1.本实用新型涉及铝型材挤压模具技术领域,具体涉及一种生产旋钮开关的模具。
背景技术:
2.铝制品具有一系列优良特性,如强度好、耐气候性好、密度小等特点,常被用来制作散热器零件或外装饰件,其强度比较高,接近或超过优质钢,塑性好可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。但是目前在铝型材的生产过程中,需要使用挤压模具对铝型材进行塑型。
3.现有的生产旋钮开关的模具在使用时,挤压模具的定型模热量散发慢,散热效果差,导致不便于从挤压机上取下挤压模具,操作不便,从而降低整体生产效率。
技术实现要素:
4.为解决上述背景技术中提出的问题,本实用新型提供了一种生产旋钮开关的模具,具有便于对模具进行散热,散热效率快,且便于将模具整体进行提起和更换,生产效率高的特点。
5.为实现上述目的,本实用新型提供如下技术方案:一种生产旋钮开关的模具,包括模套底座,所述模套底座的上端面固定连接有模套,所述模套的内部嵌入设置有模具,所述模具的上端面开设有模型腔,所述模套底座的后方设置有冷却箱,所述冷却箱的左右两侧分别连通有进液管和出液管,所述进液管远离冷却箱的一端与模套的外壁左侧连通,所述出液管远离冷却箱的一端与模套的外壁右侧连通,所述模套底座的外壁开设有进杆口,所述模套底座的内部开设有平行部,所述平行部的前端与进杆口连通,所述平行部的后端连通有转折部,所述进杆口的内部插接有钩具,所述钩具包括长杆端,所述长杆端的后端固定连接有短杆端。
6.为了方便卡接固定模具,作为本实用新型一种生产旋钮开关的模具优选的,所述模套为环形槽状结构,所述模具的外壁周缘以及底部均与模套的内壁抵接。
7.为了便于钩具进入平行部且保证短杆端可以在转折部内部旋转,作为本实用新型一种生产旋钮开关的模具优选的,所述平行部为矩形腔体,所述转折部为九十度角的扇形腔体,所述平行部和转折部的厚度相等。
8.为了保证转折部整体卫浴模套底座内部,作为本实用新型一种生产旋钮开关的模具优选的,所述转折部的高度小于模套底座高度的三分之二。
9.为了便于钩具进行活动和旋转,作为本实用新型一种生产旋钮开关的模具优选的,所述长杆端和短杆端构成呈
“┗”
的一体式结构,所述长杆端和短杆端的直径均小于平行部和转折部的厚度。
10.为了方便将钩具插入平行部后可以握持钩具并进行旋转,作为本实用新型一种生产旋钮开关的模具优选的,所述长杆端大于平行部的长度,所述短杆端略小于平行部的宽度。
11.为了便于抽动和排出冷却液,作为本实用新型一种生产旋钮开关的模具优选的,所述进液管和出液管的外壁分别设置有抽液泵和吸液泵,所述冷却箱的上端面设置有加液口。
12.与现有技术相比,本实用新型的有益效果是:
13.模套固定连接于模套底座的上端面,模套便于卡接固定模具,模具的上端面开设有模型腔,模型腔为生产旋钮开关的挤压形状,当模型挤压完毕后,启动抽液泵,抽液泵将冷却箱内部的冷却液通过进液管抽入模套的内部,模套内壁均与模具的外壁抵接,故通过冷却液对模具进行快速冷却,同时启动吸液泵,吸液泵将冷却液通过出液管抽入冷却箱的内部,如此循环,从而进行快速冷却模具,冷却效率高,更加便于将模具从挤压机上取下,随后将钩具的短杆端从进杆口插入并延伸至平行部内部,逐渐向后推动钩具直至短杆端进入转折部的内部,此时通过手动将钩具进行顺时针旋转度,使钩具的短杆端旋转度,从而使短杆端呈垂直状态且卡接于转折部的内部,从而使钩具整体牢牢卡接,便于将模套底座以及模具整体从挤压机上取下,操作快捷方便,有效提高生产总效率。
14.综上所述,该种生产旋钮开关的模具具有便于对模具进行散热,散热效率快,且便于将模具整体进行提起和更换,生产效率高的特点。
附图说明
15.附图用来提供对本实用新型的进一步理解,并构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
16.在附图中:
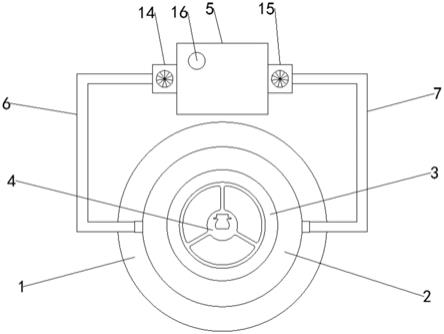
17.图1为本实用新型整体俯视结构图;
18.图2为本实用新型整体主视结构图;
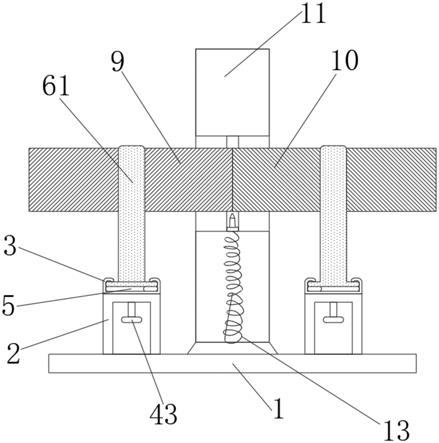
19.图3为本实用新型进杆口内部及钩具结构示意图;
20.图中,1、模套底座;2、模套;3、模具;4、模型腔;5、冷却箱;6、进液管;7、出液管;8、进杆口;9、平行部;10、转折部;11、钩具;12、长杆端;13、短杆端;14、抽液泵;15、吸液泵;16、加液口。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
23.请参阅图1
‑
3,本实用新型提供以下技术方案:一种生产旋钮开关的模具,包括模套底座1,模套底座1的上端面固定连接有模套2,模套2的内部嵌入设置有模具3,模具3的上
