技术特征:
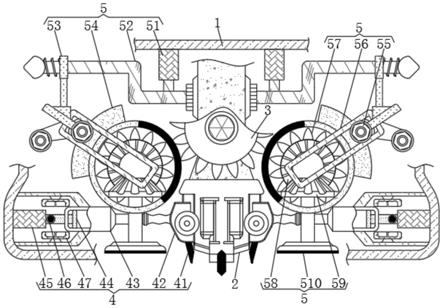
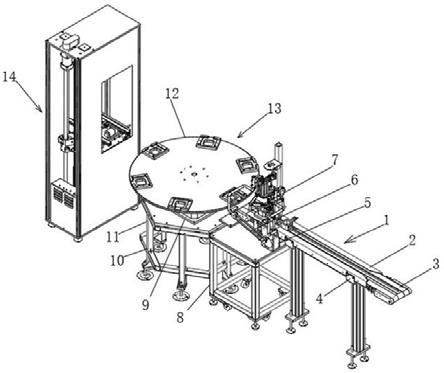
1.一种数控机床铣刀磨损状态信号监测方法,其特征在于,包括如下步骤:工件与数控机床的工作台(1)之间安装有三分量测力仪(2),所述三分量测力仪(2)以电压的形式测量空间中三个方向上的切削力,工件上安装有3个压电式加速度传感器(3)用于测量振动信号,工作台(1)的外侧布置有噪声传感器(4),所述三分量测力仪(2)的电压信号、压电式加速度传感器(3)的电压信号、噪声传感器(4)的声压信号被采集到上位机(5)中;铣刀(7)位于工件上方,所述铣刀(7)通过定位夹具(6)安装在数控机床的主轴(8)上以来进行x、y、z轴三个方向自由移动;在铣刀(7)的外侧布置有设置有视觉检测装置(9),所述视觉检测装置(9)通过夹具进行固定,所述视觉检测装置(9)包括光源(91)、ccd摄像机(92)、镜头(93)、图像采集卡(94), 铣刀(7)的外侧设置在光源(91),所述ccd摄像机(92)位于铣刀(7)与光源(91)之间,所述ccd摄像机(92)上安装有镜头(93)并且朝向铣刀(7),所述ccd摄像机(92)与图像采集卡(94)连接,所述图像采集卡(94)采用 ieee1394连接上位机(5)以来传输铣刀图像;所述上位机(5)得到的三分量测力仪(2)的电压信号、压电式加速度传感器(3)的电压信号、噪声传感器(4)的电压信号,经核主元分析筛选后,通过bpnn 的网络模型实现对铣刀(7)磨损状态的信号识别;所述上位机(5)得到的铣刀图像先经过图像处理,然后上位机(5)采用机器视觉软件对图像处理后的铣刀图像磨损区域进行提取,最后对铣刀磨损量进行量化以确定铣刀的磨损状态,实现刀具的磨损监测。2.根据权利要求1所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述步骤(1)中的定位夹具(6)包括夹紧机构(61)、环形固定底座(62)、外壳(63)、转动底板(64),所述夹紧机构(61)安装于环形固定底座(62)上,所述夹紧机构(61)用于对铣刀(7)的刀柄进行夹紧和张开;所述环形固定底座(62)用于对铣刀(7)进行支撑并且环形固定底座(62)与主轴(8)固定连接;所述转动底板(64)设于环形固定底座(62)的内圆内或设于环形固定底座(62)的上表面,所述外壳(63)扣设于转动底板(64)上,所述外壳(63)与转动底板(64)通过连杆(65)固定连接;所述外壳(63)与转动底板(64)之间设置夹紧机构(61);所述外壳(63)中部设有与夹紧机构(61)的夹持口相通的通孔,所述通孔的内侧供夹紧机构(61)夹紧铣刀(7)的刀柄。3.根据权利要求2所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述夹紧机构(61)包括下固定块(611)、至少三个夹紧偏心轮(612)、上固定块(613);所述下固定块(611)的底部与环形固定底座(62)固定连接,所述下固定块(611)的顶部设有凹槽;所述夹紧偏心轮(612)包括支撑柱(6121)、滑动柱(6122)和偏心轮(6123),所述支撑柱(6121)的底端与转动底板(64)固定连接,所述偏心轮(6123)的偏心套接于支撑柱(6121)上,所述偏心轮(6123)的轮边与滑动柱(6122)固定连接,所述滑动柱(6122)可滑动地设于所述凹槽中;所述上固定块(613)与下固定块(611)连接,所述上固定块(613)下表面设置的凹槽与下固定块(611)顶部的凹槽相对设置。