1.本技术涉及机械化生产领域,尤其涉及一种抓料安装设备及安装方法。
背景技术:
2.随着社会的不断发展,机械自动化在生产加工中的应用越来越多。在线式组装自动化生产过程中,产品固定在定位治具上,定位治具随生产线移动,完成产品的组装。由于定位治具的重复性不好,导致定位治具每次在同一工站停的位置有所差异,因此影响产品的组装。尤其对于比较细小的零件,由于定位治具的位置差异,导致装配到产品上的零件定位不准确,出现组装不到位的情况,影响产品质量。
技术实现要素:
3.有鉴于此,有必要提供一种抓料安装设备及安装方法,其定位准确,安装精度高。
4.本技术的实施例提供一种抓料安装设备,连接于机械手,用于将零件安装在位于定位治具的产品上,包括抓料模组,用于抓取零件,所述抓料安装设备还包括机架和装设于所述机架上的定位模组及下压模组,所述定位模组包括微调组件和定位组件,所述微调组件连接于所述机架及定位组件,用于对所述定位组件进行横向调节,以使所述定位组件与定位治具的位置相对固定,所述定位组件还连接于所述抓料模组,所述下压模组用于挤压所述定位组件,以使所述抓料模组的零件安装于产品上。
5.进一步的,在本技术的一些实施例中,所述微调组件包括连杆和第二弹性件,所述连杆贯穿所述定位组件且固定于所述机架,所述第二弹性件套设于所述连杆上。
6.进一步的,在本技术的一些实施例中,所述定位组件包括对中板和连接于所述对中板的定位板,所述对中板滑动套设于所述连杆上且位于所述第二弹性件之间,所述定位板上设有固定孔,用于套设于固定治具的定位柱上。
7.进一步的,在本技术的一些实施例中,所述下压模组包括驱动装置和连接于所述驱动装置的压头,所述压头贯穿所述机架并正对所述对中板,所述驱动装置用于驱动所述压头顶靠在所述对中板上,以对所述定位组件的位置进行复位。
8.进一步的,在本技术的一些实施例中,所述对中板上设有对中槽,所述压头活动设置于所述对中槽内。
9.进一步的,在本技术的一些实施例中,所述下压模组还包括活动板和顶杆,所述活动板套设于所述驱动装置和压头之间,所述顶杆一端固定于所述活动板上,另一端贯穿所述机架延伸至所述定位板,用于压紧所述定位组件。
10.进一步的,在本技术的一些实施例中,所述下压模组还包括挡块,所述挡块固定于所述机架上,所述活动板设置于所述挡块之间,用于限制所述活动板的移动距离。
11.进一步的,在本技术的一些实施例中,所述压头包括连接部和连接于所述连接部的抵持部,所述连接部贯穿所述机架且连接于所述驱动装置,所述抵持部卡持于所述机架远离所述驱动装置的一侧。
12.进一步的,在本技术的一些实施例中,所述压头还包括稳固件,所述稳固件固定于所述机架上,所述连接部贯穿所述稳固件。
13.本技术的实施例还提供一种采用所述抓料安装设备的安装方法,包括以下步骤:
14.控制机械手带动抓料安装设备移动,通过抓料模组抓取待安装零件,并使定位板套设于定位柱上;
15.控制驱动装置带动压头移动,使压头抵靠机架,并使顶杆移动压紧定位板使待安装零件安装到产品上;
16.控制机械手带动抓料安装设备移动,使定位柱从定位板中拔出,驱动装置控制压头顶靠在对中槽内,使顶杆、活动板及驱动装置远离定位板,直至活动板抵靠挡块,驱动装置停止工作,等待一下安装流程。
17.上述抓料安装设备通过设置微调组件和定位组件,使抓料安装设备能够调整定位组件的位置,便于所述定位组件固定于定位治具上,以自适应定位治具位置的差异,保证零件的安装精度和产品质量。
附图说明
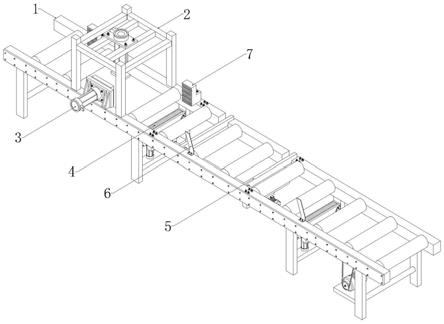
18.图1为本技术一实施方式中的抓料安装设备的结构示意图。
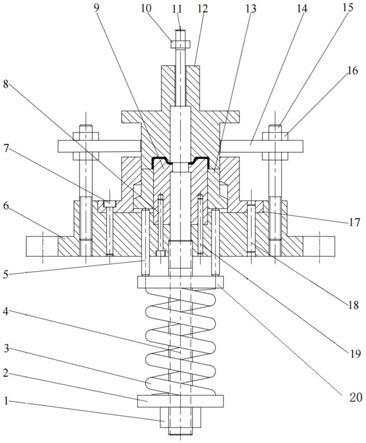
