1.本发明涉及一种金属材料及其制造方法,尤其涉及一种石油套管及其制造方法。
背景技术:
2.随着目前国内外油气资源开采深度和难度的增加,地层的流体场、压力场等都将发生很大的变化。油、水井套管的技术状况和受力状况也越来越复杂。我国现今约20%的油水井发生了套管损坏,有的地区甚至达到了50%以上。套管挤毁后,轻则影响原油正常生产,重则会使整口油井报废,由此会带来巨大的经济损失。因此为充分开发现有资源,提高采收率,减少不必要的损失,需要有效解决套管挤毁的问题。
3.目前,国内外在套管挤毁机理、影响因素、检测手段和高抗挤毁性能套管的研制与开发等方面做了大量的研究工作,开发出一系列不同钢级不同规格的高抗挤套管产品,目前已用于油田开发和生产,但是油田服役的工矿条件极其复杂,不同油田间差异也较大,因此对抗挤毁套管提出了更多的差异化需求。
4.公开号为jph11-131189a,公开日为1999年5月18日,名称为“一种钢管的制造方法”的日本专利文献,公开了一种钢管的制造方法,该制造方法提出在750-400℃温度范围内加热,然后在20%或60%变形量以上的范围内进行轧制,生产获得屈服强度950mpa以上、具有良好韧性的钢管产品。不过,由于此工艺技术的加热温度较低,轧制难度较大;此外,轧制温度较低容易产生马氏体组织,而这一微观组织是石油套管产品所不允许出现的微观组织。
5.公开号为jp04059941a,公开日为1992年2月26日,名称为“一种强韧的高强度trip钢”的日本专利文献,其指出通过热处理工艺来控制钢基体中残余奥氏体(20%-45%)和上贝氏体的比例,抗拉强度可以达到120-160ksi。此专利提到的设计成分特点是高碳和高硅,此两种成分可以显著提高强度,但也会降低韧性,同时残余奥氏体会在石油管使用过程中发生组织发生转变(深井油井管使用温度120℃以上),提高强度的同时会降低韧性。
技术实现要素:
6.本发明的目的之一在于提供一种高强度抗挤毁石油套管,该高强度抗挤毁石油套管在化学成分设计中添加了cr、b替代mn来增加钢的淬透性,采用ti抑制了n对晶界的脆化作用,使得石油套管的合金添加成本降低,防止淬火开裂。该高强度抗挤毁石油套管具有高强度、高韧性和高抗挤性能,其屈服强度为758-965mpa,抗拉强度≥862mpa,延伸率≥18%,残余应力≤120mpa,0度横向夏比冲击功≥80j,在φ244.48*11.99mm典型规格下,抗挤毁强度在55mpa以上,超出api标准要求值40%以上,可以满足深井、油气田对油井管提出的强度和抗挤毁性能的要求。
7.为了实现上述目的,本发明提供了一种高强度抗挤毁石油套管,其含有质量百分比如下的下述化学元素:
8.c:0.08-0.18%;
9.si:0.1-0.4%;
10.mn:0.1-0.28%;
11.cr:0.2-0.8%;
12.mo:0.2-0.6%;
13.nb:0.02-0.08%;
14.v:0.01-0.15%;
15.ti:0.02-0.05%;
16.b:0.0015-0.005%;
17.al:0.01-0.05%。
18.进一步地,在本发明所述的高强度抗挤毁石油套管中,其各化学元素质量百分比为:
19.c:0.08-0.18%;
20.si:0.1-0.4%;
21.mn:0.1-0.28%;
22.cr:0.2-0.8%;
23.mo:0.2-0.6%;
24.nb:0.02-0.08%;
25.v:0.01-0.15%;
26.ti:0.02-0.05%;
27.b:0.0015-0.005%;
28.al:0.01-0.05%;
29.余量为fe和其他不可避免的杂质。
