1.本发明涉及一种细纱机摇架分总成装配装置,属纺织机械摇架产品架体总成组装设备技术领域。
背景技术:
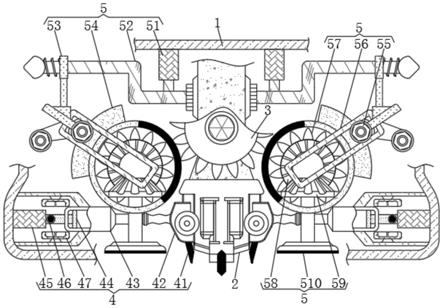
2.纺织机械中的细纱机摇架分总成由架体1、定位片2、手柄3和圆柱销4构成(参见说明书附图1和2):架体1与手柄3呈一定角度合装后,再将定位片2成一定角度插入到架体1的内部,随后通过圆柱销4将架体1、定位片2和手柄3连接组成摇架分总成。目前摇架分总成的装配采用的是人工将各个零件组装后通过手动压装圆柱销4的方式完成,其存有装配效率低和装配误差大的问题。为此有必要研发一种装配装置使其能够机械化的完成摇架分总成的装配,从而解决摇架分总成现有装配方式存有的以上问题。
技术实现要素:
3.本发明的目的在于:提供一种结构紧凑、设计巧妙,以解决现有纺织机械摇架产品架体总成装配方式存有的装配效率低、装配误差大的问题的细纱机摇架分总成装配装置。
4.本发明的技术方案是:一种细纱机摇架分总成装配装置,由机架、分度盘、工件夹座、架体上料机构、定位片供料机构、手柄供料机构、验销机构、圆柱销压销机构和下料机构构成;其特征在于:所述的机架上通过力矩电机装有分度盘;分度盘上呈圆环状均布有六组工件夹座;所述的分度盘四周的机架上均匀设置有架体上料机构、定位片供料机构、手柄供料机构、验销机构、圆柱销压销机构和下料机构;架体上料机构、定位片供料机构、手柄供料机构、验销机构、圆柱销压销机构和下料机构与分度盘上六组工件夹座分别呈相向设置。
5.所述的工件夹座包括安装底板、浮动板、导向轴、复位弹簧、支撑柱、主承载台、副承载台、滑移版a和滑移版b;所述的分度盘上固装有安装底板;安装底板上通过导向轴活动装有浮动板;浮动板与安装底板之间装有复位弹簧;浮动板底部装有支撑柱;支撑柱穿过安装底板后延伸至其下方;所述的浮动板上间隔固装有主承载台和副承载台;主承载台和副承载台之间的浮动板上通过压紧汽缸和旋转汽缸装有架体压板;主承载台一侧的浮动板上通过推送缸a和滑轨滑动装有滑移版a;主承载台另一侧的浮动板上通过推送缸b和滑轨滑动装有滑移版b;所述的滑移版a上间隔状设置有多组支撑块;支撑块一端的滑移版a上装有端头限位销;端头限位销内侧通过升降缸装有手柄验销;滑移版a的中部通过压紧汽缸和旋转汽缸装有手柄压板;所述的滑移版b上装有定位片夹爪。
6.所述的主承载台上固装有架体定位销;架体定位销一侧的主承载台上通过弹簧活动装有弹性定位销。
7.所述的支撑块的横截面呈“l”型结构。
8.所述的架体上料机构包括六轴机器人和架体夹头;六轴机器人的输出端装有架体夹头;所述的架体夹头包括装配板、架体夹爪和架体验销;所述的六轴机器人的输出端装有
装配板;装配板的下端对称装有两组架体夹爪;其中一组架体夹爪一侧的装配板上通过汽缸装有架体验销。
9.所述的定位片供料机构包括排料器、定位片夹头、送料机械手和振动上料器a;分度盘一侧的机架上装有振动上料器a;振动上料器a与分度盘之间装有排料器;排料器一侧通过送料机械手装有定位片夹头。
10.所述的排料器包括导向槽板、弹性压头、排料座、定位片验销和支架;振动上料器a与分度盘之间通过支架装有排料座;排料座的中部设置有导向槽板;导向槽板的一端与振动上料器a的输出端连接;导向槽板另一端的排料座上设置有下料叉口;下料叉口下方通过汽缸装有定位片验销;下料叉口上方通过汽缸装有弹性压头。
11.所述的定位片夹头包括送料夹爪、送料验销和衔接座;所述的送料机械手的端头装有衔接座;衔接座的底端装有送料夹爪;送料夹爪上方的衔接座上通过汽缸装有送料验销。
12.所述的手柄供料机构包括上料机械手、手柄供料线和手柄夹头;分度盘一侧设置有手柄供料线;手柄供料线与分度盘之间通过上料机械手装有手柄夹头;所述的手柄夹头包括装配座、手柄夹爪和上料验销;上料机械手的输出端装有装配座;装配座一端的下方装有手柄夹爪;装配座另一端的下方通过汽缸装有上料验销。
