1.本实用新型涉及夹具领域,更具体地说,它涉及铣槽夹具。
背景技术:
2.在对工件进行铣槽是会用到夹具进行固定,在轴类加工端面开口槽时,由于轴类工件的特殊性,轴类工件的固定相对复杂,现有的夹具中底部设置底板对工件进行端面支撑,再采用两个v型夹具左右对夹,将工件夹紧后即可对工件进行铣槽。
3.上述方案存在缺陷:1.一组夹具一次只能夹持一个工件,无法满足大量工件的批量铣槽要求,在频繁的拆装工件操作中会浪费较多的时间,增加时间成本;2.底板可以对工件端面进行支撑但位置不可调,无法满足不同长度的工件的夹持要求。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供铣槽夹具,卡座上设有多个加工工位并通过压板进行工件夹紧,此外,工件端面定位板对工件的端面进行定位且前后位置可调,该实用新型具备结构简单、端面定位可调节、可同时夹持多个工件的特点。
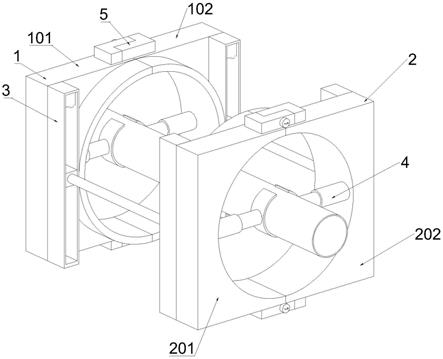
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:铣槽夹具,包括卡座、压板、压板螺钉、工件端面定位板和底座,所述卡座沿长度方向设有用于定位工件的若干卡口,若干所述卡座前后平行且卡口一一对应设在所述底座上,所述底座设在操作台上,所述压板螺钉穿过所述压板将所述压板与所述卡座连接,所述压板能沿所述压板螺钉的螺杆上下移动,用于定位工件端面的所述工件端面定位板设在操作台上,所述工件端面定位板位于所述卡座后端且与所述卡座平行,所述工件端面定位板的位置能沿操作台前后调整。
6.在其中一个实施例中,所述工件端面定位板顶端侧面设有螺纹孔,所述侧面为靠近所述底座的一面,定位螺栓穿过螺纹孔并在另一侧用定位螺母进行固定,所述定位螺栓的头部的顶面与放置在所述卡口内的工件的非铣槽端的端面抵接;由于工件端面定位板的位置沿操作台前后调整属于工件端面定位板位置的粗调,但实际加工的工件长度长短不一,当工件端面定位板的位置沿操作台前后粗调后,工件端面定位板的位置于实际需求位置仍存在一定的距离,但此距离无法通过直接调整工件端面定位板在操作台上的位置来解决时,通过调节定位螺栓的伸缩,使得定位螺栓的头部的顶面与放置在所述卡口内的工件的端面抵接,然后再用定位螺母将定位螺栓锁紧,这样既可以对工件的端面进行定位。
7.在其中一个实施例中,所述工件端面定位板包括定位板底座和定位杆,所述定位板底座设在所述底座上,所述定位杆垂直设在所述定位板底座顶面,所述定位杆与所述卡口前后对齐,所述定位杆的数量与单个所述卡座上的所述卡口的数量相等;工件端面定位板分成定位板底座和定位杆可以减轻工件端面定位板重量,便于工件端面定位板的安装。
8.在其中一个实施例中,所述卡座与所述底座通过螺栓连接,所述底座顶面的左右两侧分别设有安装槽,用于固定所述卡座的螺栓锁紧在所述安装槽内;卡座的安装位置可
以通过安装槽来进行前后调整,使得卡座之间距离和工件的长度相互适配,提高夹具的适用性。
9.在其中一个实施例中,所述卡口为v型卡口;v型卡口可以对工件形成更好的支撑。
10.在其中一个实施例中,所述卡座左右两端分别设有用于定位所述卡座的卡座定位板,所述卡座定位板与所述底座连接;卡座定位板对卡座进行左右两端的定位,防止卡座的左右偏移。
11.在其中一个实施例中,所述卡座的数量为两个,单个所述卡座的卡口的数量至少为两个。
12.在其中一个实施例中,两个所述所述卡口之间的凸台的顶面的中间位置设有与所述压板螺钉适配的螺孔,所述压板的顶面的中间位置设有与所述压板螺钉适配的螺钉通孔,所述压板螺钉穿过螺钉通孔与螺孔螺纹连接,所述压板底面抵接在工件顶部并压紧工件;压板螺钉就压板的顶面的中间位置对压板进行定位,可以减少压板螺钉的使用,便于压板的安装与拆卸。
13.综上所述,本实用新型具有以下有益效果:1.一组夹具一次能夹持多个工件,可以满足大量工件的批量铣槽要求,节省工件的拆装时间;2.工件端面定位板可以对工件进行端面定位,同时,工件端面定位板前后位置位置可调,增强了夹具的适用性。
附图说明
14.图1是本实用新型的结构示意图;
15.图2是图1中a
‑
a的剖视图;
16.图3是本实用新型的卡座的示意图;
17.图4是本实用新型的工件端面定位板的示意图。
18.图中:1
‑
卡座;11
‑
卡口;2
‑
压板;3
‑
压板螺钉;4
‑
工件端面定位板;41
‑ꢀ
定位板底座;42
‑
定位杆;5
‑
底座;6
‑
卡座定位板;7
‑
安装槽。
具体实施方式
19.下面结合附图和实施例,对本实用新型进行详细描述。
