1.本发明属于数控机床技术领域,具体涉及一种数控机床铣刀磨损状态信号监测方法。
背景技术:
2.数控机床出现故障的主要因素是刀具失效, 若无法及早和有效地监测刀具的失效状态, 会造成很大的经济损失。据统计, 数控机床总停机时间的1/5
‑
1/3 是由于刀具失效引起的, 而拥有刀具监测系统的数控机床的停机时间可减少75%, 不仅提高生产率且能使机床的利用率提升 50%以上。可见, 在数控机床中实现刀具的实时在线监测具有重要的意义。
3.现有技术中的数控机床刀具磨损监测方法一般是通过监控加工参数在加工过程中的变化,包括机床功率、声发射信号、刀具或工件振动频率等,判断刀具磨损状态以及健康寿命,其缺点在于在监控加工参数变化时容易受到噪音干扰,从而导致磨损监测不准确,且须处理大量监控数据导致诊断时间长、诊断率低等现象。因此,需要研发出一种数控机床铣刀磨损状态信号监测方法,以来解决上述问题。
4.中国专利申请号为cn201920091081.9公开了一种三合一传感器夹具及多模态刀具磨损状态监测系统,通过集成了三种传感器,能够实时准确的检测数据信号,保证精度,实现切削监测系统的前端监测功能,没有解决铣刀磨损状态信号监测存在获取信息量有限、抗干扰能力较弱的问题。
技术实现要素:
5.发明目的:为了克服以上不足,本发明的目的是提供一种数控机床铣刀磨损状态信号监测方法,方法设计合理,将间接监测与直接监测相结合,避免了单一监测方法导致的容易受到噪音干扰、监测数据大、监测准确率低的问题,应用前景广泛。。
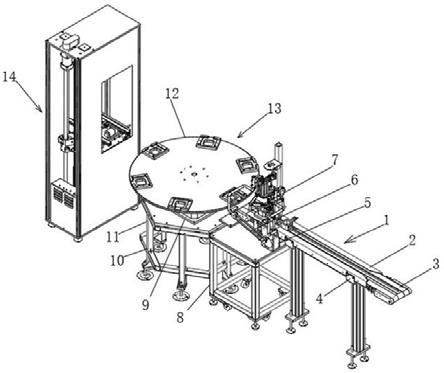
6.本发明的目的是通过以下技术方案实现的:一种数控机床铣刀磨损状态信号监测方法,包括如下步骤:(1)工件与数控机床的工作台之间安装有三分量测力仪,所述三分量测力仪以电压的形式测量空间中三个方向上的切削力,工件上安装有3个压电式加速度传感器用于测量振动信号,工作台的外侧布置有噪声传感器,所述三分量测力仪的电压信号、压电式加速度传感器的电压信号、噪声传感器的声压信号被采集到上位机中;铣刀位于工件上方,所述铣刀通过定位夹具安装在数控机床的主轴上以来进行x、y、z轴三个方向自由移动;(2)在铣刀的外侧布置有设置有视觉检测装置,所述视觉检测装置通过夹具进行固定,所述视觉检测装置包括光源、ccd摄像机、镜头、图像采集卡, 铣刀的外侧设置在光源,所述ccd摄像机位于铣刀与光源之间,所述ccd摄像机上安装有镜头并且朝向铣刀,所述ccd摄像机与图像采集卡连接,所述图像采集卡采用 ieee1394连接上位机以来传输铣刀图像;
(3)所述上位机得到的三分量测力仪的电压信号、压电式加速度传感器的电压信号、噪声传感器的电压信号,经核主元分析筛选后,通过bpnn 的网络模型实现对铣刀磨损状态的信号识别;所述上位机得到的铣刀图像先经过图像处理,然后上位机采用机器视觉软件对图像处理后的铣刀图像磨损区域进行提取,最后对铣刀磨损量进行量化以确定铣刀的磨损状态,实现刀具的磨损监测。
7.本发明所述的数控机床铣刀磨损状态信号监测方法,设计合理,将间接监测与直接监测相结合,间接监测是通过监控加工参数在加工过程中的变化,包括铣刀加工过程中的三个方向上的切削力信号、振动信号、声压信号,判断铣刀磨损状态以及健康寿命,直接监测是基于机器视觉对铣刀磨损进行监测,精准给出某一时刻铣刀磨损量化数值,可以避免处理大量数据的计算成本。
8.进一步的,上述的数控机床铣刀磨损状态信号监测方法,所所述步骤(1)中的球磨,具体步骤如下:所述球磨机转速为 250r/min,球磨方式采用正反转球磨,球磨时间为6h,球磨后的熔融石英粉末过 500 目筛。
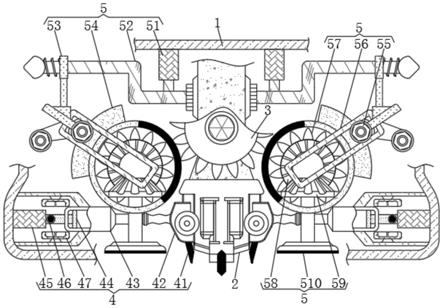
