1.本发明涉及一种主轴镀层加工装置,属于机械加工技术领域。
背景技术:
2.主轴是一种典型的轴类零件,在工作中需要承受转矩和弯矩,而且还要求有很高的回转精度。因此,主轴的制造质量将直接影响到机器整体的工作精度和使用寿命。一般主轴在加工过程中需要进行镀层处理,用以提高主轴的回转精度和刚度,使其具有良好的耐磨性和尺寸稳定性。其中,热浸镀工艺是较为传统的一种镀层处理方法。热浸镀是把被镀件浸入到熔融的金属液体中使其表面形成金属镀层的一种工艺方法。
3.现有的主轴热浸镀方法仍然采用人工操作,不仅需要耗费较大的人力成本,而且熔融的金属液体和高温高热的操作环境对人体具有一定的伤害,不利于企业长期稳定的发展。
技术实现要素:
4.本发明的目的是提供一种主轴镀层加工装置。
5.本发明要解决的问题是现有的主轴镀层加工通常采用人工操作,高温高热的操作环境和熔融的金属液体会对人体造成伤害的缺陷。
6.为实现本发明的目的,本发明采用的技术方案是:一种主轴镀层加工装置,包括控制器、轨道、滑车、主轴电机、被加工主轴、预处理清洗槽、助镀槽、热浸镀槽、镀后处理槽、预处理箱、助镀箱、热浸镀箱、镀后处理箱、立式伸缩杆、顶板、出水管、主轴凹槽和位置传感器,其特征是:所述控制器的左侧设有前后两个轨道,每个轨道上设有滑车,滑车上设有主轴电机,主轴电机轴端连接安装被加工主轴,两个轨道之间设有预处理清洗槽、助镀槽、热浸镀槽、镀后处理槽,预处理清洗槽的右侧安装有助镀槽,助镀槽的右侧安装有热浸镀槽,热浸镀槽的右侧安装有镀后处理槽,预处理清洗槽的正上方安装有预处理箱,助镀槽的正上方安装有助镀箱,热浸镀槽的正上方安装有热浸镀箱,镀后处理槽的正上方安装有镀后处理箱,预处理箱、助镀箱、热浸镀箱和镀后处理箱的顶部安装有立式伸缩杆,立式伸缩杆的顶部安装有顶板,预处理清洗槽、助镀槽、热浸镀槽和镀后处理槽内均设有出水管,预处理清洗槽、助镀槽、热浸镀槽和镀后处理槽的左右两侧均设有主轴凹槽,主轴凹槽的正下方安装有位置传感器。
7.进一步的,所述预处理箱的左右两侧安装有第一凹槽,预处理箱的外壁上安装有第一转动电机,第一转动电机上安装有转轴,转轴上安装有连接块,连接块的底部安装有多个碱洗喷头,连接块的右侧安装有多个酸洗喷头,连接块的顶部安装有多个水洗喷头,连接块的背面安装有导管。
8.进一步的,所述助镀箱的左右两侧设有第二凹槽,助镀箱的外壁上设有引风机,助镀箱的内壁上嵌有发热元件。
9.进一步的,所述镀后处理箱的左右两侧设有第三凹槽,镀后处理箱的外壁上安装
有第二转动电机,第二转动电机上安装有转轴,转轴上安装有连接块,连接块的底部安装有多个钝化喷头,连接块的右侧安装有多个磷酸盐喷头,连接块的顶部安装有多个涂油喷头,连接块的背面安装有导管。
10.进一步的,所述立式伸缩杆上安装有电机,电机连接安装有液压泵,液压泵上安装有液压伸缩杆,液压伸缩杆连接安装伸缩杆。
11.进一步的,所述滑车上安装有滑轮,滑轮上安装有第一齿轮,第一齿轮齿轮连接第二齿轮,第二齿轮连接安装滑车电机,滑车电机安装在底板内,底板上安装有液压升降装置,液压升降装置上安装有上支撑板,滑车上安装有刹车片,底板上安装有位置传感器发射装置。
12.本发明的优点是:本装置采用自动化装置,实现机械一体化,避免人工操作,不仅解放了劳动力,而且改善了操作环境,提高工作效率,有利于企业的长远发展;本装置结合热浸镀工艺特点,设置预处理清洗槽、助镀槽、热浸镀槽和镀后处理槽,以及对应的预处理箱、助镀箱、热浸镀箱和镀后处理箱,分区操作,功能简洁明了;并通过位置传感器实现定位处理。
