1.本发明涉及机械加工领域,特别涉及一种鸭翼基体的线切割工装及加工方法。
背景技术:
2.在机械零件制造与装配使用中,有一些板类零件,多个方向为需要采用线切割加工的异形面。
3.如图1a
‑
图1c所示,一种航空航天零件—鸭翼基体14,它的左端、右端、顶端三个方向都为异形面,底端保持平齐并设置用来安装的轴部。目前,针对鸭翼基体14的现有加工技术一般分三步走:借助简易的角度块和平口钳,使用电火花线切割进行加工其中一个方向的异形面;借助另一个简易的角度块和平口钳,使用电火花线切割进行加工另一个方向的异形面;借助平口钳,使用电火花线切割进行加工最后一个方向的异形面。
4.通常情况下,使用常规的上述线切割加工方法,由于要分三次对鸭翼基体14进行定位、装夹和找正等等,造成生产效率比较低。且因为多次定位产生的误差,造成鸭翼基体14定位精确性较差,所以,制造出来的鸭翼基体14的超差率大于60%,报废率大于5%~10%。
5.因此,如何提高鸭翼基体的加工成品率成为本领域技术人员需要解决的技术问题。
技术实现要素:
6.本发明的目的是提供一种鸭翼基体的线切割工装,该工装能够提高鸭翼基体的加工精度和成品率,提升加工效率。本发明的另一目的是提供一种应用上述鸭翼基体的线切割工装的线切割加工方法。
7.为实现上述目的,本发明提供一种鸭翼基体的线切割工装,包括定位板、定位轴、轴承、轴承座和用以压紧待加工件于所述定位板的压板组件;所述定位板与所述定位轴固接,所述定位板底端的中部设有分别贴合待加工件的底端及轴部侧面以实现定位的定位凸台;
8.所述定位凸台的两侧分别以预设角度倾斜设置第一定位面和第二定位面,所述定位板和所述轴承座均开设三组定位孔,当所述定位板旋转至与所述轴承座的对应组所述定位孔重合时,所述第一定位面、所述第二定位面及所述定位板的顶端面分别与线切割设备的z轴平行。
9.可选地,所述定位板包括中部的安装定位面和设于所述安装定位面两侧、相对所述安装定位面下沉的第一台阶和第二台阶,所述第一台阶的侧面形成所述第一定位面,所述第二台阶的侧面形成所述第二定位面。
10.可选地,所述第一台阶与所述安装定位面之间设有第三台阶,所述第三台阶的侧面形成第一让位面;所述第二台阶与所述安装定位面之间设置第四台阶,所述第四台阶的侧面形成第二让位面。
11.可选地,所述轴承座的所述定位孔包括设于以所述定位轴为圆心的圆周上的第一定位孔、第二定位孔及位于所述第一定位孔和所述第二定位孔上方之间的第三定位孔,所述第一定位孔和所述第二定位孔的连线为水平线;
12.所述定位板的所述定位孔包括设于以所述定位轴为圆心的圆周上的第四定位孔、第五定位孔及位于所述第四定位孔和所述第五定位孔下方之间的第六定位孔,所述定位板处于竖直状态时,所述第四定位孔位于所述第一定位孔的内侧上方,所述第五定位孔位于所述第二定位孔的内侧上方。
13.可选地,所述轴承设置为两组,两组所述轴承之间设有限位垫板,所述限位垫板的两侧均设有让位所述轴承的内圈的沉孔。
14.可选地,所述轴承的两侧设有密封圈。
15.可选地,所述定位轴的端部设有定位盘,所述定位盘和所述定位板通过定位销及沉头螺钉连接。
16.可选地,所述轴承座的两侧均设有u型槽。
17.可选地,所述压板组件包括设于所述定位凸台的矮压板和设于所述定位板边缘的高压板。
18.本发明还提供一种鸭翼基体的线切割加工方法,应用于上述任一项所述的鸭翼基体的线切割工装,包括:
19.将待加工件的底端面及轴部侧面分别贴合所述定位凸台的两侧;
20.利用所述压板组件固定待加工件于所述定位板;
21.转动所述定位板预设角度,将所述定位板和所述轴承座上的三组定位孔分别对准并固定,且在任一组所述定位孔对准固定时,对待加工件的对应端面按照设定轨迹进行线切割。
