1.本发明属于环形件加工技术领域,具体涉及一种用于环形件生产的加工装置。
背景技术:
2.环形件在生产过程中,需要将其浸泡在防锈油内进行防锈处理,而在防锈处理前需要对环形件进行打磨,现有的环形件打磨通常是手工打磨,需要将其人工放置于打磨装置上,然后通过固定组件对其进行固定,再对固定后的环形件进行打磨,打磨后在将固定的环形件取下,将未打磨的环形件放置于固定组件,进行下一个环形件的打磨,打磨结束后,工人将打磨好的环形件收集,然后运送至油箱内进行浸泡,增加了工人的劳动强度,费时费力,同时加工效率低。
技术实现要素:
3.本发明的目的在于提供一种用于环形件生产的加工装置,以解决现有技术中导致的上述缺陷。
4.一种用于环形件生产的加工装置,包括工作台及油箱,所述油箱的侧壁固定连接有收纳杆,所述收纳杆上螺纹连接有圆形滑杆,所述圆形滑杆内设有圆形滑槽及与圆形滑槽相连通的限位滑槽,所述限位滑槽内滑动连接有支撑块,所述支撑块上设有用于固定环形件的固定组件,所述工作台上通过支撑柱安装有用于传送环形件的传送组件,所述支撑柱上通过连接块连接有与环形件相对应的弧形挡块,所述工作台上通过安装杆安装有与支撑块相对应的圆形工字轨,所述圆形工字轨上设有行走机构,所述行走机构的底部滑动连接有用于打磨环形件的打磨机构,所述安装杆上设有气缸及z形杆,所述气缸通过z形杆驱动打磨机构远离或靠近支撑块,所述圆形滑槽内设有与环形件配合的驱动组件,所述环形件通过驱动组件驱动所述支撑块收纳或伸出。
5.优选的,所述传送组件包括转轴及驱动转轴转动的传送电机,所述转轴上传动连接有传送带,所述传送带上均布设有磁力吸盘。
6.优选的,所述驱动组件包括圆形安装块及铰接杆,所述圆形安装块内设有通槽,所述通槽内滑动连接有矩形块,所述矩形块与圆形滑槽的底部之间通过复位弹簧连接,所述铰接杆的一端与支撑块铰接,另一端与矩形块铰接,所述矩形块上设有支撑杆,所述支撑杆的顶部设有楔形块一。
7.优选的,所述固定组件包括导向杆一,所述导向杆一固定安装于支撑块上的滑槽一内,所述导向杆一上滑动连接有楔形块二,所述导向杆一上套接有抵压弹簧一,所述抵压弹簧一的一端与楔形块二连接,另一端与滑槽一连接。
8.优选的,所述行走机构包括底盘及行走电机,所述底盘上固定安装有对称设置于圆形工字轨两侧的l形安装杆,所述l形安装杆的水平杆内侧转动安装有行走轮,所述行走电机的输出轴与行走轮固定连接,所述l形安装杆的竖直杆侧转动安装有导向轮,所述底盘的底部设有导向杆二。
9.优选的,所述打磨机构包括与导向杆二滑动连接的弧形安装块,所述导向杆上套接有抵压弹簧二,所述抵压弹簧二的一端与弧形安装块连接,另一端与底盘连接,所述弧形安装块上设有打磨电机,所述打磨电机的输出轴上设有打磨盘。
10.优选的,所述圆形滑竿包括半圆滑杆一及半圆滑杆二,且半圆滑杆一及半圆滑杆二之间通过圆形螺纹块连接,所述半圆形滑杆一及半圆滑杆二上均设有半圆形槽,半圆形槽内设有半圆形块,两个半圆形槽配合形成圆形滑槽,两个半圆形块之间配合形成圆形块,所述支撑杆与圆形块滑动连接,所述半圆滑杆一的内壁上设有矩形卡槽,所述半圆滑杆二的内壁上设有与矩形卡槽相适配的矩形卡块,所述矩形卡槽及矩形卡块上均设有磁铁。