19.图2为本技术一实施方式中的抓料安装设备的截面示意图。
20.图3为本技术一实施方式中的定位模组的结构示意图。
21.主要元件符号说明
22.[0023][0024]
如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
[0025]
下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
[0026]
需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
[0027]
除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
[0028]
本技术的实施例提供一种抓料安装设备,连接于机械手,用于将零件安装在位于定位治具的产品上,包括抓料模组,用于抓取零件,所述抓料安装设备还包括机架和装设于所述机架上的定位模组及下压模组,所述定位模组包括微调组件和定位组件,所述微调组件连接于所述机架及定位组件,用于对所述定位组件进行横向调节,以使所述定位组件与定位治具的位置相对固定,所述定位组件还连接于所述抓料模组,所述下压模组用于挤压所述定位组件,以使所述抓料模组的零件安装于产品上。
[0029]
本技术的实施例还提供一种采用所述抓料安装设备的安装方法,包括以下步骤:
[0030]
控制机械手带动抓料安装设备移动,通过抓料模组抓取待安装零件,并使定位板套设于定位柱上;
[0031]
控制驱动装置带动压头移动,使压头抵靠机架,并使顶杆移动压紧定位板使待安装零件安装到产品上;
[0032]
控制机械手带动抓料安装设备移动,使定位柱从定位板中拔出,驱动装置控制压头顶靠在对中槽内,使顶杆、活动板及驱动装置远离定位板,直至活动板抵靠挡块,驱动装置停止工作,等待一下安装流程。
[0033]
上述抓料安装设备通过设置微调组件和定位组件,使抓料安装设备能够调整定位组件的位置,以使所述定位组件固定于定位治具上,以自适应定位治具位置的差异,上述抓料安装设备的安装方法,保证零件的安装精度和产品质量。
[0034]
下面结合附图,对本技术的一些实施方式作详细说明。
[0035]
请参阅图1,图1所示抓料安装设备100,在一实施方式中,用于抓取零件并安装到位于定位治具的产品上。所述抓料安装设备100包括机架10、下压模组20、定位模组30及抓料模组40。所述下压模组20和定位模组30装设于所述机架10上,所述抓料模组40固定于所述定位模组30上。
[0036]
所述机架10包括连接板11、侧板12及挡板13。所述连接板11的两端均连接于所述侧板12,所述连接板11上设有贯穿所述连接板11的安装孔,用于连接机械手,以控制所述抓料安装设备100移动。所述挡板13的两端均分别连接于所述侧板12。在一实施方式中,所述侧板12垂直于所述连接板11和挡板13,所述挡板13与连接板11平行设置。所述机架10还包括固定板14,所述固定板14分别固定于所述挡板13的远离所述连接板11的一侧,所述固定板14垂直于所述挡板13且与所述侧板12大致位于同一直线上,所述固定板14用于固定所述定位模组30。
[0037]
请参阅图2,所述下压模组20包括挡块21、顶杆22、活动板23、驱动装置24及压头25。所述挡块21分别设置于所述侧板12的相对侧,用于控制所述活动板23的位置。在一实施方式中,所述挡块21大致为l形结构。
[0038]
