1.本实用新型涉及一种用于处理管件的设备,尤其涉及一种对管件进行加工处理以得到汽车安全座椅、婴儿推车、游戏床等所用包管的包管和冲压的自动化生产线。
背景技术:
2.众所周知,汽车安全座椅、婴儿推车、高脚椅、游戏床、婴儿床等均属于儿童用品。而对于汽车安全座椅、婴儿推车、高脚椅、游戏床、婴儿床等均离不开各种管件的使用;但是,在汽车安全座椅、婴儿推车、高脚椅、游戏床、婴儿床等所使用的包管中,是对管件进行加工处理所得到的。
3.在现有的管件加工的过程中,会先将管件送入包管机包管,经过包管后再通过人力的方式搬运至冲压装置进行冲压,过程不仅耗费大量的时间,而且耗费大量的人力成本。与此同时,一个包管机一般对应一个冲压装置,不仅生产效率低,而且若包管机存在故障,冲压装置也会同样工作瘫痪,无法满足现有的生产需求。
4.因此,急需要一种包管和冲压的自动化生产线来克服上述的缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种生产效率高和生产成本低的包管和冲压的自动化生产线。
6.为了实现上述目的,本实用新型提供的包管和冲压的自动化生产线包括左包管装置、冲压装置和右包管装置,左包管装置和右包管装置位于冲压装置的左、右两侧,左包管装置和右包管装置用于包管并将包管后的管件输送至冲压装置进行冲压;左包管装置和右包管装置均包括包管送料机构、送料机械手、包管机、双层机械手和中转台,冲压装置包括冲压送料机构和冲压机,送料机械手位于包管送料机构与包管机之间,送料机械手用于将包管送料机构处的管件搬运至包管机,双层机械手位于包管机与中转台之间,双层机械手用于将包管机处的管件搬运至中转台以及将中转台处的管件搬运至冲压送料机构,冲压送料机构用于将管件输送至冲压机进行冲压。
7.较佳地,左包管装置和右包管装置呈交替地将管件输送至冲压装置进行冲压。
8.较佳地,送料机械手包括上层机械手和下层机械手,上层机械手和下层机械手中的一者用于将包管机处的管件搬运至中转台,上层机械手和下层机械手中的另一者用于将中转台处的管件搬运至冲压送料机构。
9.较佳地,包管送料机构包括第一爬料架、用于批量存放待处理管件的第一料斗、中间对接导滑架、位于中间对接导滑架的正下方并可在中间对接导滑架与送料机械手之间做往复滑移的承接滑台及用于驱使承接滑台做往复滑移的滑台驱动器,第一爬料架呈上下倾斜布置,第一爬料架的下端置于第一料斗处;中间对接导滑架的第一端与第一爬料架的上端对接,中间对接导滑架的第二端朝靠近送料机械手的方向向下倾斜;承接滑台上开设有供中间对接导滑架处的管件滑落后进行定位的限位槽,滑台驱动器驱使承接滑台上的限位
槽选择性地滑至中间对接导滑架处的待滑落管件的正下方,而送料机械手将限位槽内的管件运输至包管机。
10.较佳地,包管机包括包管装置和送取管机构,包管装置具有入料口,送料机械手用于将管件搬运至送取管机构,送取管机构用于将管件送入至入料口或取出。
11.具体地,送取管机构包括工作台、取放组件、移动机构和用于定位管件的承载组件,取放组件包括取放驱动机构和电磁铁取放头,电磁铁取放头通过通断电吸附或释放管件,电磁铁取放头安装于取放驱动机构,移动机构安装于工作台,取放驱动机构安装于移动机构的输出端,取放驱动机构在移动机构的驱动下沿工作台的左右方向移动,以使得电磁铁取放头靠近或远离入料口,电磁铁取放头在取放驱动机构的驱动下沿工作台的左右方向移动,以将电磁铁取放头所吸附的管件输送至目标位置。
12.具体地,电磁铁取放头呈弹性伸缩。
