设置在承载板远离输送带机构的一端,所述从动轮转动设置在承载板伸入输送带机构的一端,所述卸料输送带张紧设置在主动轮和从动轮之间。
20.通过采用上述技术方案,推送板将出料张紧带上的型材推送至卸料输送带上,卸料输送带将型材继续沿远离机架宽度方向移动,进而使得更多的型材能够被推送至卸料输送带上进行储放,当卸料输送带上的型材铺满,即可将卸料输送带上的型材进行整理,进而达到提高生产加工效率的目的。
21.可选的,所述卸料组件沿固定架的长度方向设有多组,多组卸料组件的主动轮之间通过连接杆相连,且主动轮与连接杆固定连接,所述固定架上设有用于驱使连接杆进行转动的卸料驱动电机。
22.通过采用上述技术方案,卸料驱动电机驱使连接杆转动时,连接杆可带动所有的主动轮均发生转动,从而使得型材能够在多组卸料组件上平稳传动。
23.可选的,所承载板靠近主动轮的一端设于限位杆,所述限位杆高于卸料输送带的上侧。
24.通过采用上述技术方案,卸料输送带持续进行回转往复运送时,限位杆用于对卸
料输送带上的型材进行限位,以使得切割后的型材不易从卸料输送带上掉落致使型材受损。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.输送带机构将型材输送至合适位置后,驱使推送板进行滑移,即可使得型板被推送板推送至卸料机构上,卸料机构用于切割后型材的储放,工作人员在切割后即可进行切割后型材的卸料和堆码处理,无需切割一次型材就立即需要进行型材的卸料,因此生产加工效率得以提高;
27.2.通过设置基座,两个基座滑移时能够使得从动辊靠近或者远离主动辊,进而使得出料张紧带的张紧程度得以发生变化,从而达到出料张紧带在输送不同重量的型材时,出料张紧带的上侧均不易发生下凹的情况。
附图说明
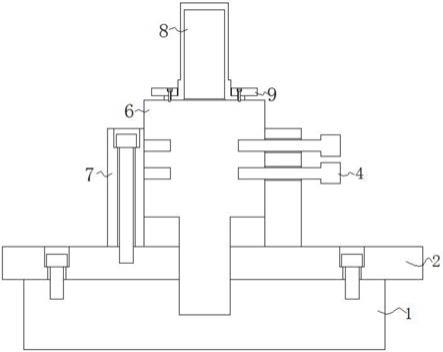
28.图1是本技术实施例型材加工用自动出料装置整体的结构示意图;
29.图2是本技术实施例中输送带机构的结构示意图;
30.图3是本技术实施例中输送带机构和推送机构的结构示意图;
31.图4是本技术实施例型材加工用自动出料装置的右视图;
32.图5是本技术实施例中卸料机构的结构示意图。
33.附图标记说明:1、输送带机构;11、机架;12、输送组件;121、主动辊;122、从动辊;1221、基座;123、出料张紧带;124、输送驱动电机;13、调节丝杠滑台;131、调节滑轨;132、调节滑台;133、调节丝杠;134、调节驱动电机;2、推送机构;21、推送板;211、连接段;22、推送丝杠滑台;221、推送滑轨;2211、支脚;222、推送滑台;223、推送丝杠;23、推送驱动电机;231、主动齿;232、传动链条;233、从动齿;234、导向齿;3、卸料机构;31、固定架;32、卸料组件;321、承载板;322、主动轮;323、从动轮;324、卸料输送带;325、连接板;3251、竖直板;3252、水平板;326、连接杆;327、卸料驱动电机;328、限位杆。
具体实施方式
34.以下结合附图1
‑
5对本技术作进一步详细说明。
35.本技术实施例公开一种型材加工用自动出料装置。参照图1,型材加工用自动出料装置包括输送带机构1、推送机构2和卸料机构3。
36.输送带机构1通常设置在型材切割装置的出口端,型材切割作业完成后,被传送至输送带机构1上,输送带机构1用于将切割作业后的型材进行输送和暂存。推送机构2设在输送带机构1上,推送机构2用于将输送带机构1上暂存的型材进行推送,以便于输送带机构1进行下一次切割作业后的型材的输送。
37.推送机构2包括沿输送带机构1宽度方向进行滑移的推送板21,输送带机构1将型材输送至合适位置后,驱使推送板21进行滑移,即可使得型材沿输送带机构1的宽度方向进行滑移。卸料机构3设在输送带机构1沿推送板21滑移方向的一侧,型板被推送板21推送至卸料机构3上,卸料机构3用于切割后型材的储放,工作人员在切割后即可进行切割后型材的卸料和堆码处理,无需切割一次型材就立即需要进行型材的卸料,因此生产加工效率得以提高。