11.优选的,所述圆形安装块由两个半圆形安装块组成,所述半圆形安装块上设有矩形槽及与矩形槽相连通的导向槽和安装槽,两个矩形槽配合形成所述通槽,所述支撑块滑动于所述安装槽内。
12.本发明的优点在于:结构简单,操作便捷,通过设置带有磁力吸盘的传送带及弧形挡块,可以将吸附在磁力吸盘上的环形件掉落至圆形滑杆上,固定组件对掉落至支撑块处的环形件进行固定,然后行走机构带动打磨组件对固定后的环形件进行打磨,免去了人工打磨的麻烦,且在下一个环形件到达弧形挡块前,磁力吸盘上的环形件先挤压楔形块,通过矩形块下移带动支撑块及固定组件滑入限位滑槽内,打磨好的环形件顺着收纳杆滑落至油箱内,对环形件进行防锈处理,同时便于防锈处理后的环形件收集,传送带继续移动,磁力吸盘上的环形件在弧形挡块的作用下掉落至支撑块处,行走机构带动打磨机构继续对环形件进行打磨,提高了环形件打磨的效率。
附图说明
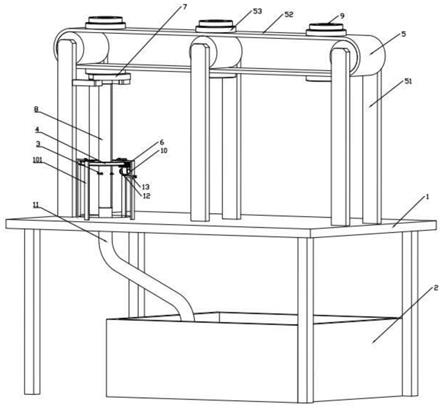
13.图1为本发明的结构示意图。
14.图2为本发明主视图。
15.图3为本发明中半圆滑杆一的内部结构示意图。
16.图4为本发明中半圆滑杆二的内部结构示意图。
17.图5为图3中a点的放大结构示意图。
18.图6为本发明中支撑块及固定组件的结构示意图。
19.图7、图8为本发明中行走机构及打磨机构不同视角的结构示意图。
20.图9为本发明中半圆形安装块的结构示意图。
21.图10为图2中b点的放大结构示意图。
22.其中,1
‑
工作台,101
‑
安装杆,2
‑
油箱,3
‑
固定组件,31
‑
导向杆一,32
‑
楔形块二,33
‑
抵压弹簧一,4
‑
圆形工字轨,5
‑
传送组件,51
‑
支撑柱,52
‑
传送带,53
‑
磁力吸盘,6
‑
行走机构,601
‑
底盘,6011
‑
导向杆二,602
‑
l形安装杆,603
‑
行走轮,604
‑
导向轮,7
‑
弧形挡块,8
‑
圆形滑杆,81
‑
半圆滑杆一,82
‑
半圆滑杆二,83
‑
圆形螺纹块,84
‑
楔形块一,85
‑
支撑杆,86
‑
半圆形块,87
‑
半圆形安装块,871
‑
矩形槽,872
‑
导向槽,873
‑
安装槽,88
‑
支撑块,881
‑
滑槽一,89
‑
半圆形槽,90
‑
磁铁,91
‑
矩形卡槽,92
‑
矩形卡块,93
‑
限位滑槽,94
‑
矩形块,95
‑
铰接杆,96
‑
复位弹簧,9
‑
环形件,10
‑
打磨机构,1001
‑
打磨电机,1002
‑
打磨盘,1003
‑
弧形安装块,1004
‑
抵压弹簧二,11
‑
收纳杆,12
‑
气缸,13
‑
z形杆。
具体实施方式
23.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
24.如图1至图10所示,一种用于环形件生产的加工装置,包括工作台1及油箱2,所述油箱2的侧壁固定连接有收纳杆11,所述收纳杆11上螺纹连接有圆形滑杆8,所述圆形滑杆8内设有圆形滑槽及与圆形滑槽相连通的限位滑槽93,所述限位滑槽93内滑动连接有支撑块88,所述支撑块88上设有用于固定环形件9的固定组件3,所述工作台1上通过支撑柱51安装有用于传送环形件9的传送组件5,所述支撑柱51上通过连接块连接有与环形件9相对应的弧形挡块7,所述工作台1上通过安装杆101安装有与支撑块88相对应的圆形工字轨4,所述圆形工字轨4上设有行走机构6,所述行走机构6的底部滑动连接有用于打磨环形件9的打磨机构10,所述安装杆101上设有气缸12及z形杆13,所述气缸12通过z形杆13驱动打磨机构10远离或靠近支撑块88,所述圆形滑槽内设有与环形件9配合的驱动组件,所述环形件9通过驱动组件驱动所述支撑块88收纳或伸出。