13.具体地,电磁铁取放头包括安装座体、电磁铁吸附头、弹性件、导向件和用于控制电磁铁吸附头通电或断电的传感器,安装座体装配于取放驱动机构的输出端,电磁铁吸附头位于安装座体的一侧,导向件的一端安装于电磁铁吸附头上,导向件的另一端可滑移地穿置于安装座体,弹性件位于电磁铁吸附头与安装座体之间,弹性件套设于导向件,弹性件还弹性地抵接于电磁铁吸附头与安装座体之间,弹性件恒具有驱使电磁铁吸附头沿远离安装座体之方向滑移的趋势,传感器位于电磁铁吸附头。
14.具体地,承载组件包括移动定位座和固定定位座,移动定位座和固定定位座沿工作台的左右方向呈相对设置,固定定位座安装于工作台之远离取放组件的一侧,移动定位座安装于电磁铁取放头,移动定位座在电磁铁取放头的驱动下靠近或远离固定定位座。
15.具体地,移动定位座开设有开口朝上的定位槽,定位槽具有槽底、左导向斜面和右导向斜面,左导向斜面、槽底和右导向斜面依次连接。
16.具体地,固定定位座开设有开口朝上的定位槽,定位槽具有槽底、左导向斜面和右导向斜面,左导向斜面、槽底和右导向斜面依次连接。
17.具体地,移动机构包括移动驱动机构和滑移台,移动驱动机构安装于工作台,取放驱动机构安装于滑移台,滑移台在移动驱动机构的驱动下移动。
18.具体地,移动机构还包括设于移动驱动机构与滑移台之间的导向组件,导向组件包括沿工作台的左右方向布置的滑轨及滑套于滑轨上的滑块,滑轨及滑块中的一者安装在工作台上,滑轨及滑块中的另一者安装在滑移台上。
19.具体地,取放组件设置为至少两组,所有取放组件沿工作台的前后方向呈间隔开设置,取放组件安装于同一移动机构的输出端。
20.具体地,包管和冲压的自动化生产线还包括补强移动杆,所有电磁铁取放头安装于补强移动杆,补强移动杆沿工作台的前后方向布置。
21.较佳地,送料机械手为电磁铁吸附机械手或夹爪机械手。
22.较佳地,冲压送料机构包括第二爬料架和用于批量存放待处理管件的第二料斗,第二爬料架呈上下倾斜布置,第二爬料架的下端置于第二料斗处,双层机械手将中转台处的管件搬运至第二料斗处,第二爬料架将第二料斗处的管件运输至冲压机。
23.与现有技术相比,本实用新型提供的包管和冲压的自动化生产线通过将左包管装置、冲压装置和右包管装置等结合在一起,左包管装置和右包管装置位于冲压装置的左、右
两侧,左包管装置和右包管装置用于包管并将包管后的管件输送至冲压装置进行冲压,因此,包管和冲压的步骤可以在同一机台上完成,换句话说,冲压装置同时对应左包管装置和右包管装置,不仅生产效率高,而且左包管装置和右包管装置呈独立设置,左包管装置和右包管装置既可以单独工作,又可以交替工作,既可以提高效率,又可以避免因包管装置的故障而存在工作瘫痪的现象。另外,左包管装置和右包管装置均包括包管送料机构、送料机械手、包管机、双层机械手和中转台,冲压装置包括冲压送料机构和冲压机,送料机械手位于包管送料机构与包管机之间,送料机械手用于将包管送料机构处的管件搬运至包管机,双层机械手位于包管机与中转台之间,双层机械手用于将包管机处的管件搬运至中转台以及将中转台处的管件搬运至冲压送料机构,冲压送料机构用于将管件输送至冲压机进行冲压,从而自动化地完成上料、包管、中转、运料和冲压等多个步骤,进而达到提高效率的目的。
附图说明
24.图1是本实用新型的包管和冲压的自动化生产线的立体结构示意图。
25.图2是本实用新型的包管和冲压的自动化生产线在俯视方向上的平面结构示意图。
26.图3是本实用新型的包管和冲压的自动化生产线中的局部示意图。
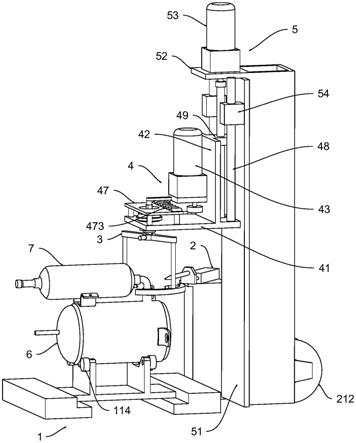
27.图4是图1中a处的局部放大图。
28.图5是图4中b处的局部放大图。
29.图6是本实用新型的包管和冲压的自动化生产线中的固定定位座的立体结构示意图。
具体实施方式
30.为详细说明本实用新型的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
