1.本实用新型涉及刀具技术领域,具体为一种支架导销孔加工刀具。
背景技术:
2.支架是起支撑作用的构架,支架的应用极其广泛,工作生活中随处可以遇见,如照相机的三脚架,医学领域用到的心脏支架等,在一些支架的加工中,特别是连接位置,通常需要加工内孔和外圆,而且还需要进行对内孔端口和外圆倒角。
3.现有的加工过程往往是分为多个工序进行配合加工而实现的,多个工序需要多把刀具,成本高,而且要多次加工换刀,所用时间长,加工效率低。
技术实现要素:
4.本实用新型的目的,为了解决多个工序需要多把刀具,成本高,而且要多次加工换刀,所用时间长,加工效率低的技术问题。
5.本实用新型的技术方案是这样实现的:一种支架导销孔加工刀具,包括切削套筒,插接在切削套筒插孔内的中心钻,所述切削套筒外缘设置有螺纹孔,且该螺纹孔内螺纹连接有锁紧螺栓,所述中心钻尾部侧面设有卡合平槽,所述锁紧螺栓与卡合平槽抵触锁紧;所述切削套筒头部设置有安装缺口,所述安装缺口绕切削套筒轴线圆形阵列设置,且安装缺口不少于一个,所述安装缺口侧面安装有刀具。
6.进一步的,所述安装缺口其中一个侧面为竖直面,且该竖直面在切削套筒其中一个径向平面内,所述刀具通过螺栓固定在竖直面底端。
7.进一步的,所述切削套筒头部内设有预留孔,所述预留孔的直径大于切削套筒插孔直径。
8.进一步的,所述切削套筒尾部设有调节孔,所述调节孔内螺纹连接有调节螺栓,所述调节螺栓的端头与中心钻的尾端抵触。
9.进一步的,所述中心钻包括后切削端,固定在后切削端前端的前切削端,所述后切削端的直径大于前切削端的直径,所述后切削端与前切削端通过切削斜面过渡,所述后切削端与前切削端一体化成型。
10.进一步的,所述切削套筒端头外侧面呈倒锥形。
11.本实用新型的有益效果概括为:通过切削套筒加工外圆,通过中心钻加工内孔,并且能在安装缺口内安装倒角刀进行外圆倒角,通过切削斜面能进行内孔倒角,并且能一次加工完成,节省了刀具,降低了成本,缩短了加工时间,提高了加工效率。
附图说明
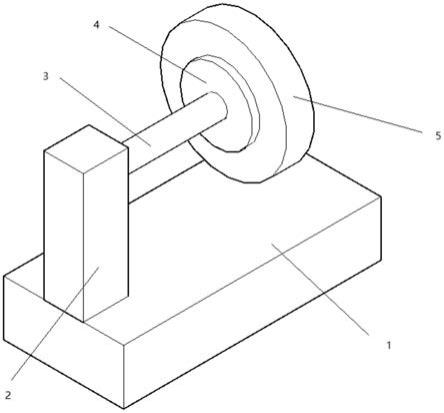
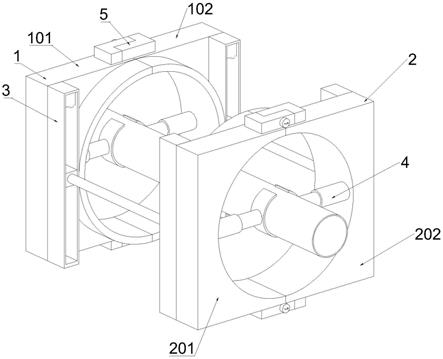
12.图1为本实用新型整体结构示意图。
13.图2为本实用新型切削套筒的结构示意图。
14.图3为本实用新型中心钻的结构示意图。
15.图4为本实用新型调节孔和调节螺栓的位置示意图。
16.图5为本实用新型加工后预留孔对应加工出的凸环示意图。
17.图中:1切削套筒、2中心钻、3锁紧螺栓、4卡合平槽、5安装缺口、6刀具、7竖直面、8预留孔、9调节孔、10调节螺栓、11后切削端、12前切削端、13切削斜面、14凸环、15倒角刀。
具体实施方式
18.为了加深对本实用新型的理解,下面将结合实例和附图对本实用新型一种支架导销孔加工刀具作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
19.如图1至图3所示,一种支架导销孔加工刀具,包括切削套筒1,插接在切削套筒1插孔内的中心钻2,切削套筒1外缘设置有螺纹孔,且该螺纹孔内螺纹连接有锁紧螺栓3,中心钻2尾部侧面设有卡合平槽4,锁紧螺栓3与卡合平槽4抵触锁紧;切削套筒1头部设置有安装缺口5,安装缺口5绕切削套筒1轴线圆形阵列设置,且安装缺口5不少于一个,安装缺口5侧面安装有刀具6,中心钻2主要是在零件上钻出内孔,切削套筒1主要是通过刀具6在零件上加工外圆,中心钻2和切削套筒1同时工作,能代替现有技术中先钻孔再加工外圆的工序,能有效节省加工时间,提高了加工效率;安装缺口5其中一个侧面为竖直面7,且该竖直面7在切削套筒1其中一个径向平面内,刀具6通过螺栓固定在竖直面7底端,竖直面7主要是便于安装刀具6,同时使刀具6切削刃与切削套筒1外缘切线垂直,使刀具6切削刃能最大化切削,在切削时使刀具6受力更均匀;切削套筒1头部内设有预留孔8,预留孔8的直径大于切削套筒1插孔直径,预留孔8主要是预留不切削的空位,主要是为了加工出凸环14;切削套筒1尾部设有调节孔9,调节孔9内螺纹连接有调节螺栓10,调节螺栓10的端头与中心钻2的尾端抵触,通过旋转调节螺栓10,即可使调节螺栓10的端头向前抵出中心钻2,其主要用来调节中心钻2在切削套筒1内的位置;中心钻2包括后切削端11,固定在后切削端11前端的前切削端12,后切削端11的直径大于前切削端12的直径,后切削端11与前切削端12通过切削斜面13过渡,后切削端11与前切削端12一体化成型,后切削端11和前切削端12主要是为了加工出两个不同直径的同心孔,切削斜面13主要是给两个不同直径同心孔的过渡位置处进行切削倒角;切削套筒1端头外侧面呈倒锥形,倒锥形主要是减小切削套筒1端头的直径,在切削旋转时,甩动更小,同轴度更好。
