1.本实用新型涉及电机壳生产领域,具体的,涉及一种汽车电机壳凸包加工装置。
背景技术:
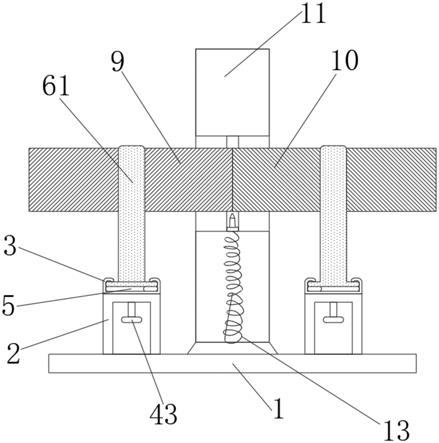
2.如图1所示,电机在生产装配过程中,要在电机壳10内安装磁钢及线圈等零部件,为了安装时的工装位置准确,需要在电机壳外周上设置一对凸出的装配限位点,即凸包20。
3.现有的凸包加工方法为手工冲压,即人工在电机壳10上分两次于冲压机上冲压值得,冲压位置的准确度难以保障,误差较大,废品率高,不仅效率低,而且人工成本高。
技术实现要素:
4.本实用新型提供了一种汽车电机壳凸包加工装置,用以解决上述技术问题。
5.为了解决上述技术问题,本实用新型的技术方案是:
6.一种汽车电机壳凸包加工装置,包括冲压模和冲压机构,所述冲压模包括:
7.下模,包括下模板和一对挤压插刀,一对挤压插刀分别借由一第一弹簧活动安装于所述下模板,一对所述挤压插刀具有能允许被加工的电机壳一并套置于二者外周的上料工位、在所述上料工位基础上相对远离至分别与电机壳内壁接触的第一工位,以及在所述第一工位基础上相对远离至分别向外挤压电机壳内壁形成凸包的第二工位;一对所述第一弹簧被配置为使一对所述挤压插刀保持于所述上料工位;
8.上模,能与所述下模合模,以配合固定被加工的电机壳;及
9.冲头,能被所述冲压机构驱动以伸入一对所述挤压插刀之间,以驱动一对所述挤压插刀处于所述第一工位或第二工位。
10.进一步的,所述下模还包括固定板,所述下模板借由第二弹簧浮动安装于所述固定板上方,所述冲头固定于所述固定板,所述冲压机构能够向所述上模施加朝向所述下模的冲压力,以使所述上模与所述下模合模,并使所述冲头伸入一对所述挤压插刀之间,从而使处于上料工位的一对所述挤压插刀顺次移动至所述第一工位和所述第二工位。
11.进一步的,所述冲头包括由上至下依次连接的第一段和第二段,所述第一段的直径小于所述第二段的直径,且当所述第一段伸入一对所述挤压插刀之间时,能驱动一对所述挤压插刀处于所述第一工位,当所述第二段伸入一对所述挤压插刀之间时,能驱动一对所述挤压插刀处于所述第二工位。
12.进一步的,一对所述挤压插刀的底部具有能将所述冲头导引至二者之间的导引斜面。
13.进一步的,所述第一段的顶端呈锥头状。
14.进一步的,所述上模具有一对外包滑块,一对所述外包滑块被配置为在所述上模与所述下模合模时包覆被加工的电机壳外壁。
15.进一步的,一对所述外包滑块能够在所述上模与所述下模开模时相互远离,以释放所述电机壳。
16.本实用新型具有如下优点:
17.本实用新型提供的汽车电机壳凸包加工装置在合模时,由上模固定被加工的电机壳,并由冲头向一对挤压插刀施加使二者相背离的挤压力,从而在一对挤压插刀处于第一工位时能够与上模一并配合固定被加工的电机壳,并在继续远离至第二工位的过程中向外挤压电机壳内壁形成一对凸包,即该汽车电机壳凸包加工装置能够一次合模完成所有凸包的加工,产品定位准确,且生产效率高,降低人工成本。
附图说明
18.图1是本实用新型中电机壳的结构示意图;
19.图2是本实用新型中汽车电机壳凸包加工装置的冲压模开模时的结构示意图;
20.图3是本实用新型中汽车电机壳凸包加工装置的冲压模合模时的结构示意图;
21.图4是图2的局部视图;
22.图5是图3的局部视图。
23.图中所示:
24.10、电机壳;20、凸包;1、下模;11、下模板;12、挤压插刀;121、插刀本体;122、导引斜面;13、固定板;14、第二弹簧;2、上模;21、外包滑块;3、冲头;31、第一段;32、第二段。
具体实施方式
25.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。需说明的是,本实用新型附图均采用简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
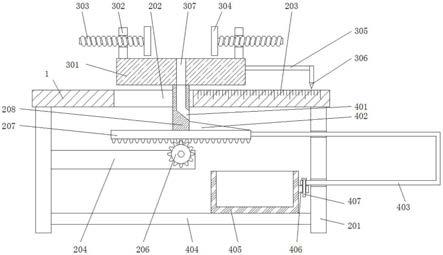