所述顶杆22一端贯穿所述挡板13且活动连接于所述挡板13,另一端固定于所述活动板23上。所述顶杆22贯穿所述挡板13的一端延伸至邻近所述定位模组30的位置。所述顶杆22上套设有第一弹性件221,所述第一弹性件221位于所述活动板23与所述挡板13之间的,用于复位所述顶杆22和驱动装置24。在一实施方式中,所述顶杆22大致为圆柱形结构,所述第一弹性件221为弹簧。可以理解的是,所述第一弹性件221不限于上述的限定,还可以为其他弹性件,如橡胶类弹性件,只要能复位所述顶杆22和驱动装置24即可。在一实施方式中,所述顶杆22的数量为两个,分别固定于所述活动板23的两端以及贯穿所述挡板13。在一实施方式中,所述顶杆22贯穿所述挡板13的一端设有顶块,所述顶块的横截面面积大于所述顶杆22,用于增大与所述定位模组30的接触面积,增加顶压在所述定位模组30上的稳定性。
[0039]
所述活动板23浮动设置于两个所述挡块21之间,所述活动板23远离所述顶杆22的一侧设有所述驱动装置24,所述驱动装置24的连接轴贯穿所述活动板23且连接于所述压头25,用于驱动所述压头25移动。在一实施方式中,所述驱动装置24为气缸,所述气缸通过电
磁阀进行控制泄压或冲压状态。可以理解的是,所述驱动装置24不限于上述的气缸,还可以为其他的驱动结构,如油缸等。
[0040]
所述压头25包括连接部251和连接于所述连接部251的抵持部252,所述连接部251贯穿所述挡板13且连接于所述驱动装置24,所述抵持部252的横截面面积大于所述连接部251,用于卡持于所述挡板13远离所述驱动装置24的一侧。在一实施方式中,所述抵持部252大致为半球形结构,所述抵持部252的平面抵靠所述挡板13,球形面活动抵靠于定位模组30上。在一实施方式中,所述连接部251的一端设有稳固件253,所述稳固件253固定于所述挡板13上,所述连接部251贯穿所述稳固件253连接于所述驱动装置24,所述稳固件253用于在所述压头25移动过程中,提升移动的稳定性,避免晃动。
[0041]
所述下压模组20在使用时,通过所述驱动装置24驱动所述压头25向靠近所述驱动装置24一侧移动,使其抵靠所述挡板13,此时所述压头25无法在向上移动,所述驱动装置24继续受到控制回缩,由于力的反作用力,所述驱动装置24、活动板23以及顶杆22向下移动,使所述顶杆22顶压在所述定位模组30上。
[0042]
请参阅图3,所述定位模组30包括微调组件31以及连接于所述微调组件31的定位组件32。所述微调组件31包括连杆311和套设于所述连杆311上的第二弹性件312。所述连杆311贯穿所述定位组件32,所述连杆311的两端分别固定于所述固定板14,所述连杆311的两端均套设有所述第二弹性件312,所述第二弹性件312位于所述固定板14与所述定位组件32之间,用于复位所述定位组件32的位置。在一实施方式中,所述第二弹性件312为弹簧。可以理解的是,所述第二弹性件312不限于上述的限定,还可以为其他弹性件,如橡胶类弹性件,只要能复位所述定位组件32即可。在一实施方式中,所述微调组件31包括两个所述连杆311,两个所述连杆311平行设置。
[0043]
所述定位组件32包括对中板321和连接于所述对中板321的定位板322。所述对中板321滑动设置于所述连杆311上且位于所述第二弹性件312之间。所述对中板321上设有对中槽3211,所述对中槽3211的位置正对所述抵持部252,用于通过所述抵持部252抵持在所述对中槽3211中,以使所述定位组件32回到原始位置。在一实施方式中,所述对中板321和定位板322一体成型,所述对中板321大致为长方体结构。所述定位板322的一侧设有定位孔3221,所述定位孔3221用于卡持定位柱3222。