一种90
°
倒角蜂窝夹层结构制备工艺方法
技术领域
1.本发明属于航空复合材料制造技术领域,涉及一种蜂窝结构制备工艺方法,具体涉及一种90
°
倒角蜂窝夹层结构制备工艺方法。
背景技术:
2.在飞机复合材料的应用过程中,由于蜂窝夹层结构具有比强度高,比模量高,重量轻等特点,是飞机复合材料制造中重要的结构形式。随着强度(刚度)和减重要求的提高,飞机翼身整流罩需要设计为大厚度蜂窝夹层的结构形式,并且该结构形式已经在波音飞机中得到应用。
3.在飞机翼身整流罩设计过程中,由于考虑到结构配合干涉情况,强度刚度要求等,需要在夹层结构局部采用90
°
过渡形式。然而由于蜂窝侧向抗压强度较低,无法采用蜂窝夹层结构进行制造,为此需要选择其他夹芯材料,其不仅增加了夹层结构的重量,而且还增加了工艺的复杂性。
4.目前大厚度蜂窝夹层结构制造过程中,蜂窝夹层结构的90
°
倒角区域一定发生塌陷现象,限制了大厚度蜂窝夹层结构制件的设计,为此,不得不更改设计,降低蜂窝夹层结构的强度和刚度要求,并且更改配合面设计。
技术实现要素:
5.为了解决上述问题,本发明提供了一种90
°
倒角蜂窝夹层结构制备工艺方法,通过改变边缘蜂窝的格孔方向,使蜂窝格空方向与倒角方向呈一定角度,以增加蜂窝侧向抗压能力,制备出90
°
倒角蜂窝夹层结构。
6.本发明的技术方案是:
7.一种90
°
倒角蜂窝夹层结构制备工艺方法,首先在将蜂窝结构边缘一定宽度的蜂窝格空方向变换,使蜂窝格空方向与侧边成一定夹角,然后将边缘蜂窝与整体蜂窝采用预浸料和胶膜进行上下表面稳定化,进而制备蜂窝夹层结构。
8.进一步的,具体包括以下步骤:
9.步骤一,对第一蜂窝结构进行裁剪加工,获得方形的、且蜂窝格孔方向为斜向的边缘蜂窝结构,并确保边缘蜂窝结构的方形厚度与待加工的第二蜂窝结构厚度相同;
10.步骤二,将边缘蜂窝结构与第二蜂窝结构的边缘粘接并且使两者稳定化,得到拼接后的稳定蜂窝结构;
11.步骤三,对稳定蜂窝结构铺贴角膜和预浸料制备蜂窝夹层结构。
12.进一步的,步骤一中,测量第二蜂窝结构的边缘厚度a和边缘长度b,将第一蜂窝结构剪裁为厚度a、长度b的方形,并确保沿斜面裁剪使得其蜂窝格孔方向与方形的走向呈15
°
~50
°
的夹角,得到边缘蜂窝结构。
13.进一步的,当蜂窝的边缘厚度a小于15mm时,蜂窝格孔方向与蜂窝厚度方向夹角β设为15
°
~40
°
;当蜂窝的边缘厚度大于15mm时,蜂窝格孔方向与蜂窝厚度方向夹角β设为
40
°
~50
°
。蜂窝厚度与其侧面强度有很大的关联,根据研究发现,当蜂窝厚度为15mm以上或以下时,两者侧面横向强度差别很大,采用上述夹角可以确保蜂窝横向强度。
14.进一步的,步骤二中,使用挡板协助边缘蜂窝结构与第二蜂窝结构的粘接。
15.进一步的,步骤二具体为:首先使用胶膜涂抹边缘蜂窝结构或第二蜂窝结构之间的接触面,然后将边缘蜂窝结构和第二蜂窝结构拼接;再将挡板抵在边缘蜂窝结构的另一侧,在拼接后的蜂窝结构上下表面先后铺贴胶膜和预浸料,使拼接后的蜂窝结构稳定化,得到稳定蜂窝结构。