20.值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。
21.参见图1
‑
4,铣槽夹具,包括卡座1、压板2、压板螺钉3、工件端面定位板4和底座5,所述卡座1沿长度方向设有用于定位工件的若干卡口11,若干所述卡座1前后平行且卡口11一一对应设在所述底座5上,具体的,靠近底座5后端的所有卡座1的卡口11均与最靠近底座5前端的卡座1的卡口 11一一对应,所述底座5设在操作台上,具体的,操作台上设有多道间隔均匀的固定槽,固定槽的走向与卡口11的厚度方向垂直,固定槽用于安装固定底座5,固定底座5通过螺栓与操作台进行固定,用于固定底座5的螺栓锁紧在固定槽内,所述压板螺钉3穿过所述压板2将所述压板2与所述卡座1 连接,具体的,卡座1顶面设有与压板螺钉3适配螺孔,压板2的顶面上设有与压板螺钉3适配的通孔,压板螺钉3穿过通孔并与螺孔螺纹连接,所述压板2能沿所述压板螺钉3的螺杆上下移动,用于定位工件端面的所述工件端面定位板4设在操作台上,所述工件端面定位板4位于所述卡座1后端且与所述卡座1平行,所述
工件端面定位板4的位置能沿操作台前后调整。
22.在上述实施例中,将工件放置到卡座1的卡口11上,由于靠近底座5 后端的所有卡座1的卡口11均与最靠近底座5前端的卡座1的卡口11一一对应,所以工件将同时放在多个对应的卡口上,并在底座5前端留出铣槽的长度,将压板2压在工件顶部,将压板螺钉3穿过压板2的通孔并与卡座1 顶面的螺孔螺纹连接,进而将压板2紧压在工件上,再将工件端面定位板4 抵接在工件的非铣槽端的端面上并将工件端面定位板4通过螺栓固定在操作台上,以上即完成工件的固定,接着对工件进行铣槽即可。
23.在其中一个实施例中,所述工件端面定位板4顶端侧面设有螺纹孔,所述侧面为靠近所述底座5的一面,定位螺栓穿过螺纹孔并在另一侧用定位螺母进行固定,所述定位螺栓的头部的顶面与放置在所述卡口11内的工件的非铣槽端的端面抵接;具体的,定位螺栓的螺栓头部位于工件端面定位板4靠近底座5的一侧,在工件放置到卡口11内的后,工件端面定位板4对工件的非铣槽端的端面进行抵接定位,此时定位螺栓的螺栓头部靠近螺杆的一面紧贴在工件端面定位板4的侧面上,工件端面定位板4也是通过螺栓与操作台进行固定连接,具体的,用于固定工件端面定位板4的螺栓锁紧操作台的在固定槽内,由于固定槽之间有一定的距离,如果此时定位螺栓的螺栓头部的顶面没有与工件的非铣槽端的端面完全抵接,将定位螺母松开,将定位螺栓向靠近工件的方向旋进直到定位螺栓的螺栓头部的顶面与工件的非铣槽端的端面完全抵接,再将定位螺母拧紧即可。
24.在其中一个实施例中,所述工件端面定位板4包括定位板底座41和定位杆42,所述定位板底座41设在所述底座5上,所述定位杆42垂直设在所述定位板底座41顶面,所述定位杆42与所述卡口11前后对齐,所述定位杆 42的数量与单个所述卡座1上的所述卡口11的数量相等;具体的定位板底座41的顶面的两端均设有分别左右开口的螺栓锁紧槽,螺栓穿过定位板底座 41的螺栓锁紧槽将工件端面定位4与操作台进行连接。
25.在其中一个实施例中,所述卡座1与所述底座5通过螺栓连接,所述底座5顶面的左右两侧分别设有安装槽7,用于固定所述卡座1的螺栓锁紧在所述安装槽7内;具体的,底座5顶面的同一侧各有两个前后对称的安装槽 7,卡座1的两端分别设有通孔,螺栓穿过卡座1两端的通孔并锁紧在安装槽内。
26.在其中一个实施例中,卡口11为v型卡口;v型卡口对工件形成左右对称的点支撑,支撑效果更为稳定。
27.在其中一个实施例中,卡座1左右两端分别设有用于定位所述卡座1的卡座定位板6,所述卡座定位板6与所述底座5连接;具体的,卡座1左右方向的长度与底座5左右方向的长度相等,卡座定位板6通过螺栓固定在底座5的左右两个侧面上。
28.在其中一个实施例中,卡座1的数量为两个,单个所述卡座1的卡口11 的数量至少为两个。
29.在其中一个实施例中,两个所述所述卡口11之间的凸台的顶面的中间位置设有与所述压板螺钉3适配的螺孔,所述压板2的顶面的中间位置设有与所述压板螺钉3适配的螺钉通孔,所述压板螺钉3穿过螺钉通孔与螺孔螺纹连接,所述压板2底面抵接在工件顶部并压紧工件;具体的,压板2的两端分别向左右两端延伸并将工件压紧在卡口11内。
30.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指
出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。