31.请参阅图1至图4,本实用新型提供的包管和冲压的自动化生产线100包括左包管装置10、冲压装置30和右包管装置20,左包管装置10和右包管装置20 位于冲压装置30的左、右两侧,左包管装置10和右包管装置20的结构相同,较优的是,左包管装置10和右包管装置20呈对称地设置于冲压装置30的两侧,左包管装置10位于冲压装置30的左侧,右包管装置20位于冲压装置30的右侧(左右方向如图1中箭头e所指方向)。左包管装置10和右包管装置20用于包管并将包管后的管件200输送至冲压装置30进行冲压,因此,包管和冲压的步骤可以在同一机台上完成,换句话说,冲压装置30同时对应左包管装置10 和右包管装置20,不仅生产效率高,而且左包管装置10和右包管装置20呈独立设置,左包管装置10和右包管装置20既可以单独工作,又可以交替工作,既可以提高效率,又可以避免因包管装置31的故障而存在工作瘫痪的现象。左包管装置10和右包管装置20均包括包管送料机构1、送料机械手2、包管机3、双层机械手4和中转台5,冲压装置30包括冲压送料机构301和冲压机302,包管送料机构1、送料机械手2、包管机3、双层机械手4和中转台5沿靠近冲压装置30的方向依次设置,送料机械手2位于包管送料机构1与包管机3之间,包管送料机构1处存放有待加工的管件200,送料机械手2用于将包管送料机构 1处的管件200搬运至包管机3,包管机3对
管件200进行包管处理,双层机械手4位于包管机3与中转台5之间,双层机械手4用于将包管机3处的管件200 搬运至中转台5以及将中转台5处的管件200搬运至冲压送料机构301,中转台 5的设置能够对包管后的管件200形成一个中转缓冲,冲压送料机构301用于将管件200输送至冲压机302进行冲压,以完成冲压,较优的是,左包管装置10 和右包管装置20呈交替地将管件200输送至冲压装置30进行冲压,这样子中转台5就能够起到良好的缓冲作用,从而使得左包管装置10、右包管装置20和冲压装置30都能够独立工作,避免了装置之间所存在的时间差而相互之间发生干涉。综上可得,本实用新型的包管和冲压的自动化生产线100能够自动化地完成上料、包管、中转、运料和冲压等多个步骤,从而达到提高效率的目的。
32.更为具体地,如下:
33.请参阅图1至图3,包管送料机构1包括第一爬料架11、用于批量存放待处理管件200的第一料斗12、中间对接导滑架13、位于中间对接导滑架13的正下方并可在中间对接导滑架13与送料机械手2之间做往复滑移的承接滑台14 及用于驱使承接滑台14做往复滑移的滑台驱动器15,第一爬料架11呈上下倾斜布置,第一爬料架11的下端置于第一料斗12处,对便于第一爬料架11对料斗处的管件200进行爬料操作;中间对接导滑架13的第一端与第一爬料架11 的上端对接,中间对接导滑架13的第二端朝靠近送料机械手2的方向向下倾斜,以借助中间对接导滑架13而便于第一爬料架11所输送的管件200往送料机械手2处转送;承接滑台14上开设有供中间对接导滑架13处的管件200滑落后进行定位的限位槽141,滑台驱动器15驱使承接滑台14上的限位槽141选择性地滑至中间对接导滑架13处的待滑落管件200的正下方,而送料机械手2将限位槽141内的管件200运输至包管机3。
