1.本发明涉及机械加工技术领域,特别涉及一种金属环件内外圆成型装置及其实施方法。
背景技术:
2.金属环件在风力发电、电力传输、船舶设备、工程机械、轻工机械、冶金机械等行业得到广泛应用,环件轧制是目前生产高性能环形锻件的首选工艺技术,但环件轧制后,环件的内外圆成型度底,最常见的为毛刺多、不圆润,因此环件的适配性大大降低,同时也影响到使用性、安全性。
技术实现要素:
3.本发明的目的在于提供一种金属环件内外圆成型装置及其实施方法,通过对金属环件的外圆或内圆进行切削成型,使得成型后的金属环件无毛刺、圆润光滑,因而可大大提高设备的适配性、使用性及安全性,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种金属环件内外圆成型装置,包括机台,所述机台的中部设置升降载物台,升降载物台由气缸、导柱和台体组成,气缸安装于机台上,导柱立于气缸外侧的四端,台体设于气缸的正上方,台体的底部与气缸的伸缩杆连接,台体的四端开设柱孔,柱孔与导柱一一对应,导柱的一端插入柱孔,并延伸出台体外;
5.所述升降载物台上设置环件内圆顶固件和环件外圆顶固件,环件内圆顶固件由侧板、第一齿轮、活动板、顶固头和旋钮组成,侧板并行安装于台体上,第一齿轮安装于侧板之间,活动板设于第一齿轮的两侧,活动板的一面贴靠于侧板上,活动板的另一面设有齿槽,齿槽与第一齿轮的齿面啮合,顶固头安装于活动板的一端,旋钮设于第一齿轮的正上方,旋钮的底部连接轴杆,轴杆的一端与第一齿轮连接;
6.环件外圆顶固件由板座、插板和压固板组成,板座的一端通过转轴安装于台体上,板座的另一端开设插孔,插板插入插孔内,并通过螺栓固定,压固板设于插板的一端;
7.所述升降载物台的外侧设置齿环转动组件,齿环转动组件由u型环座、齿环、第二齿轮、导轮、第一电机和内环组成,u型环座安装于机台的两端,齿环套于台体上,齿环的两端分别插入相邻u型环座的弧口内,第二齿轮设于u型环座的弧口处,第二齿轮的齿面与齿环内侧的齿面啮合,导轮并行安装于第二齿轮的两侧,导轮的轮面与齿环内侧的环面相接,第一电机安装于u型环座的上端,第一电机的输出轴伸入u型环座的弧口内,并与第二齿轮连接,内环设于齿环的内侧,并套于台体上,内环的两端通过连接板与齿环连接;
8.所述机台一端的正上方设置环件内外圆修整组件,环件内外圆修整组件由底板、滑杆、机座、第二电机和刀头组成,底板的一端与内环连接,滑杆并行安装于底板的另一端,机座设于滑杆的一端,第二电机安装于机座上,第二电机的输出轴伸至底板的下端,刀头安装于第二电机的输出轴上。
9.优选的,所述顶固头的顶触端为弧面,且弧面与金属环件的内圆弧面相贴合,压固
板的底部设有弧块,弧块的弧面与金属环件的外圆弧面相贴合。
10.优选的,所述台体的中部开设圆槽,环件内圆顶固件设于圆槽内的中部,环件外圆顶固件设于台体边缘的三端。
11.优选的,所述机座的两端设有滑孔,滑孔与滑杆一一对应,机座通过滑孔滑动安装于滑杆上,并通过螺栓固定。
12.本发明提供另一种技术方案:一种金属环件内外圆成型装置的实施方法,包括以下步骤:
13.s1:将金属环件放置于升降载物台中的圆槽内,并转动环件内圆顶固件中的旋钮,从而使顶固头的弧面与金属环件的内圆弧面相贴合,将金属环件固定;
14.s2:推移环件内外圆修整组件中的机座来调整第二电机的位置,以及操控升降载物台中的气缸来带动台体的升降,从而使刀头贴附在金属环件的外圆,然后启动第二电机带动刀头转动;
15.s3:启动齿环转动组件中的第一电机来带动齿环转动,同时内环随齿环做同向转动,进而带动环件内外圆修整组件做圆周运动,从而对金属环件的外圆弧面进行切削;
16.s4:当金属环件的外圆切削成型后,停止齿环转动,并将环件内圆顶固件回复原位,同时重新推移环件内外圆修整组件中的机座来调整第二电机的位置,使刀头贴附在金属环件的内圆;
17.s5:翻动环件外圆顶固件中的板座,使压固板压覆在金属环件上,并使弧块的弧面与金属环件的外圆弧面相贴合,将金属环件固定;
18.s6:重新启动第一电机来带动齿环转动,同时内环随齿环做同向转动,进而带动环件内外圆修整组件做圆周运动,从而对金属环件的内圆弧面进行切削;