30.在本发明所述的高强度抗挤毁石油套管中,各化学元素的设计原理如下所述:
31.c:在本发明所述的高强度抗挤毁石油套管中,c为碳化物形成元素,其可以有效提高钢的强度。当c质量百分比含量低于0.08%时,会使得钢的淬透性降低,从而降低钢的韧性,然而,当c质量百分比含量高于0.18%时,则会显著地恶化钢的偏析,易产生淬火裂纹。因此,为了达到石油套管的高强度的要求,在本发明所述的高强度抗挤毁石油套管中将c元素的质量百分比含量控制在0.08-0.18%之间。
32.在一些优选的实施方式中,c的质量百分比可以控制在0.1-0.16%之间。
33.si:在本发明所述的高强度抗挤毁石油套管中,si元素可以固溶于铁素体,其可以提高钢的屈服强度,但是钢中si元素的添加量不宜过高,太高的si元素会恶化钢的加工性和韧性,但是,需要注意的是,钢中si元素质量百分含量低于0.1%时,会使得石油套管容易氧化。因此,在本发明所述的高强度抗挤毁石油套管中控制si的质量百分比在0.1-0.4%之间。
34.在一些优选的实施方式中,si的质量百分比可以控制在0.15-0.35%之间。
35.mn:在本发明所述的高强度抗挤毁石油套管中,mn为奥氏体的形成元素,其可以提高钢的淬透性。在本发明所述的高强度抗挤毁石油套管的钢种体系中,当mn质量百分比含量小于0.1%时,钢的淬透性会显著降低,钢中马氏体的比例会降低,进而导致钢的韧性降低。然而,需要说明的是,钢中mn元素含量也不宜过高,当mn质量百分比含量大于0.28%时,
易产生成分偏析,产生淬火裂纹。因此,在本发明所述的高强度抗挤毁石油套管中控制mn的质量百分比在0.1-0.28%之间。
36.在一些优选的实施方式中,mn的质量百分比可以控制在0.15-0.25%之间。
37.cr:在本发明所述的高强度抗挤毁石油套管中,cr作为强烈提高淬透性元素和强碳化物形成元素,其可以在回火时析出碳化物,进而提高钢的强度。但需要说明的是,在本发明所述的高强度抗挤毁石油套管的钢种体系中,当cr元素质量百分含量高于0.8%时,容易在晶界析出粗大m
23
c6碳化物,降低钢的韧性,并且容易产生淬火开裂;当cr元素质量百分含量低于0.2%时,淬透性不足。因此,在本发明所述的高强度抗挤毁石油套管中控制cr的质量百分比在0.2-0.8%之间。
38.在一些优选的实施方式中,cr的质量百分比可以控制在0.4-0.7%之间。
39.mo:在本发明所述的高强度抗挤毁石油套管中,mo主要是通过碳化物及固溶强化形式来提高钢的强度及回火稳定性。在本发明所述的高强度抗挤毁石油套管的钢种体系中,当钢中添加mo元素的质量百分比超过0.6%以上时,容易产生淬火裂纹。但是,需要说明的是,一旦mo元素的质量百分比含量低于0.2%时,则石油套管的强度就无法达到高强度的要求。因此,在本发明所述的高强度抗挤毁石油套管中控制mo的质量百分比在0.2-0.6%之间。
40.在一些优选的实施方式中,mo的质量百分比可以控制在0.25-0.5%之间。
41.nb:在本发明所述的高强度抗挤毁石油套管中,nb是钢中细晶和析出强化的元素,其可弥补因碳含量低而引起的强度下降,另外nb元素可以形成nbc析出物,可以有效细化奥氏体晶粒。但需要注意的是,在本发明所述的高强度抗挤毁石油套管的钢种体系中,当钢中nb含量小于0.02%时,其添加产生的作用并不明显,而当nb含量大于0.08%时,则容易形成粗大的nb(cn),从而降低钢的韧性。因此,在本发明所述的高强度抗挤毁石油套管中控制nb的质量百分比在0.02-0.08%之间。
42.在一些优选的实施方式中,nb的质量百分比可以控制在0.02-0.06%之间。