9.进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述步骤(1)中的定位夹具包括夹紧机构、环形固定底座、外壳、转动底板,所述夹紧机构安装于环形固定底座上,所述夹紧机构用于对铣刀的刀柄进行夹紧和张开;所述环形固定底座用于对铣刀进行支撑并且环形固定底座与主轴固定连接;所述转动底板设于环形固定底座的内圆内或设于环形固定底座的上表面,所述外壳扣设于转动底板上,所述外壳与转动底板通过连杆固定连接;所述外壳与转动底板之间设置夹紧机构;所述外壳中部设有与夹紧机构的夹持口相通的通孔,所述通孔的内侧供夹紧机构夹紧铣刀的刀柄。
10.通过定位夹具对铣刀刀柄进行夹紧和张开,实现对铣刀的精准定位,提升了铣刀磨损的检测效率。通过数控机床上的x、y、z轴的移动滑轨,带动主轴运动,进而主轴带动定位夹具进行x、y、z轴三个方向自由移动,实现多向调节,可灵活调整铣刀检测位置。所述环形固定底座的内圆直径尺寸大于夹紧机构在完全舒张状态下的极限容纳尺寸,以保证铣刀的刀柄可以很容易地穿过环形固定底座,并插入至夹紧机构进行夹紧。
11.进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述夹紧机构包括下固定块、至少三个夹紧偏心轮、上固定块;所述下固定块的底部与环形固定底座固定连接,所述下固定块的顶部设有凹槽;所述夹紧偏心轮包括支撑柱、滑动柱和偏心轮,所述支撑柱的底端与转动底板固定连接,所述偏心轮的偏心套接于支撑柱上,所述偏心轮的轮边与滑动柱固定连接,所述滑动柱可滑动地设于所述凹槽中;所述上固定块与下固定块连接,所述上固定块下表面设置的凹槽与下固定块顶部的凹槽相对设置。
12.通过转动外壳,带动转动底板和支撑柱转动,使得滑动柱在凹槽内滑动,实现夹紧机构的张开,反向转动外壳,实现夹紧机构的夹紧。通过上固定块对滑动柱滑动时进行限位。其中,夹紧机构在夹紧或张开的过程中,所述滑动柱在凹槽内滑动的轨迹并不是一条直线,而是一条弯曲的弧线。
13.进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述环形固定底座上设置有与连杆数量相同的定位销,每一所述定位销与对应的连杆之间通过一弹簧连接,所述弹簧用于张开后利用形变后的弹力驱动所述夹紧机构恢复至夹紧状态;所述外壳上设置有转动杆,通过转动转动杆,带动外壳和转动底板转动,实现夹紧机构的夹紧与张开。
14.在不放入铣刀刀柄的正常状态下,由于弹簧的拉伸作用,所述夹紧机构处于夹紧状态,即多个夹紧偏心轮为聚合状态。当放入铣刀刀柄进行夹紧时,拉动转动杆,带动外壳和转动底板转动,从而使夹紧偏心轮的支撑柱一端随着外壳和转动底板转动,带动偏心轮转动,从而使所述滑动柱一端在所述上固定块和下固定块之间的凹槽中进行滑动,最终使夹紧机构张开,此时将铣刀刀柄放入到定位夹具的中心通孔的夹紧位置,弹簧被拉伸具有弹力,松开转动杆,利用弹簧的弹性形变原理,弹簧自动回缩至正常状态,并带动外壳和转动底板反向转动至原位置,从而实现了夹紧机构的自锁夹紧,实现对刀柄和铣刀的定心,从而实现对刀柄的径向和轴向的精准定位。
15.进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述步骤(2)中的ccd摄像机采用高分辨率工业数字 ccd 摄像机,所述镜头采用双远心机器视觉镜头。
16.进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述步骤(3)中的bpnn 的网络模型,结构设计的步骤如下:(1)输入层设计: 输入层节点数等于经核主元分析筛选后三分量测力仪的电压信号、压电式加速度传感器的电压信号、噪声传感器(4)的电压信号的特征个数;(2)输出层设计:输出层节点数为铣刀初期、正常和急剧磨损的 3 种状态,输出层节点数为 3;(3)隐含层设计:隐含层节点数表示为 k = (a b) / 2 c, c∈ [1, 10]。
[0017]