4.根据权利要求3所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述环形固定底座(62)上设置有与连杆(65)数量相同的定位销(621),每一所述定位销(621)与对应的连杆(65)之间通过一弹簧(622)连接,所述弹簧(622)用于张开后利用形变后的弹力驱动所述夹紧机构(61)恢复至夹紧状态;所述外壳(63)上设置有转动杆(631),通过转动转动杆(631),带动外壳(63)和转动底板(64)转动,实现夹紧机构(61)的夹紧与张开。
5.根据权利要求1所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述步骤(2)中的ccd摄像机(92)采用高分辨率工业数字 ccd 摄像机,所述镜头(93)采用双远心机器视觉镜头。6.根据权利要求1所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述步骤(3)中的bpnn 的网络模型,结构设计的步骤如下:输入层设计: 输入层节点数等于经核主元分析筛选后三分量测力仪(2)的电压信号、压电式加速度传感器(3)的电压信号、噪声传感器(4)的电压信号的特征个数;输出层设计:输出层节点数为铣刀(7)初期、正常和急剧磨损的 3 种状态,输出层节点数为 3;隐含层设计:隐含层节点数表示为 k = (a b) / 2 c, c∈ [1, 10]。7.根据权利要求1所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述步骤(3)中的图像处理,包括如下步骤:(1)直方图均衡化:上位机(5)通过图像采集卡(94)得到ccd摄像机(92)拍照采集的铣刀图像的直方图,计算新的灰度级,然后修正为合理的灰度级,计算出该采集的图像的新直方图,生成新的图像;(2)图像去噪:对上述图像进行均值滤波处理,使用权值系数, 将上述图像待处理像素点的领域点进行加权平均计算,将得到的计算结果赋予该点,直至将图像中的每一个像素点都处理完毕;(3)阈值分割:对上述图像采用双峰法进行阈值分割;(4)图像边缘提取:对上述图像采用canny 算子进行图像边缘提取检测,然后采用膨胀与腐蚀的综合运算, 使上述图像的边缘信息更加清晰。8.根据权利要求1所述的数控机床铣刀磨损状态信号监测方法,其特征在于,所述步骤(3)中的铣刀图像磨损区域进行提取,对图像处理后的图像使用形态学重构求取极值点得到极值点图, 其中,背景区域和铣刀未磨损区域都属于局部极值点,各区域边界不属于局部极值点,最终通过形态学变换将铣刀磨损区域的边界提取出来。
技术总结
一种数控机床铣刀磨损状态信号监测方法,包括如下步骤:工件与数控机床的工作台之间安装有三分量测力仪,所述三分量测力仪以电压的形式测量空间中三个方向上的切削力,工件上安装有3个压电式加速度传感器用于测量振动信号,工作台的外侧布置有噪声传感器,所述三分量测力仪的电压信号、压电式加速度传感器的电压信号、噪声传感器的声压信号被采集到上位机中;铣刀位于工件上方,所述铣刀通过定位夹具安装在数控机床的主轴上以来进行X、Y、Z轴三个方向自由移动。本发明所述的数控机床铣刀磨损状态信号监测方法,方法设计合理,将间接监测与直接监测相结合,避免了单一监测方法导致的容易受到噪音干扰、监测数据大、监测准确率低的问题。的问题。的问题。
技术研发人员:陈茂隆
受保护的技术使用者:豪丰茂五金制品(太仓)有限公司
技术研发日:2021.08.05
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。