1.超声波焊接能够被应用于对接电缆组。在此,由于数字超声波发生器技术和微处理器的应用,现代超声波焊接装置能够精确地实现可重复的方法。在为各种不同的应用和材料设置参数时,通常会求助于经验值。当然,因为破坏性实验通常在焊接过程之后进行,对接过程的监测当然常常带来问题。
2.对于多数用于检查超声波焊接质量的确定参数,需要有零件的破坏性实验。此外,对接点的评价仅在焊接之后进行,即,在过程已经完成时。由此,以此方法仅能进行错误检测。
3.同样在破坏性实验中,由于必须从生产中取出零件,所以生产会受到影响。
4.其它的影响因子,如待对接件的污染或不洁净,会带来其它的无法预计的参数。
技术实现要素:
5.本发明所要解决的技术问题是提供一种用于监测超声波焊接质量的有利的概念。
6.对焊接过程中表征振荡过程的参量的测量和评价,能够实现焊接过程的全面且令人信服的评价。借助于傅里叶分析进行的评价允许对焊接过程的质量进行时间评估。所述质量在此包括超声波焊接的光洁度和/或连接品质。
7.根据第一方面,所述技术问题通过一种用于监测超声波焊接质量的方法来解决,其中在对接过程期间关于至少一个参与到对接过程的待对接件的振荡频率和/或振荡幅度的实际值,和/或至少一个在对接过程中所应用的超声波焊接装置的工具的振荡频率和/或振荡幅度的实际值,借助于利用至少一种被设计为用于量化机械振动的测量装置的测量,采集振荡特性,借助于傅里叶分析来分析所采集的振荡特性且与预先确定的做为参照值的额定值比较。
8.傅里叶分析的应用可以包括应用短期傅里叶分析,从中能够确定振幅、频率或其它参量的时间相关性。短期傅里叶分析的各个窗口部分能够使用合适的窗口函数,尤其是在振幅的计算时使用平顶
‑
窗口,在频率的计算或相位的计算时使用矩形窗口。同样能够应用补零和插值,尤其在带有小的窗口参量的短期傅里叶分析的情况下计算频率时。
9.在一种实施方式中,在对接过程期间使用光学测量装置进行对机械振动的量化。
10.在一种实施方式中,在对接过程期间使用涡流传感器和/或激光测振仪进行对机械振动的量化。激光测振仪能够测量一个或多个测量点,且采集至少一个振荡参数,例如振荡频率或振荡幅度。
11.能够以各种不同的测量方法进行偏转的测量。偏转尤其也能够通过涡流传感器来测量。由此能够避免在焊接过程中的机械损坏。尤其是利用装置测量偏转,也就是,焊头的速度,在所述装置中,涡流传感器尽可能地靠近于焊头表面上的测量点,其与运动方向正交且由此与耦合面成直角。
12.测量点尤其可以位于尽可能靠近耦合面之处,以便在对接区域获得尽可能精确的运动测量。涡流传感器尤其适用于这一技术问题,因为它可以相对容易地布置到振荡系统
的不同点处。由此对工人的限制也小于以激光光学系统方式的测量,例如激光测振仪。两种提到的测量方法的相互组合或与其它测量的结合,能够提高测量的精度。
13.在一种实施方式中,通过测量装置,关于其与额定值的偏差的振荡特性,检查多个测量点。
14.在一种实施方式中,使用焊头上的、砧座上的、第一待对接件尤其是第一导体上的测量点和/或第二待对接件尤其是第二导体上的测量点进行对机械振动的量化,。
15.在一种实施方式中,使用一对未被污染的,尤其清洁的待对接件来确定额定值,作为由待对接件组成的特定对的参照值,且借助于测量装置在对接过程期间通过在一个和/或多个参照点上采集振荡幅度和/或振荡频率,来采集对于机械振动的量化。也可以通过多个这样的参照测量形成平均值。
16.在一种实施方式中,使用所采集的实际值,优选为所采集的振荡幅度和/或振荡频率,与相应的额定值的相对偏差的度量,作为用于光洁度的度量并由此作为待对接件的连接品质的度量。此外,可以设置一种显示装置,在其显示屏上显示一对未被污染的待对接件的参照曲线,且与此叠加地或在同一视图上绘出当前的测量曲线,使得用户可以从所示出的曲线的偏差中识别出与优良焊接的偏差。
17.在一种实施方式中,在所采集的实际值与对应的额定值的相对偏差大于预先确定的极限值时,中断对接过程和/或待对接件被检测为次品。
18.在一种实施方式中,极限值最大为10%,尤其最大可为5%。
19.在一种实施方式中,采集超声波焊接装置的激励频率和在对接过程期间在测量点上所测量的频率之间的频率偏移,且将所述频率偏移与所存储的额定频率偏移进行比较,以便借助于频率偏移的度数采集待对接件的光洁度。
20.根据本发明的第二方面,上述技术问题通过一种用于执行根据第一方面的方法的带有超声波焊接装置和测量装置的设备解决,所述设备被设计用于在对接过程期间采集振荡特性,借助于傅里叶分析来分析所采集的振荡特性,且与预先确定的作为参照值的额定值进行比较,以便监测超声波焊接的质量。测量装置可以包括涡流传感器和/或激光测振仪。
附图说明
21.参照附图更详细地示出了其它的实施例。附图示出了:
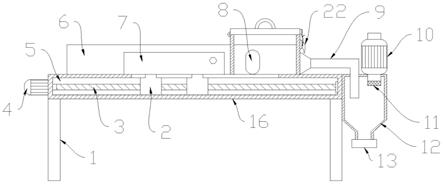