43.v:在本发明所述的高强度抗挤毁石油套管中,v是典型的析出强化元素,可弥补因碳降低而引起的强度的下降。需要注意的是,当钢中v含量小于0.01%时,v元素的强化效果不明显,当钢中v含量高于0.15%时,则容易形成粗大的v(cn),从而降低钢的韧性。因此,在本发明所述的高强度抗挤毁石油套管中控制v的质量百分比在0.01-0.15%之间。
44.在一些优选的实施方式中,v的质量百分比可以控制在0.05-0.12%之间。
45.ti:在本发明所述的高强度抗挤毁石油套管中,ti是强碳氮化物的形成元素,其能够显著地细化钢中奥氏体晶粒,可以弥补因碳含量降低而引起的强度下降。在本发明所述的高强度抗挤毁石油套管的钢种体系中,若钢中ti含量大于0.05%,容易形成粗大的tin,从而降低钢的韧性,若钢中ti含量小于0.02%时,则ti元素不能充分地与n反应形成tin,钢中的b就会与n反应形成bn的脆性相,从而导致钢的韧性降低。因此,在本发明所述的高强度抗挤毁石油套管中控制ti的质量百分比在0.02-0.05%之间。
46.在一些优选的实施方式中,ti的质量百分比可以控制在0.02-0.04%之间。
47.b:在本发明所述的高强度抗挤毁石油套管中,b也是可以显著提高钢的淬透性的元素,在c含量低的钢种中,b元素可以解决因c含量降低而带来的淬透性差的问题。然而,在本发明所述的高强度抗挤毁石油套管的钢种体系中,当钢中b含量低于0.0015%时,b提高
钢的淬透性的作用并不显著,而若钢中b含量过高,高于0.005%时,则易于形成bn脆性相,从而降低钢的韧性。因此,在本发明所述的高强度抗挤毁石油套管中控制b的质量百分比在0.0015-0.005%之间。
48.在一些优选的实施方式中,b的质量百分比可以控制为0.0015-0.003%之间。
49.al:在本发明所述的高强度抗挤毁石油套管中,al是良好的脱氧固氮元素,可以有效细化晶粒,在本发明所述的高强度抗挤毁石油套管中控制al的质量百分比在0.01-0.05%之间。
50.在一些优选的实施方式中,al的质量百分比可以控制为0.015-0.035%之间。
51.进一步地,在本发明所述的高强度抗挤毁石油套管中,其他不可避免的杂质包括s、p和n,其含量满足下列各项的至少其中之一:p≤0.015%,n≤0.008%,s≤0.003%。
52.上述技术方案中,在本发明所述的高强度抗挤毁石油套管中,p、n和s均是钢中不可避免的杂质元素,其在钢中的含量越低越好。
53.进一步地,在本发明所述的高强度抗挤毁石油套管中,其各化学元素质量百分含量满足下述各项的至少其中之一:
54.c:0.1-0.16%;
55.si:0.15-0.35%;
56.mn:0.15-0.25%;
57.cr:0.4-0.7%;
58.mo:0.25-0.5%;
59.nb:0.02-0.06%;
60.v:0.05-0.12%
61.ti:0.02-0.04%;
62.b:0.0015-0.003%;
63.al:0.015-0.035%。
64.进一步地,在本发明所述的高强度抗挤毁石油套管中,其微观组织的回火索氏体。
65.进一步地,在本发明所述的经济型低屈强比高强度钢中,其性能满足下述各项的至少其中之一:屈服强度为758-965mpa,抗拉强度≥862mpa,延伸率≥18%,残余应力≤120mpa,0度横向夏比冲击功≥80j,φ244.48*11.99mm规格抗挤毁强度在55mpa以上,超出api标准要求值40%以上。
66.相应地,本发明的另一目的在于提供一种上述的高强度抗挤毁石油套管的制造方法,该制造方法生产工艺成本较低,采用该制造方法制得的高强度抗挤毁石油套管的屈服强度为758-965mpa,抗拉强度≥862mpa,延伸率≥18%,残余应力≤120mpa,0度横向夏比冲击功≥80j,φ244.48*11.99mm规格抗挤毁强度在55mpa以上,超出api标准要求值40%以上,可以有效满足深井、油气田对油井管提出的强度和抗挤毁性能的要求。