13.所述的验销机构包括立架、验销缸、升降滑座、验证销、装配套、缓冲弹簧和滑杆;立架上通过验销缸和导轨滑动装有升降滑座;升降滑座上装有装配套;装配套的内部滑动装有截面为“凸”字型的滑杆;滑杆的下端装有验证销;验证销穿过装配套后延伸至其下方;装配套的上端装有限位盖;限位盖与滑杆之间装有缓冲弹簧。
14.所述的圆柱销压销机构包括圆柱销送料器、振动上料器b、压紧缸、压销和承载柱;所述的分度盘一侧装有圆柱销送料器;圆柱销送料器一侧装有振动上料器b;振动上料器b通过软管与圆柱销送料器连接;圆柱销送料器另一侧上方的机架上通过压紧缸对称装有两组压销;压销下方的分度盘下方的机架上装有承载柱。
15.所述的圆柱销送料器包括安装架、引导板、滑移板和滑移汽缸;所述的安装架上固装有引导板;引导板下方通过导轨和滑移汽缸装有滑移板;引导板上设置有两组接料孔;接料孔通过软管与振动上料器b相连接;滑移板一端设置有两组下料孔;下料孔一侧装有弹性柱塞;所述的下料孔与接料孔间歇连通。
16.所述的下料机构包括下料吸头和下料机械手;分度盘一侧通过下料机械手装有下料吸头;所述的下料吸头包括下料吸盘、下料座和下料验销;下料机械手的端头装有下料座;下料座的下端装有多个下料吸盘;下料吸盘上方的下料座上通过汽缸装有下料验销。
17.本发明的优点在于:该细纱机摇架分总成装配装置,结构紧凑、设计巧妙;能够连续的完成摇架分总成的装配,且能够对安装成品进行检测;从而解决了摇架分总成现有装配方式存有的装配效率低、装配误差大的问题;满足了企业高效生产使用的需要。
附图说明
18.图1为摇架分总成的爆炸结构示意图;图2为摇架分总成的主视结构示意图;
图3为本发明的轴测结构示意图;图4为本发明的俯视结构示意图;图5为分度盘以及工件夹座的结构示意图;图6为本发明的工件夹座的结构示意图;图7为本发明的工件夹座的俯视结构示意图;图8为图7的左视结构示意图;图9为图7中a处的放大结构示意图;图10为图7中b处的放大结构示意图;图11为本发明的架体上料机构的结构示意图;图12为本发明架体夹头的结构示意图;图13本发明架体夹头的俯视结构示意图;图14本发明架体夹头的左视结构示意图;图15为本发明定位片供料机构以及分度盘的结构示意图;图16为图15中c处的放大结构示意图;图17为本发明的上料器的结构示意图;图18为本发明定位片夹头的轴测结构示意图;图19为本发明定位片夹头的主视结构示意图;图20为本发明手柄供料机构的结构示意图;图21为图20中d处的放大结构示意图;图22为本发明手柄夹头的结构示意图;图23为本发明手柄夹头的左视结构示意图;图24为本发明分度盘以及验销机构的结构示意图;图25为本发明验销机构的结构示意图;图26为本发明分度盘以及圆柱销压销机构的结构示意图;图27为本发明圆柱销压销机构的结构示意图;图28为本发明圆柱销送料器的结构示意图;图29为本发明圆柱销送料器的剖面结构示意图;图30为图29中e处的放大结构示意图;图31为本发明圆柱销压销机构的工作状态结构示意图;图32为本发明圆柱销压销机构和工件夹座工作剖面结构示意图;图33为本发明下料机构及分度盘的结构示意图;图34为本发明下料吸头的结构示意图;图35为图34的主视结构示意图;图36为本发明工件夹座装夹工件时的结构示意图。
19.图中:1、架体;2、定位片;3、手柄;4、圆柱销;5、机架;6、分度盘;7、工件夹座;8、架体上料机构;9、定位片供料机构;10、手柄供料机构;11、验销机构;12、圆柱销压销机构;13、下料机构;14、安装底板;15、导向轴;16、浮动板;17、复位弹簧;18、支撑柱;19、主承载台;20、副承载台;21、架体定位销;22、弹性定位销;23、滑移版a;24、滑移版b;25、支撑块;26、端头限位销;27、升降缸;28、手柄验销;29、手柄压板;30、推送缸a;31、推送缸b;32、架体压板;