进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述步骤(3)中的图像处理,包括如下步骤:(1)直方图均衡化:上位机通过图像采集卡得到ccd摄像机拍照采集的铣刀图像的直方图,计算新的灰度级,然后修正为合理的灰度级,计算出该采集的图像的新直方图,生成新的图像;(2)图像去噪:对上述图像进行均值滤波处理,使用权值系数, 将上述图像待处理像素点的领域点进行加权平均计算,将得到的计算结果赋予该点,直至将图像中的每一个像素点都处理完毕;(3)阈值分割:对上述图像采用双峰法进行阈值分割;(4)图像边缘提取:对上述图像采用canny 算子进行图像边缘提取检测,然后采用膨胀与腐蚀的综合运算, 使上述图像的边缘信息更加清晰。
[0018]
上位机在获取铣刀图像后,为了使得其可以更好地识别铣刀磨损的特征信息,需要首先对铣刀图像进行一系列的图像处理,使得铣刀图像的有用信息增强,以便上位机机在对铣刀进行相关的磨损缺陷识别与检测更加快速与准确。 同时由于在图像采集的过程中,不可避免的就会出现光照不良以及操作不规范等现象,这些都会导致所得到的图像与理想存在偏差,比如噪声,图像位置需要校正等,这些问题会对图像分析是否准确造成很大的干扰。
[0019]
本发明先进行直方图均衡化,操作后的铣刀图像, 图像中的背景部分得到了抑制,铣刀上的磨损区域被凸现出来,提高了图像的对比度,利于后面针对磨损的检测;通过均值滤波处理对图像进行去噪处理;对待测图像进行阈值分割的目的是将铣刀的磨损信息与铣刀的背景分割开来,为下一步的处理提供便利;将阈值分割之后的图像进行图像边缘提取是为了方便提取图像的边缘信息,边缘信息的完整性是后续图像识别的基础。
[0020]
进一步的,上述的数控机床铣刀磨损状态信号监测方法,所述步骤(3)中的铣刀图像磨损区域进行提取,对图像处理后的图像使用形态学重构求取极值点得到极值点图, 其中,背景区域和铣刀未磨损区域都属于局部极值点,各区域边界不属于局部极值点,最终通过形态学变换将铣刀磨损区域的边界提取出来。
[0021]
与现有技术相比,本发明具有如下的有益效果:本发明所述的数控机床铣刀磨损状态信号监测方法,设计合理,将间接监测与直接监测相结合,避免了单一监测方法导致的容易受到噪音干扰、监测数据大、监测准确率低的问题,间接监测是通过监控加工参数在加工过程中的变化,包括铣刀加工过程中的三个方向上的切削力信号、振动信号、声压信号,判断铣刀磨损状态以及健康寿命,直接监测是基于机器视觉对铣刀磨损进行监测,精准给出某一时刻铣刀磨损量化数值,可以避免处理大量数据的计算成本,应用前景广泛。
附图说明
[0022]
图1为本发明所述的数控机床铣刀磨损状态信号监测方法的布置示意图;图2为本发明所述的数控机床铣刀磨损状态信号监测方法的构架图;图3为本发明所述的数控机床铣刀磨损状态信号监测方法的定位机构的结构示意图;图4为本发明所述的数控机床铣刀磨损状态信号监测方法的定位机构的装配图;图中:工作台1、三分量测力仪2、压电式加速度传感器3、噪声传感器4、上位机5、定位夹具6、紧机构61、下固定块611、夹紧偏心轮612、支撑柱6121、滑动柱6122、偏心轮6123、上固定块613、环形固定底座62、定位销621、弹簧622、外壳63、转动杆631、转动底板64、连杆65、铣刀7、主轴8、视觉检测装置9、光源91、ccd摄像机92、镜头93、图像采集卡94、数控机床a、工件b。
具体实施方式
[0023]
下面结合附图1
‑
4和具体实施例,进一步阐明本发明。
[0024]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、
ꢀ“
内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0025]