22.图1是根据一个实施例的装置的示意图;
23.图2是根据一个实施例的方法的流程图。
具体实施方式
24.图1示出了根据一个实施例的装置的示意性视图,所述装置带有超声波焊接装置30,包括带有焊头31和砧座32的工具,两者之间布置有待对接件10、20,以便通过焊头31的振荡激励来焊接所述待对接件。
25.超声波焊接装置30被设置为带有光学测量装置40,其被设置为可以采集机械振动特性。在所述的实施例中,测量装置40是激光测振仪。电缆束的电线被用作为待对接件10、20。在另一实施例中应用其它的待对接件。在另一实施例中,测量装置40包括被附接在焊头
表面的涡流传感器。
26.测量装置40用于在对接过程期间采集和量化机械振动,在此是在焊头31上或在待对接件之一10、20上建立的振荡频率。
27.图2示出了根据一个实施例的方法的流程图200。
28.测量装置40在步骤201中采集振荡数据,尤其是频率和振幅,且借助于傅里叶分析方法对它们进行分析。接着,测量装置在步骤203中,将所分析的振荡数据与额定数据或额定参照数据进行比较。如果在步骤205中确认偏差,则如果所述偏差大于允许的极限值,那么此样本会被视作已经污染。
29.如果在步骤205中确认没有偏差或确认偏差小于允许的极限值,则能够将所述焊接评价为优良。
30.附图标记列表
31.10、20待对接件
32.30焊接装置
33.31焊头
34.32砧座
35.40测量装置
36.200流程图
37.201
‑
205方法步骤
技术特征:
1.一种用于监测超声波焊接质量的方法,其中,在对接过程期间关于至少一个参与到对接过程的待对接件(10、20)和/或至少一个在对接过程所应用的超声波焊接装置(30)的工具的振荡频率和/或振荡幅度的实际值的振荡特性借助于以至少一个被设计为用于量化机械振动的测量装置(40)进行的测量来采集,借助于傅里叶分析来分析所采集的振荡特性,且与预先确定的作为参照值的额定值进行比较。2.根据权利要求1所述的方法,其中,在对接过程期间,使用光学测量装置(40)对机械振动进行量化。3.根据权利要求1或2的方法,其中,在对接过程期间,使用涡流传感器和/或激光测振仪(40)对机械振动进行量化。4.根据前述权利要求中任一项所述的方法,其中,通过测量装置(40)对多个测量点关于它们与额定值的偏差的振荡特性进行检查。5.根据权利要求4所述的方法,其中,使用焊头(31)上的、砧座(32)上的、第一待对接件,尤其是第一导体上的和/或第二待对接件,尤其是第二导体上的测量点对它们的机械振动进行量化。6.根据前述权利要求中任一项所述的方法,其中,使用一对未被污染的,尤其是洁净的待对接件(10、20)来确定额定值,作为由待对接件(10、20)组成的特定对的参照值,且借助于测量装置(40)在对接过程期间,通过在一个和/或多个参照点上采集振荡幅度和/或振荡频率,来采集机械振动的量化。7.根据前述权利要求中任一项所述的方法,其中,使用所采集的实际值,优选为所采集的振荡幅度和/或振荡频率,与相应的额定值的相对偏差的度量,作为光洁度的和由此作为待对接件的对接品质的度量。8.根据权利要求7所述的方法,其中,在所采集的实际值与对应的额定值的相对偏差大于预先确定的极限值时,中断对接过程和/或将待对接件检测为次品。9.根据权利要求8所述的方法,其中,所述极限值最大为10%,尤其最大为5%。10.根据前述权利要求中任一项所述的方法,其中,采集在超声波焊接装置(30)的激励频率和在对接过程期间在测量点上所测量的频率之间的频率偏移,且将所述频率偏移与所存储的额定频率偏移进行比较,以便借助频率偏移的度数来采集待对接件(10、20)的光洁度。11.一种用于实施根据权利要求1至10中任一项的方法的装置,带有超声波焊接装置(30)和测量装置(40),所述测量装置被设计为在对接过程期间采集振荡特性,借助于傅里叶分析来分析所采集的振荡特性且与预先确定的作为参照值的额定值比较,以便监测超声波焊接的质量。12.根据权利要求11的装置,其特征在于,所述测量装置(40)包括涡流传感器和/或激光测振仪。
技术总结
本发明涉及一种用于监测超声波焊接质量的方法,其中,在对接过程中关于至少一个参与到对接过程的待对接件(10、20)和/或至少一个在对接过程所使用的超声波焊接装置(30)的工具的振荡频率和/或振荡幅度的实际值的振荡特性借助于以至少一个被设计为用于量化机械振动的测量装置(40)进行的测量来采集。所采集的振荡特性借助于傅里叶分析进行分析,且与预先确定的作为参照值的额定值进行比较。本发明此外涉及一种装置。外涉及一种装置。外涉及一种装置。
技术研发人员:菲利克斯
受保护的技术使用者:利萨
技术研发日:2020.03.31
技术公布日:2021/11/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。