25.在本实施例中,所述传送组件5包括转轴及驱动转轴转动的传送电机,所述转轴上传动连接有传送带52,所述传送带52上均布设有磁力吸盘53,通过电机带动转轴转动,从而实现位于磁力吸盘53上的环形件9的移动。
26.在本实施例中,所述驱动组件包括圆形安装块及铰接杆95,所述圆形安装块内设有通槽,所述通槽内滑动连接有矩形块94,所述矩形块94与圆形滑槽的底部之间通过复位弹簧96连接,所述铰接杆95的一端与支撑块88铰接,另一端与矩形块94铰接,所述矩形块94上设有支撑杆85,所述支撑杆85的顶部设有楔形块一84,环形件9通过磁力吸盘53到达支撑杆85上方后,会先挤压楔形块,支撑杆85带动矩形块94下移,复位弹簧96收缩,铰接杆95一端在导向槽872内下移,另一端拉动支撑块88在限位滑槽93及安装槽873内滑动,支撑块88收纳至限位滑槽93内,当楔形块一84位于环形件9的中心装配孔后,复位弹簧96复位,铰接杆95一端在导向槽872内上移,另一端拉动支撑块88在限位滑槽93及安装槽873内滑动,支撑块88伸出限位滑槽93。
27.在本实施例中,所述固定组件3包括导向杆一31,所述导向杆一31固定安装于支撑块88上的滑槽一881内,所述导向杆一31上滑动连接有楔形块二32,所述导向杆一31上套接有抵压弹簧一33,所述抵压弹簧一33的一端与楔形块二32连接,另一端与滑槽一881连接,环形件9掉落至支撑块88的过程中,先挤压楔形块二32,楔形块二32滑动,抵压弹簧一33收缩,楔形块二32对环形件9的内壁进行挤压,实现环形件9的固定。
28.在本实施例中,所述行走机构6包括底盘601及行走电机,所述底盘601上固定安装有对称设置于圆形工字轨4两侧的l形安装杆602,所述l形安装杆602的水平杆内侧转动安装有行走轮603,所述行走电机的输出轴与行走轮603固定连接,所述l形安装杆602的竖直杆侧转动安装有导向轮604,所述底盘601的底部设有导向杆二6011,行走电机转动带动行走轮603转动,从而实现打磨机构10在圆形工字轨4上的移动。
29.在本实施例中,所述打磨机构10包括与导向杆二6011滑动连接的弧形安装块1003,所述导向杆上套接有抵压弹簧二1004,所述抵压弹簧二1004的一端与弧形安装块1003连接,另一端与底盘601连接,所述弧形安装块1003上设有打磨电机1001,所述打磨电机1001的输出轴上设有打磨盘1002,抵压弹簧二1004推动弧形安装块1003,使打磨电机
1001输出轴上的打磨盘1002与位于支撑块88上的环形件9接触,对该环形件9进行打磨。