38.参照图1和图2,输送带机构1包括机架11和输送组件12。机架11固定在型材切割装置的出口端,且机架11呈长方体状,机架11的长度方向即为切割装置的出料方向。输送组件12设在机架11远离地面的一端,输送组件12用于输送切割作业完成后型材。输送组件12包括主动辊121、从动辊122、出料张紧带123和输送驱动电机124。
39.主动辊121转动设置于机架11长度方向的一端,从动辊122转动设置于机架11长度方向的另一端。本实施例中,以主动辊121设置在机架11靠近型材切割装置的一端为例。主动辊121和从动辊122的长度和直径均相同,且主动辊121的轴心线和从动辊122的轴心线相互平行并位于同一水平面上。出料张紧带123张紧设置在主动辊121和从动辊122之间,且出料张紧带123的上下侧均保持水平。输送驱动电机124固定在机架11上,且输送驱动电机124的输出端与主动辊121的辊轴固定连接。
40.输送驱动电机124驱使主动辊121运转时,主动辊121通过出料张紧带123带动从动辊122一起转动,并使得出料张紧带123进行回转往复运动,进而使得型材能够被输送至出料张紧带123的上侧,以达到将型材进行暂存的目的。
41.从动辊122辊轴的两端均转动设置于基座1221上。基座1221为矩形块,两个基座1221均沿机架11的长度方向与机架11滑移连接,以使得从动辊122能够靠近或者远离主动辊121,进而使得张紧在主动辊121和从动辊122之间的出料张紧带123的张紧程度得以发生变化,从而达到出料张紧带123在输送不同重量的型材时,出料张紧带123的上侧均不易发生下凹的情况。
42.基座1221通过调节丝杠滑台13与机架11滑移连接。调节丝杠滑台13沿机架11的长度进行设置,调节丝杠滑台13的调节滑轨131与机架11固定连接,基座1221与调节丝杠滑台13的调节滑台132固定连接。机架11上固定有驱使调节丝杠滑台13的调节丝杠133进行转动的调节驱动电机134,调节驱动电机134的输出端与调节丝杠133固定连接。调节驱动电机134驱使调节丝杠133进行转动时,调节滑台132在调节滑轨131上进行滑移,以使得基座1221沿机架11的长度方向进行滑移,进而达到驱使从动辊122靠近或者远离主动辊121的目的,从而实现出料张紧带123张紧程度的自动调节。
43.参照图1和图3,推送机构2还包括推送丝杠滑台22。推送丝杠滑台22设在出料张紧带123的上下侧之间,推送丝杠滑台22沿机架11的宽度方向进行设置。推送丝杠滑台22的推送滑轨221通过支脚2211固定在机架11上,且支脚2211设有两根,两根支脚2211分别位于出料张紧带123宽度方向的两端,以使得出料张紧带123的下侧能够从推送滑轨221的下方穿过。
44.推送板21通过连接段211固定在推送丝杠滑台22的推送滑台222上,且出料张紧带123的上侧位于推送板21和推送滑台222之间。连接段211位于推送板21远离卸料机构3的一侧。推送板21沿机架11宽度方向的长度大于出料张紧带123的宽度。推送丝杠滑台22的推送丝杠223转动时,推送滑台222在推送滑轨221上进行滑移,以使得推送板21沿靠近卸料机构3的方向进行移动,从而达到将出料张紧带123上的型材推送至卸料机构3上的目的,进而便于出料张紧带123将下一次切割作业后的型材进行输送。
45.推送丝杠滑台22沿机架11的长度方向设有多组,多组推送丝杠滑台22的推送滑台222均通过连接段211与推送板21固定连接,以使得推送板21的结构更加稳固,且推送板21在滑移的过程中更加平稳,进而使得型材能够更加平稳地被推送至卸料机构3上。
46.多组推送丝杠滑台22的推送丝杠223远离卸料机构3的一端均固定有从动齿233,机架11上设有推送驱动电机23,推送驱动电机23的输出端固定有主动齿231,主动齿231和从动齿233之间啮合传动有传动链条232。推送驱动电机23驱使主动齿231进行旋转时,主动齿231能够通过传动链条232带动所有的从动齿233一起转动,从而使得多组推送丝杠滑台22的推送丝杠223能够同步发生转动,进而提高推送板21移动时的平稳性。若主动齿231的中心与从动齿233的中心不在同于水平线上,主动齿231远离地面的一侧还设有用传动链条232进行转向的导向齿234。传动链条232设在导向齿234和主动齿231之间,且导向齿234和主动齿231均与传动链条232啮合传动。