33、定位片夹爪;34、六轴机器人;35、装配板;36、架体夹爪;37、架体夹头;38、架体验销;39、振动上料器a;40、排料器;41、送料机械手;42、定位片夹头;43、排料座;44、下料叉口;45、导向槽板;46、弹性压头;47、送料夹爪;48、衔接座;49、送料验销;50、手柄供料线;51、上料机械手;52、手柄夹头;53、装配座;54、手柄夹爪;55、上料验销;56、验销缸;57、升降滑座;58、装配套;59、滑杆;60、验证销;61、缓冲弹簧;62、限位盖;63、圆柱销送料器;64、振动上料器b;65、压紧缸;66、压销;67、承载柱;68、安装架;69、引导板;70、滑移汽缸;71、滑移板;72、接料孔;73、下料孔;74、弹性柱塞;75、下料机械手;76、下料吸头;77、下料座;78、下料吸盘;79、下料验销;80、定位片验销。
具体实施方式
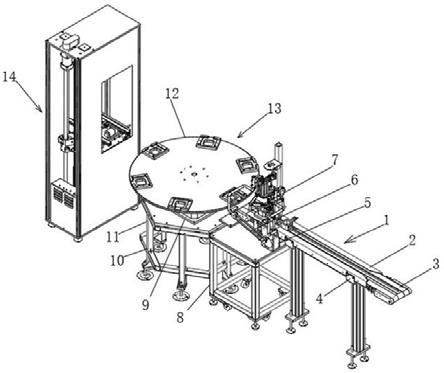
20.该细纱机摇架分总成装配装置由机架5、分度盘6、工件夹座7、架体上料机构8、定位片供料机构9、手柄供料机构10、验销机构11、圆柱销压销机构12和下料机构13构成(参见说明书附图3和4)。
21.机架5上通过力矩电机装有分度盘6;分度盘6为外购设备,工作时分度盘6可以按照固定角度间歇转动。分度盘6上呈圆环状均布有六组工件夹座7(参见说明书附图5)。
22.工件夹座7包括安装底板14、浮动板16、导向轴15、复位弹簧17、支撑柱18、主承载台19、副承载台20、滑移版a23和滑移版b24(参见说明书附图6、7和8)。
23.分度盘6上固装有安装底板14;安装底板14上通过导向轴15活动装有浮动板16(参见说明书附图6和8);浮动板16与安装底板14之间装有复位弹簧17。浮动板16在导向轴15的引导下可上下浮动,避免了浮动板16偏离运动轨迹问题的发生。
24.浮动板16底部装有支撑柱18;支撑柱18穿过安装底板14后延伸至其下方(参见说明书附图8);设置支撑柱18的目的在于:以使浮动板16受力向下运动一段距离后,支撑柱18可与机架上的承载柱67抵触时(参见说明书附图32),承载柱67能够通过支撑柱18为浮动板16提供支撑,从而达到了使“压销”顺利进行的目的。
25.浮动板16上间隔固装有主承载台19和副承载台20(参见说明书附图6和7);主承载台19上固装有架体定位销21;架体定位销21一侧的主承载台19上通过弹簧活动装有弹性定位销22(参见说明书附图6)。弹性定位销22受压时,其可收缩至主承载台19的内部。
26.工作时主承载台19和副承载台20具有装载架体1的作用(参见说明书附图36),装配时,架体1上的其中一个圆柱销4的装配孔与弹性定位销22插接连接,架体1上的另外一个安装孔(其不参与该摇架分总成装配装置零部件的安装)与架体定位销21插接连接;如此工作时主承载台19即可通过弹性定位销22和架体定位销21对架体1进行定位,从而避免了架体1装配时发生偏移的问题。
27.主承载台19和副承载台20之间的浮动板16上通过压紧汽缸和旋转汽缸装有架体压板32(参见说明书附图6和7);工作时,架体压板32可将架体1通过压紧的方式固定在主承载台19和副承载台20上。
28.主承载台19一侧的浮动板16上通过推送缸a30和滑轨滑动装有滑移版a23(参见说明书附图7和10);推送缸a30工作时可带动滑移版a23沿着滑轨来回滑动。
29.滑移版a23上间隔状设置有多组支撑块25;支撑块25的横截面呈“l”型结构(参见说明书附图6和8)。支撑块25一端的滑移版a23上装有端头限位销26(参见说明书附图6和