26.本实施例提供了汽车电机壳凸包加工装置,其包括冲压模和冲压机构,请参阅图2
‑
5,所述冲压模包括下模1、上模2和冲头3。下模1包括下模板11和一对挤压插刀12,一对挤压插刀12上均设置有插刀本体121,一对挤压插刀12分别借由一第一弹簧(图中未示出)活动安装于所述下模板11,一对所述挤压插刀12具有能允许被加工的电机壳10一并套置于二者外周的上料工位、在所述上料工位基础上相对远离至分别与电机壳10内壁接触的第一工位,以及在所述第一工位基础上相对远离至分别使插刀本体121向外挤压电机壳10内壁形成凸包20的第二工位;一对所述第一弹簧被配置为使一对所述挤压插刀12保持于所述上料工位。上模2能与所述下模1合模,以配合固定被加工的电机壳10。冲头3能被所述冲压机构驱动以伸入一对所述挤压插刀12之间,以驱动一对所述挤压插刀12处于所述第一工位或第二工位。
27.借由上述结构,本实施例提供的汽车电机壳凸包加工装置在合模时,由上模2固定被加工的电机壳10,并由冲头3向一对挤压插刀12施加使二者相背离的挤压力,从而在一对挤压插刀12处于第一工位时能够与上模2一并配合固定被加工的电机壳10,并在继续远离至第二工位的过程中向外挤压电机壳10内壁形成一对凸包20,即该汽车电机壳凸包加工装置能够一次合模完成所有凸包20的加工,产品定位准确,且生产效率高,降低人工成本。
28.当然,与其他实施例中,基于实际生产的电机壳10上凸包20的数量,挤压插刀12的数量还可以调整为一个或三个以上,在此不作限定。
29.需要说明的是,本实施例中,插刀本体121与插刀12可以为一体式结构,亦可以是
分体式结构,例如图4所示,插刀本体121可以与插刀12活动连接,当冲头3伸入一对所述挤压插刀12之间时,一对插刀本体121可以被冲头向外挤压形成上述第一工位,当冲头3继续伸入一对所述挤压插刀12之间,冲头一并向插刀本体121与插刀12提供向外移动的挤压力至第二工位。当然,插刀本体121与插刀12被设置为分体式结构时,则插刀本体121与插刀12之间也应当设置一弹簧,以使一对插刀本体121保持于想靠近的复位位置。
30.如图2所示,本实施例中,所述下模1还包括固定板13,所述下模板11借由第二弹簧14浮动安装于所述固定板13上方,所述冲头3固定于所述固定板13,所述冲压机构能够向所述上模2施加朝向所述下模1的冲压力,以使所述上模2与所述下模1合模,并使所述冲头3伸入一对所述挤压插刀12之间,从而使处于上料工位的一对所述挤压插刀12顺次移动至所述第一工位和所述第二工位。
31.进一步的,为形成上述的两段式挤压过程,所述冲头3包括由上至下依次连接的第一段31和第二段32,所述第一段31的直径小于所述第二段32的直径,且当所述第一段31伸入一对所述挤压插刀12之间时,能驱动一对所述挤压插刀12处于所述第一工位,当所述第二段32伸入一对所述挤压插刀12之间时,能驱动一对所述挤压插刀12处于所述第二工位。
32.为便于冲头3顺利进入一对所述挤压插刀12之间,一对所述挤压插刀12的底部具有能将所述冲头3导引至二者之间的导引斜面122。进一步地,所述第一段31的顶端也可以设置呈锥头状,以同样具有导引效果。
33.为便于固定电机壳10,所述上模2具有一对外包滑块21,一对所述外包滑块21被配置为在所述上模2与所述下模1合模时包覆被加工的电机壳10外壁。进一步的,一对所述外包滑块21可以为能够在所述上模2与所述下模1开模时相互远离,以释放所述电机壳10。上述外包滑块21想靠近包覆电机壳10,及相远离释放电机壳10的动作可采用现有技术中的基于模具开合模力驱动行移的行位滑块(如楔形滑块等)结构进行设置,在此不做赘述。
34.本领域的技术人员可以对实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包括这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。