19.s7:当金属环件的内圆切削成型后,停止齿环转动,并将环件内圆顶固件回复至初始原位,以及操控升降载物台回复至初始原位,即可将内外圆成型的金属环件从圆槽内取出。
20.与现有技术相比,本发明的有益效果是:
21.本发明提出的一种金属环件内外圆成型装置及其实施方法,通过升降载物台来装载金属环件,并对金属环件的外圆进行切削加工成型时,利用环件内圆顶固件来固定金属环件,在对金属环件的内圆进行切削加工成型时,利用环件外圆顶固件来固定金属环件,通过调节环件内外圆修整组件中的第二电机的位置,以及操控升降载物台中的台体的升降,使刀头贴附在金属环件的外圆或内圆,通过齿环转动组件带动环件内外圆修整组件做圆周运动,从而对金属环件的外圆或内圆进行切削成型,使得成型后的金属环件无毛刺、圆润光滑,因而可大大提高设备的适配性、使用性及安全性。
附图说明
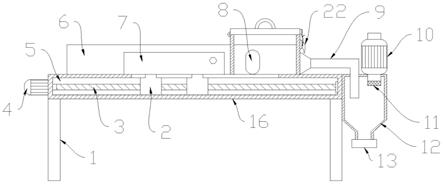
22.图1为本发明的结构主视图;
23.图2为本发明的结构俯视图;
24.图3为本发明的环件外圆顶固俯视图;
25.图4为本发明的环件内圆顶固俯视图;
26.图5为本发明的环件内圆顶固件结构图;
27.图6为本发明的环件外圆顶固件结构图;
28.图7为本发明的环件内外圆修整组件结构图。
29.图中:1、机台;2、升降载物台;21、气缸;22、导柱;23、台体;231、柱孔;232、圆槽;3、环件内圆顶固件;31、侧板;32、第一齿轮;33、活动板;331、齿槽;34、顶固头;35、旋钮;351、轴杆;4、环件外圆顶固件;41、板座;411、插孔;42、插板;43、压固板;431、弧块;5、齿环转动组件;51、u型环座;52、齿环;53、第二齿轮;54、导轮;55、第一电机;56、内环;561、连接板;6、环件内外圆修整组件;61、底板;62、滑杆;63、机座;631、滑孔;64、第二电机;65、刀头。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.参阅图1
‑
7,一种金属环件内外圆成型装置,包括机台1,机台1的中部设置升降载物台2,升降载物台2由气缸21、导柱22和台体23组成,气缸21安装于机台1上,导柱22立于气缸21外侧的四端,台体23设于气缸21的正上方,台体23的底部与气缸21的伸缩杆连接,台体23的四端开设柱孔231,柱孔231与导柱22一一对应,导柱22的一端插入柱孔231,并延伸出台体23外。
32.升降载物台2上设置环件内圆顶固件3和环件外圆顶固件4,环件内圆顶固件3设于台体23的中部开设圆槽232内,环件内圆顶固件3由侧板31、第一齿轮32、活动板33、顶固头34和旋钮35组成,侧板31并行安装于台体23上,第一齿轮32安装于侧板31之间,活动板33设于第一齿轮32的两侧,活动板33的一面贴靠于侧板31上,活动板33的另一面设有齿槽331,齿槽331与第一齿轮32的齿面啮合,顶固头34安装于活动板33的一端,旋钮35设于第一齿轮32的正上方,旋钮35的底部连接轴杆351,轴杆351的一端与第一齿轮32连接。
33.上述中,因顶固头34的顶触端为弧面,且弧面与金属环件的内圆弧面相贴合,故通过转动旋钮35可带动第一齿轮32转动,而第一齿轮32转动则会带动活动板33动作,从而将顶固头34的弧面与金属环件的内圆弧面相贴合,将金属环件固定。
34.环件外圆顶固件4设于台体23边缘的三端,环件外圆顶固件4由板座41、插板42和压固板43组成,板座41的一端通过转轴安装于台体23上,板座41的另一端开设插孔411,插板42插入插孔411内,并通过螺栓固定,压固板43设于插板42的一端。
35.上述中,因压固板43的底部设有弧块431,弧块431的弧面与金属环件的外圆弧面相贴合,故翻动板座41使压固板43压覆在金属环件上,同时利用弧块431的弧面与金属环件的外圆弧面相贴合,将金属环件固定。