22.相对于上述背景技术,本发明所提供的鸭翼基体的线切割工装利用定位板、定位轴、轴承和轴承座的设置实现定位板的旋转,利用定位凸台和压板组件将待加工件固定在定位板上,通过旋转定位板带动加工件旋转。当定位板和轴承座上的其中一组定位孔对准并利用插销固定时,定位板的第一定位面保持竖直,也即与线切割设备的z轴平行,此时可利用线切割设备对待加工架的右端面以第一定位面为基准(鸭翼基体边缘定位),按照设定切割轨迹加工出鸭翼基体右端的异形面;然后旋转定位板,使得定位板和轴承座的其中的另一组定位孔对准,借助插销固定,然后即可以定位板的第二定位面为基准,按照设定的切割轨迹加工出鸭翼基体左端的异形面;最后将定位板和轴承座的第三组定位孔对准并利用插销固定,以定位板的顶端面为基准按照设定的切割轨迹加工出鸭翼基体顶端的异形面。
23.上述鸭翼基体的线切割工装借助第一定位面、第二定位面和顶端面以及轴承座和定位板的三组定位孔配合,通过旋转定位板,保持第一定位面、第二定位面及顶端面分别平行线切割设备的z轴,为鸭翼基体的异形面线切割加工提供定位基准。同时,上述鸭翼基体的线切割加工装置只需对待加工件进行一次安装定位,无需频繁拆装固定,寻找和改变定位基准,提高了定位及加工精度,使得产品的成品率显著提升,且一次固定即可完成三个异形面的加工,相对于传统加工方式而言显著提升了加工效率。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
25.图1a为鸭翼基体标准件的正视图;
26.图1b为图1a的a向视图;
27.图1c为图1a的侧视图;
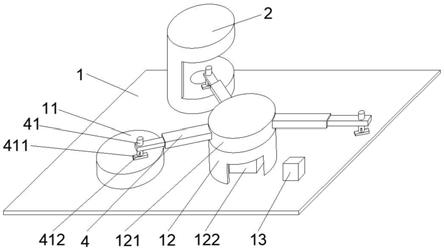
28.图2为本发明实施例所提供鸭翼基体的线切割工装的剖视图;
29.图3a为定位板的正视图;
30.图3b为定位板的俯视图;
31.图3c为定位板的侧视图;
32.图4为轴承座的正视图;
33.图5为矮压板的侧视图;
34.图6为高压板的侧视图;
35.图7为加工鸭翼基体的右端的示意图;
36.图8为加工鸭翼基体的左端的示意图;
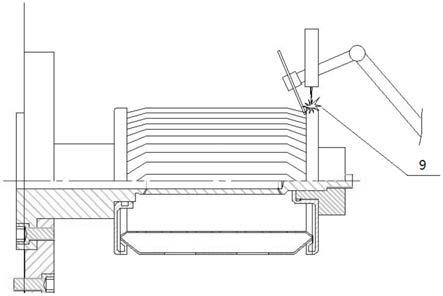
37.图9加工鸭翼基体的顶端的示意图;
38.图10为本发明实施例所提供的鸭翼基体的线切割加工方法的流程图。
39.其中:
[0040]1‑
定位板、2
‑
定位轴、3
‑
轴承座、4
‑
限位垫板、5
‑
轴承、6
‑
紧固螺钉、7
‑
定位销、8
‑
沉头螺钉、9
‑
插销、10
‑
矮压板、11
‑
压板螺钉一、12
‑
高压板、13
‑
压板螺钉二、14
‑
鸭翼基体、101
‑
定位凸台、201
‑
定位盘、301
‑
u型槽、401
‑
沉孔。
具体实施方式
[0041]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0042]
为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
[0043]
应当注意的是,在对待加工件进行线切割加工前,待加工件的底端预加工平齐并设置下凸的轴部,以便借助待加工件的底端、下端和轴部的侧面对待加工件进行装夹固定。在图1a
‑
图1c、图3a
‑
图3c以及图4中,各字母的含义如下。o表示定位轴2的轴心,x0′
表示鸭翼基体14的底端面,y0′
表示鸭翼基体14的轴部的侧面,p
′
表示鸭翼基体14的下端面;y1表示第一定位面,y4表示第二定位面,y2表示第一让位面,y3表示第二让位面,x0表示定位凸台101的顶端定位面,y0表示定位凸台101的左端定位面,w为定位凸台101的上端面,p为定位板1的安装定位面,d1~d6分别表示第一定位孔~第六定位孔,其中第一定位孔用来和第四定位孔对准;第二定位孔用来和第五定位孔对准,第三定位孔用来和第六定位孔对准。
