1.本发明涉及发电机制造技术领域,具体是涉及一种大功率发电机集电环加工工艺。
背景技术:
2.随着能源问题日益突出,水力、风力发电的发展速度越来越快。大功率发电机组的需求呈上升趋势。集电环作为发电机组中的一种导电部件,有着承前启后的重要的意义和作用。集电环的加工制造能力和成本竞争能力,也是发电机制造过程中不可或缺的一环。
3.常见的集电环的材质包括钢、铜、铝等,目前集电环加工工艺多采用锻造工艺将钢、铜、铝等铸锭经锻造成环后,再机加工成最终产品。
4.对于集电环的加工,锻造工艺主要存在以下几个问题:一,材料利用率低,场地投资大,生产成本较高;二,能加工的产品规格范围小;第三,锻造过程噪音大,较危险,易发生外伤事故。
5.并且现有的焊接工装焊接效率较低,不利率大批量化的生产;焊接精准性较低,导致焊缝质量较差,焊接强度不能得到保证。
技术实现要素:
6.本发明解决的技术问题是:提供一种新的集电环生产工艺,提高材料利用率,降低集电环生产成本;使生产不同规格的集电环产品便于转换;降低生产过程中的危险因素。
7.本发明的技术方案是:
8.一种大功率发电机集电环加工工艺,包括以下步骤:
9.s1:备料
10.根据要加工集电环截面a*b的尺寸要求,准备直径为18~32mm铜棒原料;以及准备与集电环截面尺寸相适配的型材挤压模具和拉拔模具;
11.所述挤压模具、拉拔模具均采用高强合金材料制成;拉拔模具中心设置有a*b的第二成型孔;挤压模具中心设置有c*d的第一成型孔;c为a 0.8~8mm;d为b 0.8~8mm;
12.s2:挤压与拉拔
13.采用型材挤压机,使步骤s1准备好的铜棒原料匀速贯穿挤压模具的第一成型孔,得到型材原料;
14.再采用拉拔机,使得到的型材原料匀速贯穿拉拔模具的第二成型孔,得到标准型材原料;然后根据要加工集电环周长将标准型材原料锯断;
15.s3:滚弯
16.采用滚弯机,将步骤s2锯断的标准型材原料,在宽度面上沿型材长度方向滚动弯曲成圆环状;其中,滚弯机采用专用滚弯模具;
17.s4:打坡口与焊接
18.根据标准型材原料厚度和宽度,加工相适配的焊接坡口;
19.在焊接工装上采用电弧焊对焊接坡口进行焊接,得到集电环粗坯;
20.s5:焊后处理
21.对步骤s4焊接后的集电环粗坯焊缝处进行5~18min打磨,得到集电环;
22.s6:机加工
23.采用机加工设备在得到的集电环上加工安装孔位。
24.进一步地,滚弯步骤中所述的专用滚弯模具包括:侧壁与标准型材原料宽度面接触的中间滚压环,设置在所述中间滚压环上端的滚弯模具上限位环,设置在所述中间滚压环下端的滚弯模具下限位环,两个分别设置在所述中间滚压环与滚弯模具上限位环、中间滚压环与滚弯模具下限位环连接处的垫环。上限位环、下限位环以及垫环的设置能够有效防止中间滚压环跑偏,确保滚弯的精准性。
25.进一步地,挤压与拉拔步骤中得到的标准型材原料平面度和直线度均≤0.2mm。通过对平面度和直线度进行限定能够确保滚弯形成的圆环状铜环两个端部能够准确接触,有利于提高焊接效率。
26.进一步地,挤压与拉拔步骤中型材挤压机的挤压电流:≤500a;挤压轮转速具体是5~10r/min。
27.通过设定合理的挤压电流与转速能够生产得到质量较好的型材原料。
28.进一步地,挤压与拉拔步骤中拉拔机的拉拔力为10t~50t;拉拔速度为0.3~1.5m/s。
29.通过设定合理的拉拔力与拉拔速度能够确保得到的标准型材原料平面度、直线度较小,便于提高后续滚弯、焊接的生产效率。
30.进一步地,所述打坡口与焊接步骤中的焊接坡口为双面对称的v型坡口;其中v型坡口的夹角为80
°
~120
°
。
31.双面v型坡口不仅便于焊接,也能够保证焊缝的对称性,有利于提高焊接强度。