附图说明
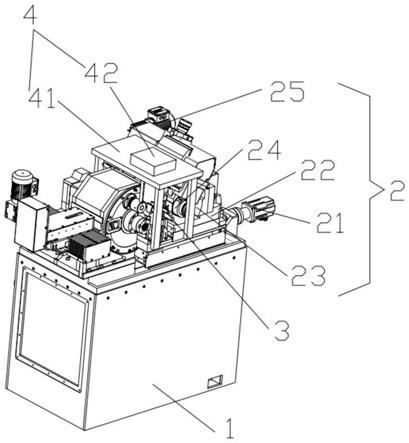
13.图1是一种主轴镀层加工装置的整体结构示意图;图2是一种主轴镀层加工装置的预处理箱的结构示意图;图3是一种主轴镀层加工装置的助镀箱的结构示意图;图4是一种主轴镀层加工装置的镀后处理箱的结构示意图;图5是一种主轴镀层加工装置的立式伸缩杆的结构示意图;图6是一种主轴镀层加工装置的滑车的结构示意图;图中:1、控制器2、轨道滑车3、滑车31、滑轮32、第一齿轮33、第二齿轮34、滑车电机35、底板36、液压升降装置37、上支撑板38、刹车片39、位置传感器发射装置4、主轴电机5、被加工主轴6、预处理清洗槽7、助镀槽8、热浸镀槽9、镀后处理槽10、预处理箱101、第一凹槽102、第一转动电机103、转轴104、连接块105、碱洗喷头106、酸洗喷头107、水洗喷头108、导管11、助镀箱111、第二凹槽112、引风机113、发热元件12、热浸镀箱13、镀后处理箱131、第三凹槽132、第二转动电机133、转轴134、连接块135、钝化喷头136、磷酸盐喷头137、涂油喷头138、导管14、立式伸缩杆141、电机142、液压泵143、液压伸缩杆144、伸缩杆15、顶板16、出水管17、主轴凹槽18、位置传感器。
具体实施方式
14.下面结合附图及实施例对本发明作进一步的说明。
15.一种主轴镀层加工装置,包括控制器1、轨道2、滑车3、主轴电机4、被加工主轴5、预处理清洗槽6、助镀槽7、热浸镀槽8、镀后处理槽9、预处理箱10、助镀箱11、热浸镀箱12、镀后处理箱13、立式伸缩杆14、顶板15、出水管16、主轴凹槽17和位置传感器18,所述控制器1的左侧设有前后两个轨道2,用于提供移动,每个轨道2上设有滑车3,用于提供移动,滑车3上设有主轴电机4,用于提供转动,主轴电机4轴端连接安装被加工主轴5,为被加工物件,两个轨道2之间设有预处理清洗槽6、助镀槽7、热浸镀槽8、镀后处理槽9,被加工主轴5放置在预
处理清洗槽6内,用于预处理清洗,预处理清洗槽6的右侧安装有助镀槽7,用于喷涂助镀剂,助镀槽7的右侧安装有热浸镀槽8,用于盛放镀液,热浸镀槽8的右侧安装有镀后处理槽9,用于镀后处理,预处理清洗槽6的正上方安装有预处理箱10,用于提供预处理,助镀槽7的正上方安装有助镀箱11,用于加热烘干,热浸镀槽8的正上方安装有热浸镀箱12,用于提供密封,镀后处理槽9的正上方安装有镀后处理箱13,用于镀后处理,预处理箱10、助镀箱11、热浸镀箱12和镀后处理箱13的顶部安装有立式伸缩杆14,用于提供升降,立式伸缩杆14的顶部安装有顶板15,用于提供支撑连接,预处理清洗槽6、助镀槽7、热浸镀槽8和镀后处理槽9内均设有出水管16,用于提供液体出口,预处理清洗槽6、助镀槽7、热浸镀槽8和镀后处理槽9的左右两侧均设有主轴凹槽17,用于放置被加工主轴,主轴凹槽17的正下方安装有位置传感器18,用于提供定位。
16.进一步的,所述预处理箱10的左右两侧安装有第一凹槽101,预处理箱10的外壁上安装有第一转动电机102,第一转动电机102上安装有转轴103,转轴103上安装有连接块104,连接块104的底部安装有多个碱洗喷头105,连接块104的右侧安装有多个酸洗喷头106,连接块104的顶部安装有多个水洗喷头107,连接块104的背面安装有导管108。
17.进一步的,所述助镀箱11的左右两侧设有第二凹槽111,助镀箱11的外壁上设有引风机112,助镀箱11的内壁上嵌有发热元件113。