67.为了实现上述目的,本发明提出了上述的高强度抗挤毁石油套管的制造方法,包括步骤:
68.(1)冶炼和连铸;
69.(2)穿孔、轧制和定径;
70.(3)控制冷却:开冷温度为ar3 50℃,终冷温度为≤80℃;冷却过程中仅对套管外
表面进行冷却,而不对套管内壁进行冷却,控制冷却速度为30-70℃/s;
71.(4)回火;
72.(5)热矫直。
73.在本发明所述的制造方法中,不同于常规高强度抗挤毁套管采用的离线淬火 回火的热处理工艺,本发明所述高强度抗挤毁石油套管的制造方法利用热轧后钢管余热进行淬火,去除离线淬火工序,通过采用控制冷却过程,可以起到等同于在线淬火的作用,再配合回火热处理生产,从而可以显著提高生产效率降低生产成本,降低能耗,实现绿色生产。
74.需要说明的是,控制冷却工艺与常规离线淬火区别在于:本发明控制冷却工艺在冷却过程中仅对套管外表面进行冷却,而不对套管内壁进行冷却,这样的冷却方式可以显著降低管体残余应力,有利于抗挤毁性能的提升。但是,需要注意的是,为保证获得的高强度抗挤毁套管具有较高的强度,通常需要加入较多的合金元素提高强化效果,套管在热轧后直接控制冷却时因晶粒畸变储存了较高的能量,在控制冷却过程中易发生开裂,因此本发明所述的制造方法需要对合金种类及含量进行优化设计,防止高强度抗挤毁套管产生裂纹和应力集中,保证生产的安全和质量的稳定。高强度抗挤毁套管中的mn元素易产生枝晶偏析,导致局部合金富集硬度偏高,易产生淬火裂纹,因此为解决低碳钢种的淬透性不足的问题,加入b元素提高淬透性,提高淬火后马氏体含量,回火热处理后形成较均匀的回火索氏体组织,保证高强度抗挤毁石油套管的强度和韧性。
75.进一步地,在本发明所述的制造方法中,在步骤(1)的连铸步骤中,控制钢水过热度低于30℃,连铸拉速为1.6-2.0m/min。
76.进一步地,在本发明所述的制造方法中,在步骤(2)中,圆坯在1260-1290℃的炉内均热,控制穿孔温度为1180-1260℃,控制终轧温度为900-980℃,终轧后的定径温度为850-920℃。
77.进一步地,在本发明所述的制造方法中,在步骤(4)中,回火温度为500-600℃,保温时间50-80min。
78.进一步地,在本发明所述的制造方法中,在步骤(4)中,热矫直温度为400-500℃。
79.本发明所述的高强度抗挤毁石油套管及其制造方法相较于现有技术具有如下所述的优点以及有益效果:
80.本发明所述的高强度抗挤毁石油套管,在化学成分设计中添加了cr、b替代mn来增加钢的淬透性,采用ti抑制了n对晶界的脆化作用,使得石油套管的合金添加成本降低,有效防止淬火开裂。该高强度抗挤毁石油套管的屈服强度为758-965mpa,抗拉强度≥862mpa,延伸率≥18%,残余应力≤120mpa,0度横向夏比冲击功≥80j,在φ244.48*11.99mm的规格下,其抗挤毁强度在55mpa以上,超出api标准要求值40%以上,可以满足深井、油气田对油井管提出的强度和抗挤毁性能的要求。
81.此外,本发明所述的高强度抗挤毁石油套管的制造方法通过采用tmcp技术使得钢材获得较高的强度和较好的韧性,其操作过程简单,生产成本低,易于实现大规模的生产制造,具有良好的经济效益。
具体实施方式
82.下面将结合具体的实施例对本发明所述的高强度抗挤毁石油套管及其制造方法
做进一步的解释和说明,然而该解释和说明并不对本发明的技术方案构成不当限定。