36.升降载物台2的外侧设置齿环转动组件5,齿环转动组件5由u型环座51、齿环52、第二齿轮53、导轮54、第一电机55和内环56组成,u型环座51安装于机台1的两端,齿环52套于台体23上,齿环52的两端分别插入相邻u型环座51的弧口内,第二齿轮53设于u型环座51的弧口处,第二齿轮53的齿面与齿环52内侧的齿面啮合,导轮54并行安装于第二齿轮53的两侧,导轮54的轮面与齿环52内侧的环面相接,第一电机55安装于u型环座51的上端,第一电机55的输出轴伸入u型环座51的弧口内,并与第二齿轮53连接,内环56设于齿环52的内侧,
并套于台体23上,内环56的两端通过连接板561与齿环52连接。
37.机台1一端的正上方设置环件内外圆修整组件6,环件内外圆修整组件6由底板61、滑杆62、机座63、第二电机64和刀头65组成,底板61的一端与内环56连接,滑杆62并行安装于底板61的另一端,机座63设于滑杆62的一端,机座63的两端设有滑孔631,滑孔631与滑杆62一一对应,机座63通过滑孔631滑动安装于滑杆62上,并通过螺栓固定,第二电机64安装于机座63上,第二电机64的输出轴伸至底板61的下端,刀头65安装于第二电机64的输出轴上。
38.上述中,推移机座63可调整第二电机64的位置,使刀头65贴附在金属环件的外圆或内圆,通过第一电机55带动第二齿轮53转动,从而会带动齿环52转动,而齿环52转动则会带动环件内外圆修整组件6做圆周运动,同时通过第二电机64带动刀头65高速转动,从而对金属环件的外圆或内圆进行切削。
39.为了更好的展现金属环件内外圆成型装置的实施流程,本实施例现提出一种金属环件内外圆成型装置的实施方法,包括以下步骤:
40.第一步:将金属环件放置于升降载物台2中的圆槽232内,并转动环件内圆顶固件3中的旋钮35,从而使顶固头34的弧面与金属环件的内圆弧面相贴合,将金属环件固定。
41.第二步:推移环件内外圆修整组件6中的机座63来调整第二电机64的位置,以及操控升降载物台2中的气缸21来带动台体23的升降,从而使刀头65贴附在金属环件的外圆,然后启动第二电机64带动刀头65转动。
42.第三步:启动齿环转动组件5中的第一电机55来带动齿环52转动,同时内环56随齿环52做同向转动,进而带动环件内外圆修整组件6做圆周运动,从而对金属环件的外圆弧面进行切削。
43.第四步:当金属环件的外圆切削成型后,停止齿环52转动,并将环件内圆顶固件3回复原位,同时重新推移环件内外圆修整组件6中的机座63来调整第二电机64的位置,使刀头65贴附在金属环件的内圆。
44.第五步:翻动环件外圆顶固件4中的板座41,使压固板43压覆在金属环件上,并使弧块431的弧面与金属环件的外圆弧面相贴合,将金属环件固定。
45.第六步:重新启动第一电机55来带动齿环52转动,同时内环56随齿环52做同向转动,进而带动环件内外圆修整组件6做圆周运动,从而对金属环件的内圆弧面进行切削。
46.第七步:当金属环件的内圆切削成型后,停止齿环52转动,并将环件内圆顶固件3回复至初始原位,以及操控升降载物台2回复至初始原位,即可将内外圆成型的金属环件从圆槽232内取出。
47.本发明提出的一种金属环件内外圆成型装置及其实施方法,通过升降载物台2来装载金属环件,并对金属环件的外圆进行切削加工成型时,利用环件内圆顶固件3来固定金属环件,在对金属环件的内圆进行切削加工成型时,利用环件外圆顶固件4来固定金属环件,通过调节环件内外圆修整组件6中的第二电机64的位置,以及操控升降载物台2中的台体23的升降,使刀头65贴附在金属环件的外圆或内圆,通过齿环转动组件5带动环件内外圆修整组件6做圆周运动,从而对金属环件的外圆或内圆进行切削成型,使得成型后的金属环件无毛刺、圆润光滑,因而可大大提高设备的适配性、使用性及安全性。
48.综上所述:本发明提出的一种金属环件内外圆成型装置及其实施方法,通过对金
属环件的外圆或内圆进行切削成型,使得成型后的金属环件无毛刺、圆润光滑,因而可大大提高设备的适配性、使用性及安全性,解决现有技术问题。
49.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。