16.进一步的,步骤三中,先取下挡板,然后对稳定蜂窝结构铺贴胶膜和预浸料,使得胶膜和预浸料完全覆盖稳定蜂窝结构的表面,最后对其固化成型,得到蜂窝夹层结构。
17.进一步的,步骤二中的预浸料固化工艺为:采用烘箱或热压罐法进行固化,固化温度为120℃~190℃,固化时间为:90min~240min,固化压力为:0.05mpa~0.4mpa。
18.本发明的优点是:
19.1、本发明将蜂窝夹层结构边缘蜂窝的格空方向与蜂窝厚度方向进行变换,使其保持一定夹角,然后将边缘蜂窝与整体蜂窝进行拼接,并且采用胶膜和预浸料进行稳定化,增强了蜂窝斜面区的强度,特别是当蜂窝倒角为90
°
时,也能够抵抗夹层结构成型时高温条件下的侧向压力,扩展的蜂窝夹层结构的使用尺寸范围,对复合材料技术的发展具有较高的应用价值;
20.2、本发明公开了详细的剪裁方法和加工工艺方法,流程简单可靠,实现成本低;
21.3、本发明解决了90
°
倒角的大厚度蜂窝夹层结构在制备过程中,蜂窝发生塌陷,变形,收缩现象,提高了大厚度蜂窝夹层结构制备工艺水平,具有较大的实际应用价值。
附图说明
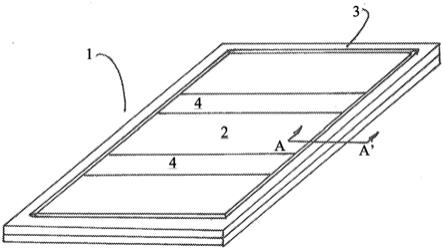
22.图1是本发明蜂窝边缘的划分示意图;
23.图2是本发明蜂窝边缘加工剪裁示意图;
24.图3是本发明稳定蜂窝结构的加工示意图;
25.图4是本发明蜂窝夹层结构的加工示意图;
26.其中,1—第二蜂窝结构的边缘,2—第二蜂窝结构,3—第一蜂窝结构,4—边缘蜂窝结构,5—第一次固化用胶膜,6—第一次固化用预浸料,7—拼接用胶膜,8—挡板,9—第二次固化用预浸料,10—第二次固化用胶膜,11—稳定蜂窝结构。
具体实施方式
27.本部分是本发明的实施例,用于解释和说明本发明的技术方案。
28.一种90
°
倒角蜂窝夹层结构制备工艺方法,首先在将蜂窝结构边缘一定宽度的蜂窝格空方向变换,使蜂窝格空方向与侧边成一定夹角,然后将边缘蜂窝与整体蜂窝采用预浸料和胶膜进行上下表面稳定化,进而制备蜂窝夹层结构。
29.具体包括以下步骤:
30.步骤一,对第一蜂窝结构进行裁剪加工,获得方形的、且蜂窝格孔方向为斜向的边缘蜂窝结构,并确保边缘蜂窝结构的方形厚度与待加工的第二蜂窝结构厚度相同;
31.步骤二,将边缘蜂窝结构与第二蜂窝结构的边缘粘接并且使两者稳定化,得到拼
接后的稳定蜂窝结构;
32.步骤三,对稳定蜂窝结构铺贴角膜和预浸料制备蜂窝夹层结构。
33.步骤一中,测量第二蜂窝结构的边缘厚度a和边缘长度b,将第一蜂窝结构剪裁为厚度a、长度b的方形,并确保沿斜面裁剪使得其蜂窝格孔方向与方形的走向呈15
°
~50
°
的夹角,得到边缘蜂窝结构。
34.当蜂窝的边缘厚度a小于15mm时,蜂窝格孔方向与蜂窝厚度方向夹角β设为15
°
~40
°
;当蜂窝的边缘厚度大于15mm时,蜂窝格孔方向与蜂窝厚度方向夹角β设为40
°
~50
°