10)。装配时,手柄3放置在支撑块25上后,端头限位销26与手柄3的一端贴合连接;手柄3的内侧边与支撑块25贴合。如此支撑块25和端头限位销26即可为手柄3提供支撑和限位,避免了工作时发生偏移安装位置的问题。
30.滑移版a23的中部通过压紧汽缸和旋转汽缸装有手柄压板29(参见说明书附图6和9);工作时,手柄压板29可通过压紧的方式将手柄3固定在支撑块25上。
31.端头限位销26内侧通过升降缸27装有手柄验销28(参见说明书附图6和7);手柄3固定在支撑块25上后,手柄验销28应该与正确放置手柄3的一个装配孔呈相向设置,当升降缸27带动手柄验销28上移插入到手柄3中时,则说明手柄3放置正确,否则放置错误。
32.主承载台19另一侧的浮动板16上通过推送缸b31和滑轨滑动装有滑移版b24(参见说明书附图6、7和9);推送缸b31工作时可带动滑移版b24沿着滑轨来回动作。
33.滑移版b24上装有定位片夹爪33(参见说明书附图6、7和9)。工作时定位片夹爪33可将定位片2夹紧固定。
34.分度盘6四周的机架5上均匀设置有架体上料机构8、定位片供料机构9、手柄供料机构10、验销机构11、圆柱销压销机构12和下料机构13;架体上料机构8、定位片供料机构9、手柄供料机构10、验销机构11、圆柱销压销机构12和下料机构13与分度盘6上六组工件夹座7分别呈相向设置。
35.架体上料机构8包括六轴机器人34和架体夹头37(参见说明书附图11);分度盘6一侧装有六轴机器人34(参见说明书附图3和4);六轴机器人34为外购设备。
36.六轴机器人34的输出端装有架体夹头37(参见说明书附图11);架体夹头37包括装配板35、架体夹爪36和架体验销38(参见说明书附图12和13);六轴机器人34的输出端装有装配板35;装配板35的下端对称装有两组架体夹爪36;工作时,架体夹头37可通过两组架体夹爪36对架体1进行夹持。
37.其中一组架体夹爪36一侧的装配板35上通过汽缸装有架体验销38(参见说明书附图13和14)。工作时,当架体夹爪36对架体1进行正确夹持时,架体验销38可插入到架体1上的装配孔中,否则架体夹爪36对架体1夹持错误。
38.架体上料机构8一侧设置有定位片供料机构9(参见说明书附图3和4)。定位片供料机构9包括排料器40、定位片夹头42、送料机械手41和振动上料器a39(参见说明书附图15和16)。
39.分度盘6一侧的机架5上装有振动上料器a39(参见说明书附图15);振动上料器a39与分度盘6之间装有排料器40(参见说明书附图16)。
40.排料器40包括导向槽板45、弹性压头46、排料座43、定位片验销80和支架(参见说明书附图17)。
41.振动上料器a39与分度盘6之间通过支架装有排料座43;排料座43的中部设置有导向槽板45;导向槽板45的一端与振动上料器a39的输出端连接(参见说明书附图15和16);振动上料器a39工作时,可将定位片2按照统一姿态依次排列输入到导向槽板45上,并最终进入到排料座43上。
42.导向槽板45另一端的排料座43上设置有下料叉口44(参见说明书附图17);设置下料叉口44的目的在于:以使工作时,定位片夹头42可通过下料叉口44对定位片2进行夹持下料。
43.下料叉口44上方通过汽缸装有弹性压头46(参见说明书附图17)。工作时弹性压头46可通过压紧的方式将定位片2固定在排料座43的内部。
44.下料叉口44下方通过汽缸装有定位片验销80(参见说明书附图17);工作时,当定位片2的位置正确时,定位片验销80可插入到定位片2上的装配孔内;如果定位片验销80不能插入则说明定位片2的位置错误。
45.排料器40一侧通过送料机械手41装有定位片夹头42(参见说明书附图16)。定位片夹头42包括送料夹爪47、送料验销49和衔接座48(参见说明书附图18)。