一种数控机床铣刀磨损状态信号监测方法,包括如下步骤:(1)工件b与数控机床的工作台1之间安装有三分量测力仪2,所述三分量测力仪2以电压的形式测量空间中三个方向上的切削力,工件上安装有3个压电式加速度传感器3用于测量振动信号,工作台1的外侧布置有噪声传感器4,所述三分量测力仪2的电压信号、压电式加速度传感器3的电压信号、噪声传感器4的声压信号被采集到上位机5中;铣刀7位于工件上方,所述铣刀7通过定位夹具6安装在数控机床的主轴8上以来进行x、y、z轴三个方向自由移动;(2)在铣刀7的外侧布置有设置有视觉检测装置9,所述视觉检测装置9通过夹具进行固定,所述视觉检测装置9包括光源91、ccd摄像机92、镜头93、图像采集卡94, 铣刀7的外
侧设置在光源91,所述ccd摄像机92位于铣刀7与光源91之间,所述ccd摄像机92上安装有镜头93并且朝向铣刀7,所述ccd摄像机92与图像采集卡94连接,所述图像采集卡94采用 ieee1394连接上位机5以来传输铣刀图像;(3)所述上位机5得到的三分量测力仪2的电压信号、压电式加速度传感器3的电压信号、噪声传感器4的电压信号,经核主元分析筛选后,通过bpnn 的网络模型实现对铣刀7磨损状态的信号识别;所述上位机5得到的铣刀图像先经过图像处理,然后上位机5采用机器视觉软件对图像处理后的铣刀图像磨损区域进行提取,最后对铣刀磨损量进行量化以确定铣刀的磨损状态,实现刀具的磨损监测。
[0026]
其中,所述步骤(1)中的定位夹具6包括夹紧机构61、环形固定底座62、外壳63、转动底板64,所述夹紧机构61安装于环形固定底座62上,所述夹紧机构61用于对铣刀7的刀柄进行夹紧和张开;所述环形固定底座62用于对铣刀7进行支撑并且环形固定底座62与主轴8固定连接;所述转动底板64设于环形固定底座62的内圆内或设于环形固定底座62的上表面,所述外壳63扣设于转动底板64上,所述外壳63与转动底板64通过连杆65固定连接;所述外壳63与转动底板64之间设置夹紧机构61;所述外壳63中部设有与夹紧机构61的夹持口相通的通孔,所述通孔的内侧供夹紧机构61夹紧铣刀7的刀柄。
[0027]
通过定位夹具6对铣刀7刀柄进行夹紧和张开,实现对铣刀7的精准定位,提升了铣刀7磨损的检测效率。通过数控机床a上的x、y、z轴的移动滑轨,带动主轴运动,进而主轴8带动定位夹具6进行x、y、z轴三个方向自由移动,实现多向调节,可灵活调整铣刀7检测位置。所述环形固定底座62的内圆直径尺寸大于夹紧机构61在完全舒张状态下的极限容纳尺寸,以保证铣刀7的刀柄可以很容易地穿过环形固定底座72,并插入至夹紧机构71进行夹紧。
[0028]
进一步的,所述夹紧机构61包括下固定块611、至少三个夹紧偏心轮612、上固定块613;所述下固定块611的底部与环形固定底座62固定连接,所述下固定块611的顶部设有凹槽;所述夹紧偏心轮612包括支撑柱6121、滑动柱6122和偏心轮6123,所述支撑柱6121的底端与转动底板64固定连接,所述偏心轮6123的偏心套接于支撑柱6121上,所述偏心轮6123的轮边与滑动柱6122固定连接,所述滑动柱6122可滑动地设于所述凹槽中;所述上固定块613与下固定块611连接,所述上固定块613下表面设置的凹槽与下固定块611顶部的凹槽相对设置。
[0029]
通过转动外壳73,带动转动底板64和支撑柱6121转动,使得滑动柱6122在凹槽内滑动,实现夹紧机构61的张开,反向转动外壳63,实现夹紧机构61的夹紧。通过上固定块613对滑动柱6122滑动时进行限位。其中,夹紧机构61在夹紧或张开的过程中,所述滑动柱6122在凹槽内滑动的轨迹并不是一条直线,而是一条弯曲的弧线。
[0030]
进一步的,所述环形固定底座62上设置有与连杆65数量相同的定位销621,每一所述定位销621与对应的连杆65之间通过一弹簧622连接,所述弹簧622用于张开后利用形变后的弹力驱动所述夹紧机构61恢复至夹紧状态;所述外壳63上设置有转动杆631,通过转动转动杆631,带动外壳63和转动底板64转动,实现夹紧机构61的夹紧与张开。
[0031]