34.请参阅图1至图2以及图4,包管机3包括包管装置31和送取管机构32,包管装置31用于对直管进行包管加工,包管装置31具有入料口311,管件200 通过入料口311进入到包管装置31中,从而达到包管的目的。其中,送料机械手2用于将管件200搬运至送取管机构32,送取管机构32用于与包管装置31 的入料口311对接,从而将管件200送入入料口311进行包管加工,或者将包管完毕的管件200从入料口311取出。送取管机构32包括工作台321、取放组件322、移动机构323和用于定位管件200的承载组件324,工作台321安装于包管装置31之具有入料口311的一侧,入料口311位于包管装置31的右侧,工作台321位于入料口311的右侧,承载组件324用于承载管件200并对管件 200进行定位,取放组件322包括取放驱动机构3221和电磁铁取放头3222,电磁铁取放头3222通过通断电吸附或释放管件200,即,利用电磁铁通电吸附管件200,从而通过吸附和推动实现送管或通过吸附和拉动实现取管,以及,利用电磁铁断电在目标位置释放管件200。与此同时,电磁铁取放头3222安装于取放驱动机构3221,移动机构323安装于工作台321,电磁铁取放头3222和取放驱动机构3221位于工作台321的右侧,取放驱动机构3221安装于移动机构323 的输出端,取放驱动机构3221在移动机构323的驱动下沿工作台321的左右方向移动,以使得电磁铁取放头3222靠近或远离入料口311,这是第一步的初步移动,电磁铁取放头3222在取放驱动机构3221的驱动下沿工作台321的左右方向移动,以将电磁铁取放头3222所吸附的管件200输送至目标位置,电磁铁取放头3222通过吸附将管件200推动至或拉动至目标位置,以送管或取管,这是第二步的精确移动,以实现放入管件200和取出管件200的动作,两步移动的取放管能够实现初步移动和精确移动两个运动,从而调高移动的精确度;本实用新型的包管和冲压的自动化生产
线100利用的是电磁铁的吸引力进行取放管,故不管任何管径的直管都能够有效地从包管装置31中取出。可以理解的是,上述的前方、后方、左方和右方为各部件之间的相对位置(工作台321的左右方向如图4中箭头c所指方向,工作台321的前后方向如图4中箭头d所指方向),但不限于此。更为具体地如下:
35.请参阅图4至图5,电磁铁取放头3222呈弹性伸缩,电磁铁取放头3222的弹性设置能够有效缓冲磁性吸附所造成的冲击力,从而达到更优的吸附效果。具体地,电磁铁取放头3222包括安装座体32221、电磁铁吸附头32222、弹性件32223、导向件32224和用于控制电磁铁吸附头32222通电或断电的传感器(图未示),安装座体32221位于取放驱动机构3221的左侧,安装座体32221装配于取放驱动机构3221的输出端,电磁铁吸附头32222位于安装座体32221的一侧,电磁铁吸附头32222位于安装座体32221的左侧,导向件32224的一端安装于电磁铁吸附头32222上,导向件32224的另一端可滑移地穿置于安装座体 32221,弹性件32223位于电磁铁吸附头32222与安装座体32221之间,弹性件 32223套设于导向件32224,安装座体32221为弹性件32223提供一容置空间,从而达到固定弹性件32223的作用,弹性件32223还弹性地抵接于电磁铁吸附头32222与安装座体32221之间,弹性件32223恒具有驱使电磁铁吸附头32222 沿远离安装座体32221之方向滑移的趋势,传感器位于电磁铁吸附头32222,传感器能够感应管件200的位置和是否存在管件200,从而驱动电磁铁取放头3222 工作,生产者可以根据实际情况调整传感器的控制功能,故在此不再累述。