在一实施方式中,所述定位柱3222设置于固定治具上或加工位邻近生产线的位置,所述定位孔3221到产品的安装位置和所述定位柱3222到待安装零件的距离相同,因此只需要将所述定位孔3221套设在所述定位柱3222上,即可保证待安装零件能准确安装到产品上。在一实施方式中,所述定位柱3222端部的直径小于其他位置,便于卡持进所述定位孔3221内。在一实施方式中,所述对中板321与所述连杆311之间存在部分矿量,用于所述下压模组20顶压所述定位板322,使所述定位组件32向产品方向移动。在另一实施方式中,所述连杆311与所述固定板14之间存在矿量。在一实施方式中,矿量可以通过挤压设置在上述连接处的橡胶垫产生。
[0044]
所述抓料模组40固定于所述定位板322远离所述对中板321的一侧,所述抓料模组40包括真空吸嘴以及气管接头,所述气管接头用于连同外部气动设备,并通过所述真空吸嘴抓取待安装零件101。
[0045]
一种上述抓料安装设备100的安装方法,具体包括以下步骤:
[0046]
控制机械手带动抓料安装设备移动抓取待安装零件,并使定位板套设于定位柱
上;具体为,控制机械手移动先通过抓料模组40抓取待安装零件,然后向下移动,通过微调组件31使定位组件32在水平方向移动,以使定位柱3222插入定位孔3221中,以固定定位组件32的位置,此时待安装零件的位置对正产品的安装位置。可以理解的是,定位柱3222被设置为对准定位孔3221的位置,当存在偏差,定位柱3222的部分可以碰触到定位孔3221,此时无法准确插入定位孔3221中,通过机械手向下的力使定位板322沿连杆311移动,进而使定位柱3222准确插入定位孔3221中。
[0047]
控制驱动装置带动压头移动,使压头抵靠挡板,并使顶杆移动压紧定位板使待安装零件安装到产品上;具体为,驱动装置24回缩使压头抵靠挡板13,此时驱动装置24继续工作,受到力的相互作用,驱动装置24、活动板23及顶杆22向下移动,顶杆22抵靠并压紧定位板322,使抓料模组40上的待安装零件安装到产品上。初始状态时,驱动装置24处理泄压状态,驱动装置24受到压头25的重力影响向下伸长,压头25顶靠在对中板321的对中槽3211中,保证定位组件32回到初始位置。
[0048]
机械手带动抓料安装设备移动,使定位柱从定位板中拔出,驱动装置控制压头远离挡板并顶靠在对中槽内,使顶杆、活动板及驱动装置远离定位板,直至活动板抵靠挡块,驱动装置停止工作,等待一下安装流程。具体为,机械手带动抓料安装设备100向上移动,使定位柱3222从定位孔3221中拔出,压头25顶靠在对中板321的对中槽3211中后,无法继续向下移动,此时驱动装置24继续工作,受到力的相互作用,驱动装置24、活动板23及顶杆22向上移动直至活动板23顶靠挡块21,驱动装置24停止工作,各组件回到初始位置,等待一下动作流程。
[0049]
定位组件32由于在自适应定位过程中,位置会产生变化,为保证下一个待安装零件能被抓取到,定位组件32需要回到最原始的位置,因此在定位柱3222拔出定位孔3221后,需要驱动装置24带动压头25下压,使压头顶靠在对中板321上,以使压头25顶靠对中槽3211,使定位组件32回到最原始的位置。
[0050]
上述抓料安装设备通过设置微调组件和定位组件,使抓料安装设备能够调整定位组件的位置,便于所述定位组件固定于定位治具上,以自适应定位治具位置的差异,保证零件的安装精度和产品质量。
[0051]
本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本技术要求公开的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。