在不放入铣刀7刀柄的正常状态下,由于弹簧62的拉伸作用,所述夹紧机构61处于夹紧状态,即多个夹紧偏心轮612为聚合状态。当放入铣刀7刀柄进行夹紧时,拉动转动杆731,带动外壳63和转动底板64转动,从而使夹紧偏心轮612的支撑柱6121一端随着外壳63和转动底板646123转动,带动偏心轮6123转动,从而使所述滑动柱6122一端在所述上固定
块613和下固定块611之间的凹槽中进行滑动,最终使夹紧机构61张开,此时将铣刀7刀柄放入到定位夹具6的中心通孔的夹紧位置,弹簧622被拉伸具有弹力,松开转动杆631,利用弹簧6226的弹性形变原理,22弹簧自动回缩至正常状态,并带动外壳63和转动底板64反向转动至原位置,从而实现了夹紧机构61的自锁夹紧,实现对刀柄和铣刀7的定心,从而实现对刀柄的径向和轴向的精准定位。
[0032]
其中,所述步骤(2)中的ccd摄像机92采用高分辨率工业数字 ccd 摄像机,所述镜头93采用双远心机器视觉镜头。
[0033]
所述步骤(3)中的bpnn 的网络模型,结构设计的步骤如下:(1)输入层设计: 输入层节点数等于经核主元分析筛选后三分量测力仪2的电压信号、压电式加速度传感器3的电压信号、噪声传感器4的电压信号的特征个数;(2)输出层设计:输出层节点数为铣刀7初期、正常和急剧磨损的 3 种状态,输出层节点数为 3;(3)隐含层设计:隐含层节点数表示为 k = (a b) / 2 c, c∈ [1, 10]。
[0034]
所述步骤(3)中的图像处理,包括如下步骤:(1)直方图均衡化:上位机5通过图像采集卡94得到ccd摄像机92拍照采集的铣刀图像的直方图,计算新的灰度级,然后修正为合理的灰度级,计算出该采集的图像的新直方图,生成新的图像;(2)图像去噪:对上述图像进行均值滤波处理,使用权值系数, 将上述图像待处理像素点的领域点进行加权平均计算,将得到的计算结果赋予该点,直至将图像中的每一个像素点都处理完毕;(3)阈值分割:对上述图像采用双峰法进行阈值分割;(4)图像边缘提取:对上述图像采用canny 算子进行图像边缘提取检测,然后采用膨胀与腐蚀的综合运算, 使上述图像的边缘信息更加清晰。
[0035]
上位机在获取铣刀图像后,为了使得其可以更好地识别铣刀磨损的特征信息,需要首先对铣刀图像进行一系列的图像处理,使得铣刀图像的有用信息增强,以便上位机机在对铣刀进行相关的磨损缺陷识别与检测更加快速与准确。 同时由于在图像采集的过程中,不可避免的就会出现光照不良以及操作不规范等现象,这些都会导致所得到的图像与理想存在偏差,比如噪声,图像位置需要校正等,这些问题会对图像分析是否准确造成很大的干扰。
[0036]
本发明先进行直方图均衡化,操作后的铣刀图像, 图像中的背景部分得到了抑制,铣刀上的磨损区域被凸现出来,提高了图像的对比度,利于后面针对磨损的检测;通过均值滤波处理对图像进行去噪处理;对待测图像进行阈值分割的目的是将铣刀的磨损信息与铣刀的背景分割开来,为下一步的处理提供便利;将阈值分割之后的图像进行图像边缘提取是为了方便提取图像的边缘信息,边缘信息的完整性是后续图像识别的基础。
[0037]
其中,所述步骤(3)中的铣刀图像磨损区域进行提取,对图像处理后的图像使用形态学重构求取极值点得到极值点图, 其中,背景区域和铣刀未磨损区域都属于局部极值点,各区域边界不属于局部极值点,最终通过形态学变换将铣刀磨损区域的边界提取出来。
[0038]
综上所述,本发明所述的数控机床铣刀磨损状态信号监测方法,设计合理,将间接监测与直接监测相结合,避免了单一监测方法导致的容易受到噪音干扰、监测数据大、监测
准确率低的问题,应用前景广泛以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0039]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0040]
此外,本发明的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。