1.本实用新型涉及齿轮泵用齿轮轴铣扁式的自动加工设备,属于机械制造技术领域。
背景技术:
2.在日新发展的时代,工业4.0已接近于现实,工业自动化已悄然成为工业时代的主流,工业自动化可以提高生产效率,减少人员,降低生产成本等优势,对生产的产量、产品合格率、产品不良率等信息皆可实时控制。自动化设备可减少出错率,每一步骤可实时监测,可实现发现错误及时提醒并纠正。
3.该项目建设主要将部分人工操作的步骤由设备替代,减少人员劳动强度,降低出错率,提高效率。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的不足,提供一种齿轮轴铣扁式自动加工装备,其结构简单、适用产品型号广、操作方便、加工尺寸精度高、制造成本低,能大大节约人工成本,降低劳动强度,提高生产效率。
5.按照本实用新型提供的技术方案,所述铣扁式自动加工装备,包括上下料工位和平行铣削机工位,所述上下料工位包括电控箱、上掀护罩、示教器、pc观察窗、上下料模组、移栽夹取模组及夹取机构,所述电控箱底部设有地脚,电控箱安装在上下料模组的下方,实现电缸等的逻辑控制;所述上下料模组设于电控箱的上部,所述移栽夹取模组设于上下料模组的上部,所述移栽夹取模组包括z轴电缸模组、x轴电缸模组及方通支柱,所述z轴电缸模组及x轴电缸模组靠方通支柱与上下料模组链接,所述z轴电缸模组下连接夹取机构,所述夹取机构与弹性气爪连接;
6.所述平行铣削机工位包括底座、平行铣削机、平行铣削机罩子及操作面板,所述底座与地面相连接,底座上部与平行铣削机罩子相连接,所述平行铣削机设于平行铣削机罩子内;
7.所述移栽夹取模组的一端固定于上下料工位内,另一端固定于平行铣削机工位内,所述夹取机构可通过x轴电缸模组的滑道在上下料工位和平行铣削机工位内部移动。
8.按照本实用新型的进一步改进,所述平行铣削机包括主轴油缸、滑块、夹具工装、加工刀具、变速机构及底座等;所述刀具装于底座部分,底座与机架固定,所述主轴油缸和滑块通过工装安装在底座上方,所述夹具工装设于滑块上,所述变速机构在机架内部,位于底座下方。
9.按照本实用新型的进一步改进,所述上下料模组包括产品托盘、对射检测传感器、导轨及y轴电缸模组;所述上下料模组配有相应的工装来定位,且工装分上下两层;分别装有两根导轨,配有两个y轴电缸模组,通过两个y轴电缸模组实现交替工作;在上下料模组上还装有对射检测传感器,检测是否有产品被装反;所述产品托盘放置在与y轴电缸模组相关
联的导轨上。
10.按照本实用新型的进一步改进,所述上下料模组还包括启动按钮和停止按钮,所述启动按钮和停止按钮分别安装在上下料模组前端。
11.按照本实用新型的进一步改进,所述上下料模组外置部分上装有上掀护罩,上掀护罩在产品托盘放置完成后放下。
12.按照本实用新型的进一步改进,所述平行铣削机旁设有排屑收集槽。
13.按照本实用新型的进一步改进,所述平行铣削机工位设有油雾收集器,所述油雾收集器设于平行铣削机罩子的顶部。
14.本实用新型与已有技术相比具有以下优点:
15.1)、本实用新型结构简单、适用产品型号广、操作方便、加工尺寸精度高、制造成本低,能大大节约人工成本,降低劳动强度,提高生产效率。
16.2)、采用本实用新型后,操作者在实际生产中只需在上下料工位进行人工上料;每位操作者可操作多条自动线装备,很大程度上降低了操作人员的劳动强度和操作技能,也相应减少该岗位的操作人员。
附图说明
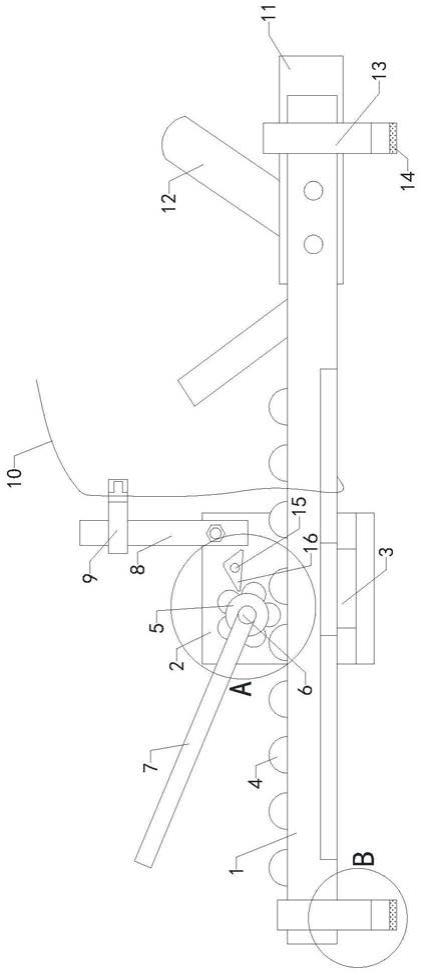
17.图1为本实用新型整体的结构示意图。
18.图2为本实用新型上下料模组的结构示意图。
19.附图标记说明:1
‑
上下料工位、2
‑
平行铣削机工位、3
‑
机架、4
‑
电控箱、5
‑
上掀护罩、6
‑
示教器、7
‑
pc观察窗、8
‑
上下料模组、9
‑
移栽夹取模组、10
‑
夹取机构、11
‑
地脚、12
‑
z轴电缸模组、13
‑
x轴电缸模组、14
‑
方通支柱、15
‑
弹性气爪、16
‑
底座、17
‑
平行铣削机、18
‑
平行铣削机罩子、19
‑
操作面板、20
‑
产品托盘、21
‑
导轨、22
‑
y轴电缸模组、23
‑
对射检测传感器、24
‑
启动按钮、25
‑
停止按钮、26
‑
排屑收集槽、27
‑
油雾收集器。
具体实施方式
20.下面本实用新型将结合附图中的实施例作进一步描述:
21.如图所示,铣扁式的自动加工设备主要由上下料工位1和平行铣削机工位2组成。所述上下料工位包括机架3、电控箱4、上掀护罩5、示教器6、pc观察窗7、上下料模组8、移栽夹取模组9及夹取机构10,所述机架3设于电控箱4的上部,所述上下料模组8设于机架3内部,电控箱4安装在上下料模组8的下方,实现电缸的逻辑控制,所述电控箱4下面装有地脚11;所述移栽夹取模组9设于上下料模组8的上部,所述移栽夹取模组9包括z轴电缸模组12、x轴电缸模组13及方通支柱14,所述z轴电缸模组12及x轴电缸模组13靠方通支柱14与上下料模组8链接,所述z轴电缸模组12下连接夹取机构10,所述夹取机构10与弹性气爪15连接,所述示教器6、pc观察窗7设于机架3的外部;所述z轴电缸模组12及x轴电缸模组13均为电缸带动皮带传动,z轴电缸模组12其上带有连接电控箱4的线路,线路与夹取机构10相连接,用来控制弹性气爪15。
22.所述平行铣削机工位2包括底座16、平行铣削机17、平行铣削机罩子18及操作面板19,所述底座16与地面相连接,底座16上部与平行铣削机罩子18相连接,所述平行铣削机17设于平行铣削机罩子18内。
23.所述移栽夹取模组9的一端固定于上下料工位1内,另一端固定于平行铣削机工位2内,所述夹取机构10可通过x轴电缸模组13的滑道在上下料工位1和平行铣削机工位2内部移动。
24.所述电控箱4采用60*60方管焊接,表面喷塑处理,上下料模组8处于电控箱4上方位置,一半外置,便于人工上料,外置部分上装有上掀护罩5,保护产品托盘20位置,实现上下料模组8和移栽夹取模组9的逻辑控制。所述电控箱4的型号为s08
‑
smd
‑
24b
‑
2020
‑
00,其内部控制器采用plc控制。
25.所述上下料模组8主要由产品托盘20、导轨21、y轴电缸模组22、对射检测传感器23、启动按钮24和急停按钮25组成,y轴电缸模组22由45钢制成,表面镀镍,左右护板为spcc材质,表面喷塑处理,所述y轴电缸模组22为电缸带动皮带传动,控制产品托盘20运动,上下料模组8的工装分上下两层,分别装有两根导轨,配有两个y轴电缸组件,实现交替工作,在外置上下料模组8上还装有对射检测传感器23,检测是否有产品被装反。
26.所述启动按钮24和停止按钮25分别安装在上下料模组8前端。所述上下料模组8外置部分上装有上掀护罩5,上掀护罩5在产品托盘20放置完成后放下。打开上掀护罩5,由人工将摆满料的产品托盘20放到上下料工装组件上,配有相应的工装定位,将上掀护罩5放下,限位开关感应,按下启动按钮24,y轴电缸模组22将工装及产品往里输送,对射检测传感器23检测是否有料放反的情况,如有产品被误放反,产品托盘20退出,上下料模组8报警,提示人员进行纠正,按启动按钮24,产品托盘20再次送入工作位。设计人工上料时,留有手抓取工件的安全距离。
27.所述平行铣削机17属于平行铣削机床后道工序,主要由机台变速机构、底座部分、主轴油缸部分、滑块部分、加工刀具及刀座部分、夹具工装部分等组成,所述加工刀具装于底座上,底座与机架固定,所述主轴油缸和滑块通过工装安装在底座上方,所述夹具工装设于滑块上,所述变速机构在机架内部,位于底座下方。通过移栽夹取模组9的z轴电缸模组12及x轴电缸模组13与上下料模组8链接,通过方通支柱14与上下料设备链接固定,配合上下料模组8,可以自动实现完成铣削工作。平行铣削机17和上下料模组8间配有排屑收集槽26,方便废屑处理。油雾收集器27安装在平行铣削机罩子18上,对铣削过程中产生的油雾、水雾、粉尘等污染物进行收集净化。
28.本实用新型的工作过程如下:采用人工上料方式,将产品放入产品托盘20对应的孔内,打开上掀护罩5,将产品托盘20放入上下料模组8的工装上,对应销及销孔配合完成定位,将上掀护罩5放下,限位开关感应,按下启动按钮24,y轴电缸模组22将工装及产品往里输送,对射检测传感器 23是否有料放反的情况,产品托盘20到位后,夹取机构10带动弹性气爪15移动到到托盘20上方,根据逻辑,逐个取料,将取到的物料移动到平行铣削机17内,弹性气爪15旋转90度,将物料移动到主轴滑块上的工装夹具位置,自动夹紧,弹性气爪15上升返回取下个物料,主轴油缸带动滑块及工装移动,通过刀具,完成产品扁式铣边,弹性气爪15下降,夹取完成的产品,反方向旋转90度,工装夹具将下个物料夹紧,继续下个物料加工,弹性气爪15上升返回,将完成铣边的物料移回托盘位置,继续取下一个物料。
29.当然,上述说明并非是本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加及替换,也应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。