46.送料机械手41的端头装有衔接座48;衔接座48的底端装有送料夹爪47;送料夹爪47上方的衔接座48上通过汽缸装有送料验销49。工作时,定位片夹头42可通过送料夹爪47对定位片2进行夹持。当送料夹爪47以正确的姿态对定位片2进行夹持时,送料验销49能够插入到定位片2上的装配孔内;如果送料验销49不能插入则说明送料夹爪47夹持定位片2的位置错误。
47.定位片供料机构9一侧设置有手柄供料机构10(参见说明书附图3和4)。手柄供料机构10包括上料机械手51、手柄供料线50和手柄夹头52(参见说明书附图20和21)。
48.分度盘6一侧设置有手柄供料线50(参见说明书附图20);手柄供料线50为外购设备,其能够将手柄3以统一的姿态有序输出。
49.手柄供料线50与分度盘6之间通过上料机械手51装有手柄夹头52(参见说明书附图21);手柄夹头52包括装配座53、手柄夹爪54和上料验销55(参见说明书附图22和23)。
50.上料机械手51的输出端装有装配座53;装配座53一端的下方装有手柄夹爪54;装配座53另一端的下方通过汽缸装有上料验销55(参见说明书附图22和23)。工作时,上料机械手51可通过手柄夹爪54对手柄3进行抓取夹持;夹持时,当上料验销55能够插入到手柄3上的装配孔中,则说明手柄夹爪54对手柄3的夹持姿态正确,否则则说明手柄夹爪54夹持手柄3的姿态错误。
51.手柄供料机构10一侧设置有验销机构11(参见说明书附图3和4)。验销机构11包括立架、验销缸56、升降滑座57、验证销60、装配套58、缓冲弹簧61和滑杆59(参见说明书附图25)。
52.立架上通过验销缸56和导轨滑动装有升降滑座57;验销缸56动作时可带动升降滑座57沿着导轨上下滑动。
53.升降滑座57上装有装配套58;装配套58的内部滑动装有截面为“凸”字型的滑杆59;滑杆59的下端装有验证销60;验证销60穿过装配套58后延伸至其下方;装配套58的上端装有限位盖62;限位盖62与滑杆59之间装有缓冲弹簧61(参见说明书附图25)。如此设置验销机构11的目的在于:以使验证销60受力时能够克服缓冲弹簧61回缩,而当外力撤销后验证销60又能在缓冲弹簧61弹力的作用下迅速复位。
54.验销机构11一侧设置有圆柱销压销机构12(参见说明书附图3和4);圆柱销压销机构12包括圆柱销送料器63、振动上料器b64、压紧缸65、压销66和承载柱67(参见说明书附图26、27和28)。
55.分度盘6一侧装有圆柱销送料器63;圆柱销送料器63一侧装有振动上料器b64(参见说明书附图26)。圆柱销送料器63包括安装架68、引导板69、滑移板71和滑移汽缸70(参见说明书附图28和29)。
56.安装架68上固装有引导板69;引导板69下方通过导轨和滑移汽缸70装有滑移板71(参见说明书附图28和29);滑移汽缸70工作时可带动滑移板71来回动作。
57.引导板69上设置有两组接料孔72;接料孔72通过软管与振动上料器b64相连接(参见说明书附图29和30);工作时振动上料器b64可将圆柱销4以统一的姿态输出并在软管的引导下进入到接料孔72的内部。
58.滑移板71一端设置有两组下料孔73;下料孔73一侧装有弹性柱塞74(参见说明书附图30);工作时当圆柱销4进入到下料孔73的内部后,弹性柱塞74即可将圆柱销4卡接限定在下料孔73的内部。
59.工作时,当滑移汽缸70带动滑移板71移动至右端位置时,下料孔73与接料孔72连通;接料孔72内的圆柱销4将落入到下料孔73中。当滑移汽缸70带动滑移板71移动至左端位置时,装有圆柱销4的下料孔73与压销66呈相向设置(参见说明书附图31)。