32.进一步地,打坡口与焊接步骤中所述的焊接工装包括夹持集电环粗坯的u型夹具,设置在所述u型夹具上方对集电环粗坯进行焊接的焊接装置,以及与所述u型夹具、焊接装置电性连接的控制模块;
33.所述u型夹具包括固定在水平面上的圆盘,垂直于水平面且活动安装在所述圆盘上的u型旋转支架,设置在所述u型旋转支架下端中部与圆盘连接处的第一旋转电机,两组水平设置在所述u型旋转支架两侧的气动夹具,以及两个设置在u型旋转支架下端两侧的调节装置;
34.所述气动夹具包括水平安装在所述u型旋转支架侧面且伸缩端贯穿u型旋转支架的气动推拉杆,设置在所述气动推拉杆伸缩端与集电环粗坯连接的夹具;
35.所述夹具包括两个与集电环粗坯两侧平面接触的弧形夹板,活动设置在所述弧形夹板之间的支撑板,设置在所述支撑板上与集电环粗坯弧面接触的柔性橡胶板,均匀设置在所述柔性橡胶板、支撑板之间的弹簧,以及均匀设置在柔性橡胶板与集电环粗坯接触面上的轴承。
36.通过气动夹具的设置能够对集电环进行夹持;柔性橡胶板在弹簧的支撑下能够对集电环弧面进行贴合性较好的夹持,轴承则能够降低夹持面的阻力,结合两侧的弧形夹板对集电环进行限位;第一旋转电机能够使u型旋转支架进行旋转,对焊接面进行翻转。
37.进一步地,所述调节装置包括设置在u型旋转支架下端侧部的安装件,活动设置在所述安装件上与集电环粗坯弧面接触的调节转筒,以及设置在所述安装件上向调节转筒提供动力的第二旋转电机;
38.所述调节转筒表面设置增加摩擦力的橡胶凸起。
39.第二旋转电机通过驱动调节转筒旋转,使得调节转筒转动待焊接的集电环,使得上端坡口处与焊接装置精准对接,便于实施焊接。
40.进一步地,所述焊接装置包括固定在u型旋转支架上方的栓接固定板,水平设置在所述栓接固定板上且位于集电环粗坯正上方的螺纹丝杠,活动设置在所述螺纹丝杠上的移动连接件,垂直安装在所述移动连接件正下方的滑动轨道,活动设置在所述滑动轨道内的电弧焊枪头,以及设置在所述滑动轨道正下方的红外测距组件。
41.通过红外测距组件能够测量电弧焊枪头到焊接坡口处的位置,通过移动连接件、滑动轨道能够实现根据测量距离进行调节;结合调节转筒转动待焊接的集电环能够实现精准焊接。
42.本发明的有益效果是:本技术提供的大功率发电机集电环加工工艺,通过铜棒挤压与拉拔得到标准型材,对标准型材进行滚弯、焊接生产得到集电环;整个工艺过程工艺简单,材料利用率高,具有成本较低的优点。
43.相对于传统锻造工艺生产集电环,本技术方案的灵活性更大,能加工集电环规格范围更大,且更加便于生产;在生产过程中,相对于锻造工艺,本工艺噪音小,危险性可控,不易发生生产事故。
44.并且提供了本方案专用的生产焊接装置与焊接夹具,一方面能够提高焊接的精准性,另一方面能够提高焊接效率。
附图说明
45.图1是本发明实施例1挤压模具的结构示意图;
46.图2是本发明实施例1拉拔模具的结构示意图;
47.图3是本发明实施例2专用滚弯模具的结构示意图;
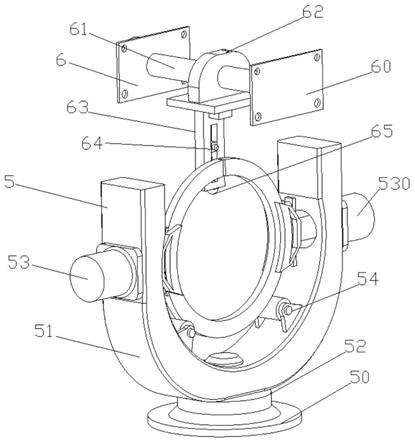
48.图4是本发明实施例3焊接工装的结构示意图;
49.图5是本发明实施例3调节装置、夹具的结构示意图;
50.其中,1
‑
中间滚压环、2
‑
滚弯模具上限位环、3
‑
滚弯模具下限位环、4
‑
垫环、5
‑
u型夹具、50
‑
圆盘、51
‑
u型旋转支架、52
‑
第一旋转电机、53
‑
气动夹具、54
‑
调节装置、530
‑
气动推拉杆、531
‑
弧形夹板、532
‑
支撑板、533
‑
柔性橡胶板、534
‑
弹簧、540
‑
安装件、541
‑
调节转筒、542
‑
第二旋转电机、60
‑
栓接固定板、61
‑
螺纹丝杠、62
‑
移动连接件、63