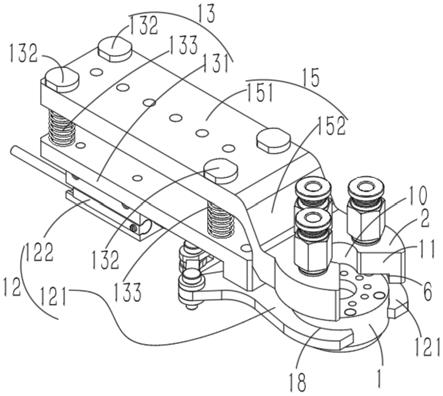
18.进一步的,所述镀后处理箱13的左右两侧设有第三凹槽131,镀后处理箱13的外壁上安装有第二转动电机132,第二转动电机132上安装有转轴133,转轴133上安装有连接块134,连接块134的底部安装有多个钝化喷头135,连接块134的右侧安装有多个磷酸盐喷头136,连接块134的顶部安装有多个涂油喷头137,连接块134的背面安装有导管138。
19.进一步的,所述立式伸缩杆14上安装有电机141,电机141连接安装有液压泵142,液压泵142上安装有液压伸缩杆143,液压伸缩杆143连接安装伸缩杆144。
20.进一步的,所述滑车3上安装有滑轮31,滑轮31上安装有第一齿轮32,第一齿轮32齿轮连接第二齿轮33,第二齿轮33连接安装滑车电机34,滑车电机34安装在底板35内,底板35上安装有液压升降装置36,液压升降装置36上安装有上支撑板37,滑车3上安装有刹车片38,底板35上安装有位置传感器发射装置39。
21.使用方法:将被加工主轴5的轴端连接安装上主轴电机4,启动滑车电机34,滑车3向前移动,当滑车3移动至预处理清洗槽6的主轴凹槽17处时,滑车3上的位置传感器发射装置38发射信号,预处理清洗槽6上的位置传感器18接受信号后,滑车电机34停止转动,滑车3停止向前移动,液压升降装置36向上移动,使主轴电机4放入预处理清洗槽6的主轴凹槽17内,预处理箱10上的立式伸缩杆14开始下降,使预处理箱10盖住预处理清洗槽6,主轴电机4开始转动,碱洗喷头105开始喷射碱洗液,喷射完后,第一转动电机102开始顺时针转动90度,使酸洗喷头106对准被加工主轴5后开始喷射酸洗液,喷射完后,第一转动电机102再顺时针转动90度,使水洗喷头107对准被加工主轴5后开始清洗液,清洗被加工主轴5;当被加工主轴5预处理清洗完成后,滑车3上的液压升降装置36向上移动,使被加工主轴5离开预处理清洗槽6上的主轴凹槽17,滑车3开始向前移动至助镀槽7,使被加工主轴5放入助镀槽7上的主轴凹槽17内,助镀槽7内盛放有助镀剂,主轴电机4开始转动,使被加工主轴5上覆上一层助镀剂,助镀完成后,滑车3上的液压升降装置36向上移动,使被加工主轴5离开助镀槽7上的主轴凹槽17,助镀箱11上的立式伸缩杆14开始下降,盖住被加工主轴5,主轴电机4开始
转动,助镀箱11内的发热元件113开始加热,引风机112开始吸收水分,将被加工主轴5上的水分烘干;烘干完成后,助镀箱11向上移动,被加工主轴5随滑车3继续向前移动至热浸镀槽8,将被加工主轴5放入热浸镀槽8上的主轴凹槽17内,热浸镀槽8内盛装有镀液,将热浸镀箱12上的立式伸缩杆14开始下降,盖住热浸镀槽8,主轴电机4开始转动进行热镀,热镀完成后,热浸镀箱12向上移动移开热浸镀槽8,被加工主轴5向上移动离开热浸镀槽8上的主轴凹槽17,并随滑车3移动至镀后处理槽9,将被加工主轴5放入镀后处理槽9上的主轴凹槽17内后,镀后处理箱13开始下降盖住镀后处理槽9,钝化喷头135喷射酸液,对被加工主轴5进行钝化处理,处理完成后,第二转动电机132顺时针转动,使磷酸盐喷头136对准被加工主轴5进行磷酸盐处理,处理完成后,第二转动电机132顺时针转动,使涂油喷头137对准被加工主轴5进行涂油处理,处理完成后,镀后处理箱13向上移动,被加工主轴5离开镀后处理槽9进行下一道工序。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。