60.圆柱销送料器63另一侧上方的机架5上通过压紧缸65对称装有两组压销66(参见说明书附图27);压销66下方的分度盘6下方的机架5上装有承载柱67(参见说明书附图32)。设置承载柱67的目的在于:以使工作时,压销66下压对圆柱销4进行压装带动浮动板16下移时,承载柱67可与支撑柱18抵触,其能够通过支撑柱18为浮动板16提供支撑,从而达到了使“压销”顺利进行的目的。
61.圆柱销压销机构12一侧设置有下料机构13;下料机构13包括下料吸头76和下料机械手75(参见说明书附图33)。分度盘6一侧通过下料机械手75装有下料吸头76;下料吸头76包括下料吸盘78、下料座77和下料验销79(参见说明书附图34和35)。
62.下料机械手75的端头装有下料座77;下料座77的下端装有多个下料吸盘78;下料吸盘78上方的下料座77上通过汽缸装有下料验销79(参见说明书附图34和35)。工作时下料机械手75可通过下料吸盘78对装配完成的摇架分总成进行吸附转移,转移时下料验销79如果能够插入到摇架分总成上的装配孔时,则说明下料机械手75吸附摇架分总成的姿态正确,否则为不正确。
63.该细纱机摇架分总成装配装置工作时,架体上料机构8的六轴机器人34通过架体夹头37上的架体夹爪36从外界夹持架体1并移动至分度盘6上对应工件夹座7的上方。在这一过程中,架体夹头37上的汽缸带动架体验销38动作插入到架体1上的装配孔中;如果架体验销38可插入到架体1中则说明架体夹爪36对架体1进行正确夹持,并将架体1放置在主承载台19和副承载台20上,此时主承载台19即可通过弹性定位销22和架体定位销21对架体1进行定位。如果架体验销38不能插入到架体1中则说明架体夹爪36对架体1夹持错误;此时架体上料机构8将架体1放置到其它地方,并重新夹持架体1将正确姿态的架体1放置在主承载台19和副承载台20上;随后工件夹座7上的压紧汽缸和旋转汽缸带动架体压板32动作,将架体1通过压紧的方式固定在主承载台19和副承载台20上。
64.工件夹座7将架体1夹紧固定在主承载台19和副承载台20上后,分度盘6转动一个工位,使装有架体1的工件夹座7移动至与定位片供料机构9相对应。
65.随后定位片供料机构9中的振动上料器a39动作,将定位片2按照统一姿态依次排列输入到导向槽板45上,并最终进入到排料座43上。此时汽缸带动弹性压头46可通过压紧的方式将定位片2固定在排料座43的内部。随后定位片验销80动作插入到定位片2上的装配孔内;如果不能插入则说明定位片2的位置错误;如果能够插入则则说明定位片2的位置正
确。如果定位片2的位置错误,送料机械手41通过定位片夹头42将定位片2输送至其它位置。当定位片2的位置正确,送料机械手41通过定位片夹头42将定位片2输送至对应工件夹座7上的定位片夹爪33,定位片夹爪33可将定位片2夹紧固定。
66.在上述定位片夹头42对定位片2进行输送过程中,若定位片夹头42上的送料验销49能够插入到定位片2上的装配孔内,则说明定位片夹头42对定位片2的夹持姿态正确;定位片夹头42即可将定位片2顺利输送至工件夹座7上的定位片夹爪33上。若送料验销49不能插入到定位片2上的装配孔内,则说明定位片夹头42对定位片2的夹持姿态不正确,定位片夹头42即可将定位片2输送至其它位置。
67.当工件夹座7上的定位片夹爪33将定位片2夹紧固定后,分度盘6转动一个工位,使装有架体1和定位片2的工件夹座7移动至与手柄供料机构10相对应。
68.随后手柄供料机构10上的上料机械手51通过手柄夹头52上的手柄夹爪54在手柄供料线50上夹取手柄3;并转移至对应工件夹座7的上方。在这一过程中手柄夹头52上的上料验销55动作,若其能够插入到手柄3上的装配孔中,则说明手柄夹爪54对手柄3的夹持姿态正确,否则则说明手柄夹爪54夹持手柄3的姿态错误。随后手柄夹头52将夹持姿态正确的手柄3放置在对应工件夹座7的支撑块25上,将夹持姿态正确的手柄3转移至其它位置。