36.请参阅图4至图6,承载组件324包括移动定位座3241和固定定位座3242,移动定位座3241和固定定位座3242沿工作台321的左右方向呈相对设置,固定定位座3242安装于工作台321之远离取放组件322的一侧,固定定位座3242 靠近入料口311设置,移动定位座3241安装于电磁铁取放头3222,移动定位座 3241在电磁铁取放头3222的驱动下靠近或远离固定定位座3242,固定定位座 3242和移动定位座3241能够在左侧和右侧共同对管件200进行承载,从而达到定位的目的。具体地,移动定位座3241开设有开口朝上的定位槽32411,定位槽32411具有槽底32411a、左导向斜面32411b和右导向斜面32411c,左导向斜面32411b、槽底32411a和右导向斜面32411c依次连接,从而形成承载和定位管件200的凹面,这样的凹面可以承载各种半径尺寸的管件200,适用性强,较优的是,移动定位座3241呈“凹”字形,但不限于此。对应地,固定定位座 3242开设有开口朝上的定位槽32421,定位槽32421具有槽底32421a、左导向斜面32421b和右导向斜面32421c,左导向斜面32421b、槽底32421a和右导向斜面32421c依次连接,从而形成承载和定位管件200的凹面,这样的凹面可以承载各种半径尺寸的管件200,适用性强,较优的是,固定定位座3242呈“凹”字形。举例而言,承载组件324设置有三组,对应地,承接滑台14上的限位槽 141也为三个,即承接滑台14上的限位槽141的数量与承载组件324数量相同,以使得滑台驱动器15能驱使承接滑台14上每个限位槽141与一个承载组件324 相对应,因而使得送料机械手2每次能将三个管料送到三组承载组件324上,但不以此为限。
37.请参阅图4,移动机构323包括移动驱动机构3231和滑移台3232,移动驱动机构3231安装于工作台321,取放驱动机构3221安装于滑移台3232,滑移台3232在移动驱动机构3231的驱动下沿工作台321的左右方向移动,从而使得取放驱动机构3221做更加顺畅的移动。
38.请参阅图4,移动机构323还包括设于移动驱动机构3231与滑移台3232之间的导向
组件3233,导向组件3233包括沿工作台321的左右方向布置的滑轨 32331及滑套于滑轨32331上的滑块(图未示),滑轨32331及滑块中的一者安装在工作台321上,滑轨32331及滑块中的另一者安装在滑移台3232上,于本实施例中,滑轨32331安装于工作台321,滑块安装于滑移台3232上,从而使得两者之间作用更加顺畅的滑移。
39.请参阅图4,取放组件322设置为至少两组,所有取放组件322沿工作台 321的前后方向呈间隔开设置,取放组件322安装于同一移动机构323的输出端。于本实例中,取放组件322设置为三组,三组取放组件322呈等间隔开地设置,三组取放组件322安装于同一移动机构323的输出端。包管和冲压的自动化生产线100还包括补强移动杆325,所有电磁铁取放头3222安装于补强移动杆325,补强移动杆325安装于移动机构323之输出端的滑移台3232上,补强移动杆325 沿工作台321的前后方向布置,补强移动杆325的设置能够达到一固定的作用,避免因取放组件322因沿工作台321的左右方向的长度过长而发生形变,避免影响取放驱动机构3221的动作。
40.请参阅图1,送料机械手2包括上层机械手41和下层机械手42,上层机械手41和下层机械手42中的一者用于将包管机3处的管件200搬运至中转台5,上层机械手41和下层机械手42中的另一者用于将中转台5处的管件200搬运至冲压送料机构301,上层机械手41和下层机械手42的设置不仅能够同时进行两个运动以提高生产效率,而且能够达到节约空间的目的。较优的是,上层机械手41和下层机械手42为电磁铁吸附机械手或夹爪机械手,于本实施例中,上层机械手41和下层机械手42为电磁铁吸附机械手,利用电磁铁吸附的特性就可以适合多种尺寸之管件200的夹取,适应性强。