‑
滑动轨道、64
‑
电弧焊枪头、65
‑
红外测距组件。
具体实施方式
51.实施例1:
52.一种大功率发电机集电环加工工艺,包括以下步骤:
53.s1:备料
54.根据要加工集电环截面a*b的尺寸要求,准备直径为18mm铜棒原料;以及准备与集
电环截面尺寸相适配的型材挤压模具和拉拔模具;
55.挤压模具、拉拔模具均采用高强合金材料制成;拉拔模具中心设置有a*b的第二成型孔;挤压模具中心设置有c*d的第一成型孔;c为a 0.8mm;d为b 0.8mm;
56.s2:挤压与拉拔
57.采用型材挤压机,使步骤s1准备好的铜棒原料匀速贯穿挤压模具的第一成型孔,得到型材原料;
58.型材挤压机的挤压电流:300a;挤压轮转速具体是5r/min;
59.再采用拉拔机,使得到的型材原料匀速贯穿拉拔模具的第二成型孔,得到标准型材原料;然后根据要加工集电环周长将标准型材原料锯断;
60.拉拔机的拉拔力为10t;拉拔速度为0.3m/s;标准型材原料平面度和直线度均0.08mm。
61.s3:滚弯
62.采用滚弯机,将步骤s2锯断的标准型材原料,在宽度面上沿型材长度方向滚动弯曲成圆环状;
63.s4:打坡口与焊接
64.根据标准型材原料厚度和宽度,加工相适配的焊接坡口;采用电弧焊对焊接坡口进行焊接,得到集电环粗坯;
65.焊接坡口为双面对称的v型坡口;其中v型坡口的夹角为80
°
;
66.s5:焊后处理
67.对步骤s4焊接后的集电环粗坯焊缝处进行5min打磨,得到集电环;
68.s6:机加工
69.采用机加工设备在得到的集电环上加工安装孔位。
70.实施例2:
71.专用滚弯模具包括:侧壁与标准型材原料宽度面接触的中间滚压环1,设置在中间滚压环1上端的滚弯模具上限位环2,设置在中间滚压环1下端的滚弯模具下限位环3,两个分别设置在中间滚压环1与滚弯模具上限位环2、中间滚压环1与滚弯模具下限位环3连接处的垫环4。
72.与实施例1不同的是:
73.应用上述专用滚弯模具的一种大功率发电机集电环加工工艺,包括以下步骤:
74.s1:备料
75.根据要加工集电环截面a*b的尺寸要求,准备直径为32mm铜棒原料;以及准备与集电环截面尺寸相适配的型材挤压模具和拉拔模具;
76.挤压模具、拉拔模具均采用高强合金材料制成;拉拔模具中心设置有a*b的第二成型孔;挤压模具中心设置有c*d的第一成型孔;c为a 8mm;d为b 8mm;
77.s2:挤压与拉拔
78.采用型材挤压机,使步骤s1准备好的铜棒原料匀速贯穿挤压模具的第一成型孔,得到型材原料;
79.型材挤压机的挤压电流:400a;挤压轮转速具体是10r/min;
80.再采用拉拔机,使得到的型材原料匀速贯穿拉拔模具的第二成型孔,得到标准型
材原料;然后根据要加工集电环周长将标准型材原料锯断;
81.拉拔机的拉拔力为50t;拉拔速度为1.5m/s;标准型材原料平面度和直线度均为0.2mm。
82.s3:滚弯
83.采用滚弯机,将步骤s2锯断的标准型材原料,采用专用滚弯模具在宽度面上沿型材长度方向滚动弯曲成圆环状;具体使中间滚压环1宽度面接触,上限位环2、下限位环3分别与两侧接触,对标准型材原料进行滚压。
84.s4:打坡口与焊接
85.根据标准型材原料厚度和宽度,加工相适配的焊接坡口;在焊接工装上采用电弧焊对焊接坡口进行焊接,得到集电环粗坯;
86.焊接坡口为双面对称的v型坡口;其中v型坡口的夹角为120
°
;
87.s5:焊后处理
88.对步骤s4焊接后的集电环粗坯焊缝处进行18min打磨,得到集电环;
89.s6:机加工
90.采用机加工设备在得到的集电环上加工安装孔位。
91.实施例3:
92.焊接工装包括夹持集电环粗坯的u型夹具5,设置在u型夹具5上方对集电环粗坯进行焊接的焊接装置6,以及与u型夹具5、焊接装置6电性连接的控制模块;
93.u型夹具5包括固定在水平面上的圆盘50,垂直于水平面且活动安装在圆盘50上的u型旋转支架51,设置在u型旋转支架51下端中部与圆盘50连接处的第一旋转电机52,两组水平设置在u型旋转支架51两侧的气动夹具53,以及两个设置在u型旋转支架51下端两侧的调节装置54;
94.气动夹具53包括水平安装在u型旋转支架51侧面且伸缩端贯穿u型旋转支架51的气动推拉杆530,设置在气动推拉杆530伸缩端与集电环粗坯连接的夹具;
95.夹具包括两个与集电环粗坯两侧平面接触的弧形夹板531,活动设置在弧形夹板531之间的支撑板532,设置在支撑板532上与集电环粗坯弧面接触的柔性橡胶板533,均匀设置在柔性橡胶板533、支撑板532之间的弹簧534,以及均匀设置在柔性橡胶板533与集电环粗坯接触面上的轴承。
96.调节装置54包括设置在u型旋转支架51下端侧部的安装件540,活动设置在安装件540上与集电环粗坯弧面接触的调节转筒541,以及设置在安装件540上向调节转筒541提供动力的第二旋转电机542;
97.调节转筒541表面设置增加摩擦力的橡胶凸起。
98.焊接装置6包括固定在u型旋转支架51上方的栓接固定板60,水平设置在栓接固定板60上且位于集电环粗坯正上方的螺纹丝杠61,活动设置在螺纹丝杠61上的移动连接件62,垂直安装在移动连接件62正下方的滑动轨道63,活动设置在滑动轨道63内的电弧焊枪头64,以及设置在滑动轨道63正下方的红外测距组件65。
99.与实施例1不同的是:
100.应用上述焊接工装的一种大功率发电机集电环加工工艺,包括以下步骤:
101.s1:备料
102.根据要加工集电环截面a*b的尺寸要求,准备直径为18~32mm铜棒原料;以及准备与集电环截面尺寸相适配的型材挤压模具和拉拔模具;
103.挤压模具、拉拔模具均采用高强合金材料制成;拉拔模具中心设置有a*b的第二成型孔;挤压模具中心设置有c*d的第一成型孔;c为a 4mm;d为b 4mm;
104.s2:挤压与拉拔
105.采用型材挤压机,使步骤s1准备好的铜棒原料匀速贯穿挤压模具的第一成型孔,得到型材原料;
106.型材挤压机的挤压电流:500a;挤压轮转速具体是8r/min;
107.再采用拉拔机,使得到的型材原料匀速贯穿拉拔模具的第二成型孔,得到标准型材原料;然后根据要加工集电环周长将标准型材原料锯断;
108.拉拔机的拉拔力为30t;拉拔速度为0.9m/s;标准型材原料平面度和直线度均为0.1mm。
109.s3:滚弯
110.采用滚弯机,将步骤s2锯断的标准型材原料,在宽度面上沿型材长度方向滚动弯曲成圆环状;
111.s4:打坡口与焊接
112.根据标准型材原料厚度和宽度,加工相适配的焊接坡口;采用焊接工装上的电弧焊对焊接坡口进行焊接,得到集电环粗坯;
113.焊接坡口为双面对称的v型坡口;其中v型坡口的夹角为100
°
;
114.具体的焊接过程为:将滚弯得到的圆环状铜环夹持在弧形夹板531上,红外测距组件65测量电弧焊枪头64到v型坡口的距离;控制模块根据检测距离,通过调节转筒541转动圆环状铜环;螺纹丝杠61、滑动轨道63移动电弧焊枪头64使得v型坡口与电弧焊枪头64对接,实施精准焊接;第一旋转电机52转动u型旋转支架对v型坡口另一面进行焊接。
115.s5:焊后处理
116.对步骤s4焊接后的集电环粗坯焊缝处进行10min打磨,得到集电环;
117.s6:机加工
118.采用机加工设备在得到的集电环上加工安装孔位。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