69.手柄3放置在对应工件夹座7的支撑块25上后,工件夹座7上的压紧汽缸和旋转汽缸装有手柄压板29动作,手柄压板29通过压紧的方式将手柄3固定在支撑块25上(参见说明书附图36)。随后工件夹座7上的升降缸27带动手柄验销28插入到手柄3中,当其能够插入到手柄3中的装配孔时,则说明手柄3的位置正确。当手柄验销28不能插入到手柄3中的装配孔时,则说明手柄3的位置错误,此时手柄压板29将手柄3松开,手柄夹爪54将其移送至其它位置,随后手柄夹爪54将新的手柄3放置在工件夹座7的支撑块25上,手柄压板29将其夹紧固定。如此反复直至手柄压板29将放置位置正确的手柄3夹紧固定在工件夹座7上。
70.随后分度盘6转动一个工位,使装有架体1、定位片2和手柄3的工件夹座7移动至与验销机构11相对应;随后工件夹座7上的推送缸a30和推送缸b31同步动作,通过滑移版a23和滑移版b24带动手柄3和定位片2向着架体1靠拢完成三组部件的合体动作。
71.随后验销机构11上的验销缸56带动升降滑座57和验证销60下移后复位;在这一过程中,如果验证销60能够顺利插入到完成合体架体1上的装配孔,则说明架体1的合体合格,否则架体1合体合格。随后分度盘6转动一个工位,将带有完成合体的架体1的工件夹座7转动至与圆柱销压销机构12相对应。
72.此时,如果与圆柱销压销机构12相对应的工件夹座7上完成合体的架体1是合体不合格合格的状态,分度盘6直接转动一个工位,使下一个带有合体合格架体1的工件夹座7转动至与圆柱销压销机构12相对应。
73.随后振动上料器b64动作将圆柱销4以统一的姿态输出并在软管的引导下进入到引导板69中的接料孔72中,并最终落入到滑移板71的下料孔73的内部,并在弹性柱塞74的作用下卡接限定在下料孔73的内部。
74.而后滑移汽缸70带动滑移板71移动至左端位置,此时装有圆柱销4的下料孔73与压销66呈相向设置,圆柱销4与下方完成合体架体1上的装配孔呈相向设置。随后压紧缸65带动压销66下压,压销66下压过程中对圆柱销4进行下压使其压装到合体架体1的内部后复位,至此完成细纱机摇架分总成装配。在压销66下压圆柱销4的过程中,其能够带动浮动板
16下移,当机架5上的承载柱67与支撑柱18抵触时,承载柱67即可通过支撑柱18为浮动板16提供支撑,从而达到了使“压销”顺利进行的目的(参见说明书附图32)。
75.当细纱机摇架分总成完成装配后,分度盘6转动一个工位使带有细纱机摇架分总成的工件夹座7转移至与下料机构13相对应;随后工件夹座7上的手柄压板29和架体压板32复位将细纱机摇架分总成松开,随后下料机构13通过下料吸头76将细纱机摇架分总成吸附转移,在这一过程中下料验销79动作,如果其插入到摇架分总成上的装配孔时,则说明下料机械手75吸附摇架分总成的姿态正确,下料机构13将其转移至下步安装工序,如果下料验销79不能插入到摇架分总成上的装配孔时,则说明下料机械手75吸附摇架分总成的姿态不正确,下料机构13将其转移至其它位置。
76.下料机构13将摇架分总成转移完毕后,工件夹座7上的推送缸a30和推送缸b31带动滑移版a23和滑移版b24复位;随后分度盘6带动复位的工件夹座7转动一个工位,复位至初始位置。至此该装配装置全部完成细纱机摇架分总成的装配下料工作,该装配装置即可进入下个工作循环。
77.该细纱机摇架分总成装配装置,结构紧凑、设计巧妙;能够连续的完成摇架分总成的装配,且能够对安装成品进行检测;从而解决了摇架分总成现有装配方式存有的装配效率低、装配误差大的问题;满足了企业高效生产使用的需要。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。