41.请参阅图1,冲压送料机构301包括第二爬料架3011和用于批量存放待处理管件200的第二料斗3012,第二爬料架3011呈上下倾斜布置,第二爬料架 3011的下端置于第二料斗3012处,双层机械手4将中转台5处的管件200搬运至第二料斗3012处,第二爬料架3011将第二料斗3012处的管件200运输至冲压机302,冲压机302对管件200进行冲压。
42.综上所述,请参阅图1至图6,对本实用新型包管和冲压的自动化生产线 100的工作过程做一详细说明:
43.第一爬料架11对料斗处的管件200进行爬料操作,借助中间对接导滑架13 而便于第一爬料架11所输送的管件200往送料机械手2处转送,滑台驱动器15 驱使承接滑台14上的限位槽141选择性地滑至中间对接导滑架13处的待滑落管件200的正下方,而送料机械手2将限位槽141内的管件200运输至包管机3 的送去管机构的工作台321上的承载组件324上;
44.移动定位座3241和固定定位座3242共同对管件200进行定位,电磁铁取放头3222通过电磁铁通电吸附管件200,取放驱动机构3221在移动机构323的驱动下沿工作台321的左右方向移动,以使得电磁铁取放头3222靠近入料口 311,电磁铁取放头3222在取放驱动机构3221的驱动下沿工作台321的左右方向移动,以将电磁铁取放头3222所吸附的管件200推入至包管装置31的入料口311,电磁铁断电以解除电磁铁取放头3222的吸附,从而达到送管的目的,包管装置31对管件200进行包管加工,移动机构323通过移动撤离;
45.包管加工完毕后,移动机构323通过移动再次靠近包管装置31,电磁铁取放头3222通过电磁铁通电吸附加工完毕后的管件200,电磁铁取放头3222在取放驱动机构3221的驱动下沿工作台321的左右方向移动,以将电磁铁取放头 3222所吸附的管件200吸出包管装
置31的入料口311,取放驱动机构3221在移动机构323的驱动下沿工作台321的左右方向移动,以使得电磁铁取放头3222 远离入料口311,电磁铁断电以解除电磁铁取放头3222的吸附,从而达到取管的目的,上层机械手41和下层机械手42中的一者吸取加工完毕的管件200并放置于中转台5。上层机械手41和下层机械手42中的另一者吸取中转台5上的管件200并放置于第二料斗3012内,第二爬料架3011将第二料斗3012处的管件200运输至冲压机302,冲压机302对管件200进行冲压。
46.通过将左包管装置10、冲压装置30和右包管装置20等结合在一起,左包管装置10和右包管装置20位于冲压装置30的左、右两侧,左包管装置10和右包管装置20用于包管并将包管后的管件200输送至冲压装置30进行冲压,因此,包管和冲压的步骤可以在同一机台上完成,换句话说,冲压装置30同时对应左包管装置10和右包管装置20,不仅生产效率高,而且左包管装置10和右包管装置20呈独立设置,左包管装置10和右包管装置20既可以单独工作,又可以交替工作,既可以提高效率,又可以避免因包管装置31的故障而存在工作瘫痪的现象。另外,左包管装置10和右包管装置20均包括包管送料机构1、送料机械手2、包管机3、双层机械手4和中转台5,冲压装置30包括冲压送料机构301和冲压机302,送料机械手2位于包管送料机构1与包管机3之间,送料机械手2用于将包管送料机构1处的管件200搬运至包管机3,双层机械手4 位于包管机3与中转台5之间,双层机械手4用于将包管机3处的管件200搬运至中转台5以及将中转台5处的管件200搬运至冲压送料机构301,冲压送料机构301用于将管件200输送至冲压机302进行冲压,从而自动化地完成上料、包管、中转、运料和冲压等多个步骤,进而达到提高效率的目的。
47.以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。