端面开设有模型腔4,模套底座1的后方设置有冷却箱5,冷却箱5的左右两侧分别连通有进液管6和出液管7,进液管6远离冷却箱5的一端与模套2的外壁左侧连通,出液管7远离冷却箱5的一端与模套2的外壁右侧连通,模套底座1的外壁开设有进杆口8,模套底座1的内部开设有平行部9,平行部9的前端与进杆口8连通,平行部9的后端连通有转折部10,进杆口8的内部插接有钩具11,钩具11包括长杆端12,长杆端12的后端固定连接有短杆端13。
24.本实施例中:模套2固定连接于模套底座1的上端面,模套2便于卡接固定模具3,模具3的上端面开设有模型腔4,模型腔4为生产旋钮开关的挤压形状,当模型挤压完毕后,启动抽液泵14,抽液泵14将冷却箱5内部的冷却液通过进液管6抽入模套2的内部,模套2内壁均与模具3的外壁抵接,故通过冷却液对模具3进行快速冷却,同时启动吸液泵15,吸液泵15将冷却液通过出液管7抽入冷却箱5的内部,如此循环,从而进行快速冷却模具3,冷却效率高,更加便于将模具3从挤压机上取下,随后将钩具11的短杆端13从进杆口8插入并延伸至平行部9内部,逐渐向后推动钩具11直至短杆端13进入转折部10的内部,此时通过手动将钩具11进行顺时针旋转90度,使钩具11的短杆端13旋转90度,从而使短杆端13呈垂直状态且卡接于转折部10的内部,从而使钩具11整体牢牢卡接,便于将模套底座1以及模具3整体从挤压机上取下,操作快捷方便,有效提高生产总效率。
25.作为本实用新型的一种技术优化方案,模套2为环形槽状结构,模具3的外壁周缘以及底部均与模套2的内壁抵接。
26.本实施例中:模具3的外壁周缘以及底部均与模套2的内壁抵接,从而方便将模具3卡接于模套2的内部,并且便于通过模套2内部的冷却液对模具3进行冷却降温。
27.作为本实用新型的一种技术优化方案,平行部9为矩形腔体,转折部10为九十度角的扇形腔体,平行部9和转折部10的厚度相等。
28.本实施例中:转折部10为九十度角的扇形腔体,从而方便将钩具11插接后进行旋转,旋转至垂直状态时能够保证钩具11牢牢卡接固定,平行部9和转折部10的厚度相等且均与钩具11的直径相匹配,便于进行插接和灵活旋转。
29.作为本实用新型的一种技术优化方案,转折部10的高度小于模套底座1高度的三分之二。
30.本实施例中:转折部10位于模套底座1的内部,转折部10的高度小于模套底座1高度的三分之二,从而保证设备正常运行,保证转折部10位于模套底座1内腔。
31.作为本实用新型的一种技术优化方案,长杆端12和短杆端13构成呈
“┗”
的一体式结构,长杆端12和短杆端13的直径均小于平行部9和转折部10的厚度。
32.本实施例中:长杆端12和短杆端13构成呈
“┗”
的一体式结构,整体结构强度更强,且长杆端12和短杆端13的直径均小于平行部9和转折部10的厚度,保证了长杆端12和短杆端13均可以在平行部9和转折部10内部灵活移动和旋转。
33.作为本实用新型的一种技术优化方案,长杆端12大于平行部9的长度,短杆端13略小于平行部9的宽度。
34.本实施例中:长杆端12大于平行部9的长度,从而当将钩具11完全插入平行部9内部时,长杆端12延伸出模套底座1的外部,便于使用者握持钩具11进行旋转操作,短杆端13略小于平行部9的宽度,从而方便短杆端13可以延伸至平行部9和转折部10的内部。
35.作为本实用新型的一种技术优化方案,进液管6和出液管7的外壁分别设置有抽液
泵14和吸液泵15,冷却箱5的上端面设置有加液口16。
36.本实施例中:抽液泵14将冷却箱5内部的冷却液通过进液管6抽入模套2的内部,吸液泵15将冷却液通过出液管7抽入冷却箱5的内部,如此循环,从而进行快速冷却模具3。
37.本实用新型的工作原理及使用流程:模套2固定连接于模套底座1的上端面,模套2便于卡接固定模具3,模具3的上端面开设有模型腔4,模型腔4为生产旋钮开关的挤压形状,当模型挤压完毕后,启动抽液泵14,抽液泵14将冷却箱5内部的冷却液通过进液管6抽入模套2的内部,模套2内壁均与模具3的外壁抵接,故通过冷却液对模具3进行快速冷却,同时启动吸液泵15,吸液泵15将冷却液通过出液管7抽入冷却箱5的内部,如此循环,从而进行快速冷却模具3,冷却效率高,更加便于将模具3从挤压机上取下,随后将钩具11的短杆端13从进杆口8插入并延伸至平行部9内部,逐渐向后推动钩具11直至短杆端13进入转折部10的内部,此时通过手动将钩具11进行顺时针旋转90度,使钩具11的短杆端13旋转90度,从而使短杆端13呈垂直状态且卡接于转折部10的内部,从而使钩具11整体牢牢卡接,便于将模套底座1以及模具3整体从挤压机上取下,操作快捷方便,有效提高生产总效率。
38.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。