。蜂窝厚度与其侧面强度有很大的关联,根据研究发现,当蜂窝厚度为15mm以上或以下时,两者侧面横向强度差别很大,采用上述夹角可以确保蜂窝横向强度。
35.步骤二中,使用挡板协助边缘蜂窝结构与第二蜂窝结构的粘接。
36.步骤二具体为:首先使用胶膜涂抹边缘蜂窝结构或第二蜂窝结构之间的接触面,然后将边缘蜂窝结构和第二蜂窝结构拼接;再将挡板抵在边缘蜂窝结构的另一侧,在拼接后的蜂窝结构上下表面先后铺贴胶膜和预浸料,使拼接后的蜂窝结构稳定化,得到稳定蜂窝结构。
37.步骤三中,先取下挡板,然后对稳定蜂窝结构铺贴胶膜和预浸料,使得胶膜和预浸料完全覆盖稳定蜂窝结构的表面,最后对其固化成型,得到蜂窝夹层结构。
38.步骤二和步骤三中的预浸料固化工艺为:采用烘箱或热压罐法进行固化,固化温度为120℃~190℃,固化时间为:90min~240min,固化压力为:0.05mpa~0.4mpa。
39.下面说明本发明一个实例子。
40.步骤一,按照大厚度蜂窝夹层结构边缘蜂窝芯材尺寸要求,对大厚度蜂窝进行加工,使蜂窝格空方向与蜂窝厚度方向呈夹角β,这个夹角β在45
°
时强度最佳;
41.蜂窝格孔方向与蜂窝厚度方向夹角β的选择方法为;
42.1)当蜂窝厚度小于15mm时,蜂窝格孔方向与蜂窝厚度方向夹角β可以选择为15
°
~40
°
;
43.2)当蜂窝厚度大于15mm时,蜂窝格孔方向与蜂窝厚度方向夹角β可以选择40
°
~50
°
44.步骤二,将步骤一加工后的蜂窝与大厚度蜂窝采用胶膜进行拼接,并且在蜂窝上下表面铺贴胶膜和预浸料,在蜂窝边缘侧面采用挡块保护后固化。
45.预浸料固化工艺为:采用烘箱或热压罐法进行固化,固化温度为120℃~190℃,固化时间为:90min~240min,固化压力为:0.05mpa~0.4mpa。
46.步骤三,将固化后的蜂窝作为夹芯材料,并在其上下表面铺贴胶膜材料和预浸料材料,然后进行蜂窝和胶膜材料固化,制备90
°
倒角蜂窝夹层结构。
47.本技术方案将蜂窝夹层结构边缘蜂窝的格空方向与蜂窝厚度方向进行变换,使其保持一定夹角,然后将边缘蜂窝与整体蜂窝进行拼接,并且采用胶膜和预浸料进行稳定化,增强了蜂窝斜面区的强度,特别是当蜂窝倒角为90
°
时,也能够抵抗夹层结构成型时高温条件下的侧向压力,扩展的蜂窝夹层结构的使用尺寸范围,对复合材料技术的发展具有较高的应用价值。
48.例如:
49.步骤一,按照大厚度蜂窝夹层结构边缘蜂窝芯材尺寸,厚度为40mm,宽度为50mm,
采用厚度65mm蜂窝,宽度为65mm,按照蜂窝格空方向与蜂窝厚度呈45
°
角进行加工;
50.步骤二,将步骤一加工后的蜂窝与大厚度蜂窝采用胶膜进行拼接,并且在蜂窝上下表面铺贴胶膜和预浸料,在蜂窝边缘侧面采用挡块保护后固化;
51.步骤三,将固化后的蜂窝作为夹芯材料,并在其上下表面铺贴胶膜材料和预浸料材料,然后进行蜂窝和胶膜材料固化,,制备90
°
倒角蜂窝夹层结构。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。