1.本发明属于材料热处理技术领域,具体涉及一种沉淀强化高温合金焊后去 应力处理方法。
背景技术:
2.随着700℃超超临界燃煤发电技术的发展,锅炉内的关键高温部件服役温度 达到700℃~750℃水平,就要求关键高温部件选用的高温合金材料(如haynes 282 和inconel 740h)。由于焊接接头一直是电站关键高温部件的薄弱环节,焊接接 头的质量和性能关系到机组的安全运行。
3.针对沉淀强化型高温合金焊接接头,传统的焊后热处理大多为在γ'相时效处 理,让焊接热影响区(haz)再重新时效析出强化相。这种方法易导致haz应 变时效裂纹。而大型(厚壁)部件,若不进行焊后热处理,则无法消除焊接残 余应力,进而造成力学性能的劣化和服是寿命的衰减。
技术实现要素:
4.本发明的目的是针对现有的沉淀强化型高温合金焊后热处理存在的问题, 提出了一种优化的焊后热处理制度。
5.为达到上述目的,本发明的技术方案为:
6.一种沉淀强化高温合金焊后去应力处理方法,将焊后高温合金在γ'相析出的 等温转变曲线以下10℃保温24~48小时,然后进行空冷至室温。
7.本发明进一步的改进在于,按质量分数,所适用的母材为γ'强化相形成元素 ti al≥2.6%的高温合金。
8.本发明进一步的改进在于,按质量分数,所适用的母材中ni≥45%的高温合 金,且ni/fe>1。
9.本发明进一步的改进在于,所适用的母材γ'相析出的等温转变曲线的下限温 度>600℃。
10.本发明进一步的改进在于,所适用的焊接接头的厚度≤200mm。
11.本发明进一步的改进在于,焊后热处理升温速率为≤200℃/小时。
12.本发明进一步的改进在于,降温过程不采用强制对流散热。
13.本发明进一步的改进在于,焊后去应力处理后的焊接热影响区硬度变化在 10%以内。
14.本发明和现有技术相比所具有的优势在于:
15.1、在强化相析出温度以下,整个热处理过程无时效析出,避免母材发 生过时效;
16.2、在强化相析出温度以下,焊接热影响区未发生因时效硬化而导致的 晶内塑性下降,有效避免了焊接热影响区出现应变时效裂纹;
17.3、与焊态相比,焊接热影响区发生的微量应变,松弛了应力,部分消 除了焊接热
影响区的残余应力。
附图说明
18.图1为沉淀强化型高温合金焊后去应力热处理方法示意图。
具体实施方式
19.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了 本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被 这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本 公开,并且能够将本公开的范围完整的传达给本领域的技术人员。需要说明的 是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。 下面将参考附图并结合实施例来详细说明本发明。
20.一种沉淀强化高温合金焊后去应力处理方法,将焊后高温合金在γ'相析出的 等温转变曲线以下10℃保温24~48小时,然后进行空冷至室温。
21.优选地,按质量分数,所适用的母材为γ'强化相形成元素ti al≥2.6%的高 温合金。
22.优选地,按质量分数,所适用的母材中ni≥45%的高温合金,且ni/fe>1。
23.优选地,所适用的母材γ'相析出的等温转变曲线的下限温度>600℃。
24.优选地,所适用的焊接接头的厚度≤200mm。
25.优选地,焊后热处理升温速率为≤200℃/小时。
26.优选地,降温过程不采用强制对流散热。
27.优选地,焊后去应力处理后的焊接热影响区硬度变化在10%以内。
28.实施例1:
29.参见表1和图1,根据热力学计算,该镍铁基沉淀强化合金γ'相等温转变曲 线温度为616℃,对其焊接接头进行焊后去应力热处理:606℃(t
o
‑
10℃)/28h/ 空冷,升温速率为200℃/h,无应变时效裂纹等缺陷产生,焊态haz硬度为230hv, 去应力处理后硬度为235hv。
30.实施例2:
31.参见表1和图1,根据热力学计算,haynes282镍基合金的γ'相等温转变曲 线温度为t
o
为631℃,对haynes282合金焊接接头进行焊后去应力热处理:621℃ (t
o
‑
10℃)/40h/空冷,升温速率为150℃/h,无焊接裂纹等缺陷产生,焊态haz 硬度为280hv,去应力处理后硬度为300hv。
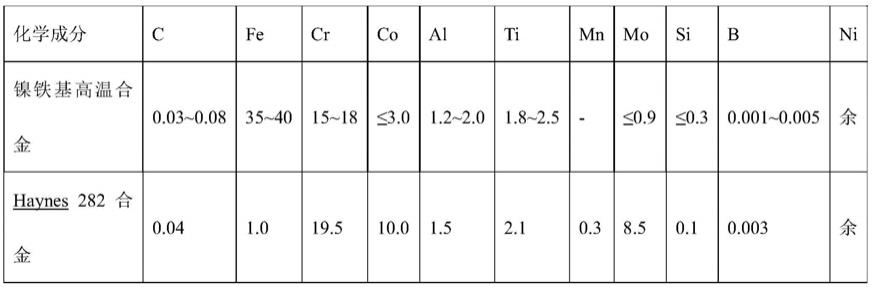
32.表1实施例沉淀强化高温合金化学成分(质量分数%)
[0033][0034]
本发明所具有的优势在于:
[0035]
1、在强化相析出温度以下,整个热处理过程无时效析出,避免母材发 生过时效;
[0036]
2、在强化相析出温度以下,焊接热影响区未发生因时效硬化而导致的 晶内塑性下降,有效避免了焊接热影响区出现应变时效裂纹;
[0037]
3、与焊态相比,焊接热影响区发生的微量应变,松弛了应力,部分消 除了焊接热影响区的残余应力。
[0038]
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述, 但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是 显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均 属于本发明要求保护的范围。
技术特征:
1.一种沉淀强化高温合金焊后去应力处理方法,其特征在于,将焊后高温合金在γ'相析出的等温转变曲线以下10℃保温24~48小时,然后进行空冷至室温。2.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,按质量分数,所适用的母材为γ'强化相形成元素ti al≥2.6%的高温合金。3.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,按质量分数,所适用的母材中ni≥45%的高温合金,且ni/fe>1。4.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,所适用的母材γ'相析出的等温转变曲线的下限温度>600℃。5.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,所适用的焊接接头的厚度≤200mm。6.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,焊后热处理升温速率为≤200℃/小时。7.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,降温过程不采用强制对流散热。8.根据权利要求1所述的一种沉淀强化高温合金焊后去应力处理方法,其特征在于,焊后去应力处理后的焊接热影响区硬度变化在10%以内。
技术总结
本发明属于材料热处理技术领域,具体为一种沉淀强化高温合金焊后去应力处理方法,该方法在γ'相析出的等温转变曲线以下10℃保温24~48小时,然后进行空冷至室温。通过本发明的焊后去应力的较低温、长时热处理方法,有效避免了焊接热影响区的应变时效裂纹,且高温合金焊接接头最大程度的消除了焊接残余应力,对热影响区的微观组织无影响。影响区的微观组织无影响。影响区的微观组织无影响。
技术研发人员:尹宏飞 袁勇 鲁金涛 党莹樱 杨珍 谷月峰 严靖博
受保护的技术使用者:西安热工研究院有限公司
技术研发日:2021.06.25
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。