47.参照如1和图4,卸料机构3包括固定架31和卸料组件32。固定架31设在机架11沿机架11宽度方向远离推送驱动电机23的一端;卸料组件32设在固定架31远离地面的一端,卸料组件32用于承接推送板21推送而下的型材。为了使得型材能够更加平稳地被推送至卸料组件32上,卸料组件32靠近输送带机构1的一端伸入输送带机构1内,且卸料组件32位于出料张紧带123的上下侧之间。
48.参照图4和图5,卸料组件32包括承载板321、主动轮322、从动轮323和卸料输送带324。承载板321通过连接板325固定在固定架31上,连接板325包括与承载板321侧壁固定连接的竖直板3251以及与固定架31顶壁固定连接的水平板3252。连接板325使得承载板321与固定架31之间保持足够的间隙。主动轮322转动设置于承载板321远离输送带机构1的一端,从动轮323转动设置于承载板321伸入出料张紧带123上下侧之间的一端。卸料输送带324张紧设置在主动轮322和从动轮323之间,且卸料输送带324的上侧应尽量靠近出料张紧带123的上侧。
49.推送板21沿机架11的宽度方向进行移动时,将出料张紧带123上的型材推送至卸料输送带324上,此时将卸料输送带324进行回转,即可使得型材继续沿远离机架11宽度方向移动,进而使得更多的型材能够被推送至卸料输送带324上进行储放,当卸料输送带324上的型材铺满,即可将卸料输送带324上的型材进行整理,进而达到提高生产加工效率的目的。
50.卸料组件32沿固定架31的长度方向设有多组,以使得不同长度的型材均可以在卸料机构3上放置平稳。多组卸料组件32的主动轮322之间通过连接杆326相连,且主动轮322与连接杆326之间固定连接,连接杆326转动时,即可带动所有的主动轮322均发生转动。固定架31上设有驱使连接杆326进行转动的卸料驱动电机327,卸料驱动电机327和连接杆326之间也可以通过一组减速齿轮组件进行啮合传动,并且卸料驱动电机327的输出端与连接杆326相互垂直时,还可以通过90度电机进行转向。
51.承载板321靠近主动轮322的一端固定有限位杆328,限位杆328高于卸料输送带324的上侧。卸料输送带324持续进行回转往复运送时,限位杆328用于对卸料输送带324上的型材进行限位,型材与限位杆328相抵接,位置保持不变,卸料输送带324则继续转动,以使得切割后的型材不易从卸料输送带324上掉落致使型材受损。
52.本技术实施例一种型材加工用自动出料装置的实施原理为:生产加工时,型材在型材切割装置被切断后被输送至出料张紧带123上,此时输送驱动电机124驱使主动辊121进行转动,主动辊121通过出料张紧带123带动从动辊122一起转动,进而使得出料张紧带123进行回转往复运动,从而将型材输送至出料张紧带123上合适的位置。
53.然后通过推送驱动电机23驱使主动齿231进行转动,主动齿231通过传动链条232带动从动齿233一起转动,从而使得所有的推送丝杠滑台22的推送丝杠223均发生转动,推送滑台222由于推送丝杠223的转动在推送滑轨221上进行滑移,从而带动推送板21将出料张紧带123上的型材推送至卸料输送带324上。然后推送驱动电机23反转,使推送板21复位,以便于推送板21进行下一次推送。
54.然后通过卸料驱动电机327驱使连接杆326发生转动,从而带动所有的卸料组件32中的主动轮322均发生转动,主动轮322通过卸料输送带324带动从动轮323发生转动,并使得卸料输送带324发生回转往复运动,以使得卸料输送带324将型材进行进一步的输送,此时推送机构2将下一次切割后的型材继续推送至卸料输送带324上,从而使得型材不断铺设储放在卸料输送带324上。此时限位杆328可以对型材进行限位,以使得型材在远离卸料输送带324上收拢,型材铺满后即可进行型材的卸料,相比于切割一次即需卸料一次的方式,生产加工效率得以提高。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。