30.在本实施例中,所述圆形滑竿包括半圆滑杆一81及半圆滑杆二82,且半圆滑杆一81及半圆滑杆二82之间通过圆形螺纹块83连接,所述半圆形滑杆8一及半圆滑杆二82上均设有半圆形槽89,半圆形槽89内设有半圆形块86,两个半圆形槽89配合形成圆形滑槽,两个半圆形块86之间配合形成圆形块,所述支撑杆85与圆形块滑动连接,所述半圆滑杆一81的内壁上设有矩形卡槽91,所述半圆滑杆二82的内壁上设有与矩形卡槽91相适配的矩形卡块92,所述矩形卡槽91及矩形卡块92上均设有磁铁90,通过设置矩形卡块92及矩形卡槽91,可以对半圆滑杆一81及半圆滑杆二82的安装起到定位的作用,通过设置磁铁90,可以使半圆滑杆一81及半圆滑杆二82合成的圆形滑杆8不容易脱离。
31.在本实施例中,所述圆形安装块由两个半圆形安装块87组成,所述半圆形安装块87上设有矩形槽871及与矩形槽871相连通的导向槽872和安装槽873,两个矩形槽871配合形成所述通槽,所述支撑块88滑动于所述安装槽873内。
32.需要说明的是,本技术中行走机构6行走一圈后,会停留一段时间,到下一个环形件9到达支撑块88上,且装置安装完成后,楔形块一84从底到高的方向与传送带52底面的磁力吸盘53的移动方向相同。
33.本发明的工作过程如下:环形件9吸附在磁力吸盘53上并通过传送带52传送,磁力吸盘53上的环形件9在弧形挡块7的作用下掉落至支撑块88上并被固定组件3固定,气缸12带动z形板复位,打磨电机1001在抵压弹簧二1004的作用下复位,打磨盘1002与待打磨环形件9接触,行走机构6移动带动打磨机构10移动并对待打磨环形件9进行打磨,行走机构6带动打磨机构10对环形件9打磨一圈后停止移动,气缸12带动z形板移动,打磨盘1002与打磨好的环形件9分离,下一个磁力吸盘53带着未打磨环形件9挤压楔形块一84,支撑块88及固定组件3收纳至限位滑槽93内,打磨好的环形件9通过收纳杆11掉落至油箱2内浸泡,打磨好的环形件9套在收纳杆11上,便于收集,磁力吸盘53继续移动,楔形块一84位于环形件9的中心装配孔后,复位弹簧96复位,支撑块88带动固定组件3伸出限位滑槽93,磁力吸盘53继续移动,磁力吸盘53上的环形件9在弧形挡块7的作用下掉落至支撑块88上并被固定组件3固定,气缸12带动z形板复位,行走机构6移动带动打磨机构10移动并对待打磨环形件9进行打磨,重复上述步骤,完成所有环形件9的打磨,打磨完成后的环形件9位于油箱2内并套在收纳杆11上,便于收集。
34.本发明结构简单,操作便捷,通过设置带有磁力吸盘53的传送带52及弧形挡块7,可以将吸附在磁力吸盘53上的环形件9掉落至圆形滑杆8上,固定组件3对掉落至支撑块88处的环形件9进行固定,然后行走机构6带动打磨组件对固定后的环形件9进行打磨,免去了人工打磨的麻烦,且在下一个环形件9到达弧形挡块7前,磁力吸盘53上的环形件9先挤压楔形块,通过矩形块94下移带动支撑块88及固定组件3滑入限位滑槽93内,打磨好的环形件9顺着收纳杆11滑落至油箱2内,对环形件9进行防锈处理,同时便于防锈处理后的环形件9收集,传送带52继续移动,磁力吸盘53上的环形件9在弧形挡块7的作用下掉落至支撑块88处,行走机构6带动打磨机构10继续对环形件9进行打磨,提高了环形件9打磨的效率。
35.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。