20.使用说明:下面将举例一加工方式来具体演示本实用新型的使用方法,在实际中有一支架的加工工部为:(1)钻内孔、(2)内孔端口倒角、(3)套铣外圆、(4)外圆倒角,现有的技术只能按照顺序来依次加工,需要切换四把刀,所用时间为:加工时间 换刀时间,加工时间84秒,换刀时间129秒(换刀及空刀、非加工进给时间),总共213秒;
21.改进后的工步及加工刀具:选用两个安装缺口5的切削套筒1,且在其中一个安装缺口5的竖直面7底端安装刀具6,刀具6进行(3)套铣外圆,在另一个安装缺口5的竖直面7底端安装倒角刀15,进行(4)外圆倒角,再切削套筒1内插接中心钻2,并通过锁紧螺栓3锁紧,进行(1)钻内孔,通过旋转调节螺栓10调节,使中心钻2后移,中心钻2的切削斜面13进行(2)内孔端口倒角;这种方式由原四把刀分别加工改为一把复合刀具一次加工完成,节省三把刀具换刀、空刀非加工进给时间,节省中心端口倒角和外圆倒角及外圆套铣时间约192秒,改进后,每班预计可增加产量25件,极大的缩短了加工时间,提高了加工效率,提高了产能。
22.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种支架导销孔加工刀具,其特征在于:包括切削套筒(1),插接在切削套筒(1)插孔内的中心钻(2),所述切削套筒(1)外缘设置有螺纹孔,且该螺纹孔内螺纹连接有锁紧螺栓(3),所述中心钻(2)尾部侧面设有卡合平槽(4),所述锁紧螺栓(3)与卡合平槽(4)抵触锁紧;所述切削套筒(1)头部设置有安装缺口(5),所述安装缺口(5)绕切削套筒(1)轴线圆形阵列设置,且安装缺口(5)不少于一个,所述安装缺口(5)侧面安装有刀具(6)。2.根据权利要求1所述的一种支架导销孔加工刀具,其特征在于:所述安装缺口(5)其中一个侧面为竖直面(7),且该竖直面(7)在切削套筒(1)其中一个径向平面内,所述刀具(6)通过螺栓固定在竖直面(7)底端。3.根据权利要求2所述的一种支架导销孔加工刀具,其特征在于:所述切削套筒(1)头部内设有预留孔(8),所述预留孔(8)的直径大于切削套筒(1)插孔直径。4.根据权利要求3所述的一种支架导销孔加工刀具,其特征在于:所述切削套筒(1)尾部设有调节孔(9),所述调节孔(9)内螺纹连接有调节螺栓(10),所述调节螺栓(10)的端头与中心钻(2)的尾端抵触。5.根据权利要求4所述的一种支架导销孔加工刀具,其特征在于:所述中心钻(2)包括后切削端(11),固定在后切削端(11)前端的前切削端(12),所述后切削端(11)的直径大于前切削端(12)的直径,所述后切削端(11)与前切削端(12)通过切削斜面(13)过渡,所述后切削端(11)与前切削端(12)一体化成型。6.根据权利要求5所述的一种支架导销孔加工刀具,其特征在于:所述切削套筒(1)端头外侧面呈倒锥形。
技术总结
本实用新型涉及刀具技术领域,公开了一种支架导销孔加工刀具,包括切削套筒,插接在切削套筒插孔内的中心钻,切削套筒外缘设置有螺纹孔,且该螺纹孔内螺纹连接有锁紧螺栓,中心钻尾部侧面设有卡合平槽,锁紧螺栓与卡合平槽抵触锁紧;切削套筒头部设置有安装缺口,安装缺口绕切削套筒轴线圆形阵列设置,且安装缺口不少于一个,安装缺口侧面安装有刀具,中心钻主要是在零件上钻出内孔,切削套筒主要是通过刀具在零件上加工外圆,中心钻和切削套筒同时工作,能代替现有技术中先钻孔再加工外圆的工序,能有效节省加工时间,提高了加工效率;本实用新型一次加工完成,节省了刀具,降低了成本,缩短了加工时间,提高了加工效率。提高了加工效率。提高了加工效率。
技术研发人员:孙海利 戚大彬 徐鹏飞
受保护的技术使用者:山东隆基步德威制动钳有限公司
技术研发日:2021.05.25
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。