83.实施例1-6和对比例1-4
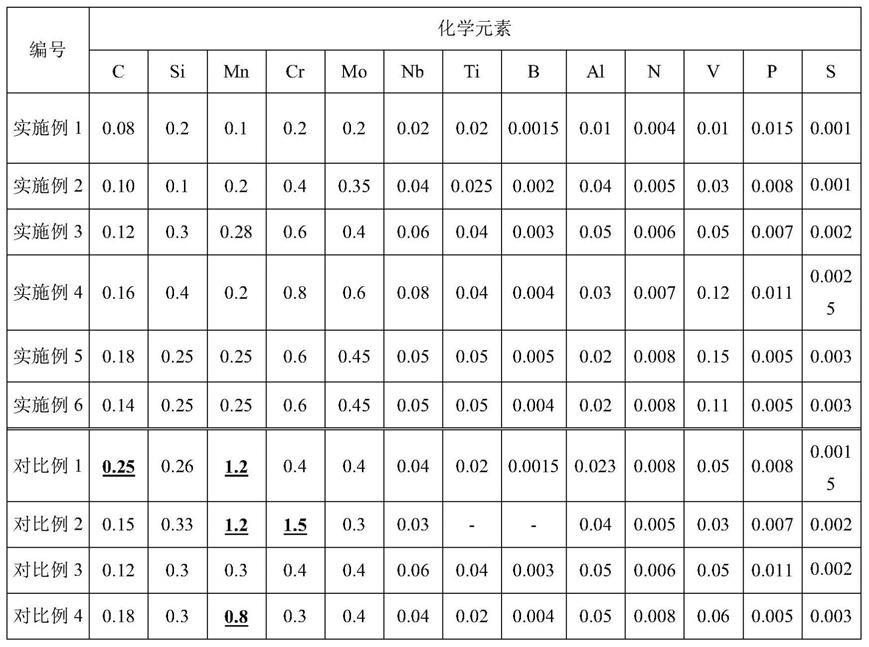
84.表1列出了实施例1-6的高强度抗挤毁石油套管和对比例1-4的套管中各化学元素质量百分比。
85.表1.(wt%,余量为fe和其他除了p、s、n以外的不可避免的杂质)
[0086][0087]
本发明所述实施例1-6的高强度抗挤毁石油套管和对比例1-4的套管均采用以下步骤制得:
[0088]
(1)冶炼和连铸:其中在连铸步骤中,控制钢水过热度低于30℃,连铸拉速为1.6-2.0m/min。
[0089]
(2)穿孔、轧制和定径:圆坯在1260-1290℃的炉内均热,控制穿孔温度为1180-1260℃,控制终轧温度为900-980℃,终轧后的定径温度为850-920℃。
[0090]
(3)控制冷却:开冷温度为ar3 50℃,终冷温度为≤80℃;冷却过程中仅对套管外表面进行冷却,而不对套管内壁进行冷却,控制冷却速度为30-70℃/s。
[0091]
(4)回火:回火温度为500-600℃,保温时间50-80min。
[0092]
(5)热矫直:热矫直温度为400-500℃。
[0093]
需要说明的是,结合参考表1,对比例3的套管化学成分设计虽然与实施例3的高强度抗挤毁石油套管相同,但对比例3的套管在上述制造过程中,在轧制后未采用步骤(3)的控制冷却工艺,采用了离线淬火 回火工艺。其中,淬火温度900℃,保温时间为40min。
[0094]
表2-1和表2-2列出了实施例1-6的高强度抗挤毁石油套管和对比例1-4的套管的制造方法的具体工艺参数。
[0095]
表2-1.
[0096][0097]
表2-2.
[0098][0099][0100]
将上述得到的实施例1-6的高强度抗挤毁石油套管和对比例1-4的套管制成φ244.48*11.99mm规格,并进行各项性能测试,所得测试结果列于表3中。
[0101]
表3列出了实施例1-6的高强度抗挤毁石油套管和对比例1-4的套管的力学性能测试结果。
[0102]
表3.
[0103][0104]
结合表1和表3,实施例1-6的高强度抗挤毁石油套管的化学成分和相关工艺参数均满足本发明设计规范控制要求。对比例1在化学成分设计中的c含量超出了本发明的技术方案所限定的范围;对比例2在化学成分设计中的中未添加b和ti;对比例3中的化学成分设计虽然与实施例3一致,满足本发明化学成分设计规范控制要求,但是对比例3在轧制后未采用控制冷却工艺,采用离线淬火 回火工艺,淬火温度900℃,保温时间为40min,回火工艺参数按表2-2所示,其制得的管体的残余应力明显高于实施例3;对比例4在化学成分设计中的mn和cr超出了本发明的技术方案所限定的范围,使得对比例1-4中的套管的至少一项力学性能未能达到高强度、高韧性和高抗挤性能石油套管的标准。
[0105]
由表3可看出,本发明各实施例的屈服强度均≥758mpa,抗拉强度均≥862mpa,并且0℃横向冲击功均≥80j,延伸率均≥18%,残余应力≤120mpa,抗挤毁强度≥55mpa,超出api标准50%以上(api标准值36.5mpa),即实施例1-6中的高强度抗挤毁石油套管均具有高强度、高韧性和高抗挤毁性能,其能够适合制成深井开采用的石油管。
[0106]
需要注意的是,以上所列举实施例仅为本发明的具体实施例。显然本发明不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本发明公开的内容直接得出或者很容易便联想到的,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。