[0044]
请参考图2至图6,本发明所提供的鸭翼基体的线切割工装包括定位板1、定位轴2、轴承5、轴承座3和压板组件。轴承座3内设置轴承5,定位轴2的伸入轴承座3的部分通过轴承5和轴承座3转动连接,定位轴2位于轴承座3外部的末端设置定位盘201,定位盘201和定位板1开设对应的销孔和固定孔,通过定位销7将二者定位后,借助多组沉头螺钉8将定位板1与定位盘201也即定位轴2固接,以实现同步转动。
[0045]
定位板1设置第一定位面、第二定位面,轴承座3上和定位板1上均对应设置三组定位孔,当任意一组对应的定位孔对准时,第一定位面、第二定位面以及定位板1的顶端分别与线切割设备的z轴也即竖直方向平行,以便分别以第一定位面、第二定位面及定位板1的顶端为基准,对待加工件的三个方向分别按照设定的切割轨迹进行切割,形成鸭翼基体14的三个异形面。
[0046]
工作状态下定位轴2水平设置,定位板1竖直设置,定位板1整体采用矩形板。定位板1的底端设置定位凸台101,定位凸台101的一侧定位面x0贴合待加工件或鸭翼基体14的底端面x0′
,定位凸台101的另一侧定位面y0贴合待加工件或鸭翼基体14的轴部的侧面y0′
,定位板1的安装定位面p(上端面或竖直设置时的前端面)用来定位待加工件或鸭翼基体14的下端面p
′
也即竖直固定时的后端面。
[0047]
安装定位面的两侧分别开设第一台阶和第二台阶,第一台阶和第二台阶相对安装定位面沿定位板1的厚度方向下沉。第一台阶的侧面形成第一定位面,第二台阶的侧面形成第二定位面。如图3a所示,第一定位面和第二定位面均为自定位板1顶端中部(定位板1竖直时)向定位板1底端侧部以设定角度倾斜延伸的定位面。当定位板1的顶端水平时,第一定位面和第二定位面与竖直方向分别呈设定的夹角。
[0048]
进一步地,第一定位面和安装定位面之间开设第三台阶,第二定位面和安装定位面之间开设第四台阶,第三台阶的侧面形成第一让位面,第四台阶的侧面形成第二让位面。第三台阶和第四台阶均相对安装定位面沿定位板1的厚度方向下沉,第一台阶和第二台阶则相对第三台阶、及第四台阶沿定位板1的厚度方向下沉。使得第一台阶的顶面连接第三台阶的侧面,第二台阶的顶面连接第四台阶的侧面。第三台阶和第四台阶侧侧面优选采用倾斜面,通常令第三台阶的侧面与第一台阶的侧面平行,第四台阶的侧面与第二台阶的侧面平行。
[0049]
上述设置的第一让位面和第二让位面能够保证线切割设备在对待加工件的左端及右端进行切割时,形成让位空间,避免损伤定位板1。
[0050]
定位板1和轴承座3二者均开设的三组定位孔分别包括开设在轴承座3上的第一定位孔、第二定位孔和第三定位孔以及开设在定位板1上的第四定位孔、第五定位孔和第六定位孔。第一定位孔、第二定位孔和第三定位孔均位于以定位轴2的轴心为圆心的设定半径的圆周上,第一定位孔和第二定位孔的连线与该圆周的直径重合,第三定位孔位于第一定位孔和第二定位孔之间的上方。第四定位孔、第五定位孔和第六定位孔设置在相同圆心及设定半径的圆周上,且第六定位孔设置在第五定位孔和第四定位孔之间的下方。
[0051]
当定位板1处于竖直状态也即其顶端与水平面平行时,第四定位孔
‑
定位轴2轴心
‑
第一定位孔之间的夹角为θ1,该夹角等于第一定位面与竖直方向的夹角等于鸭翼基体14的右端面竖直方向的夹角;第五定位孔
‑
定位轴2轴心
‑
第二定位孔之间的夹角为θ2,该夹角等于第二定位面与竖直方向的夹角等于鸭翼基体14的左端面与竖直方向的夹角;第六定位
孔
‑
定位轴2轴心
‑
第三定位孔的夹角为90
°
。
[0052]
因为鸭翼基体14的外形为异形,线切割加工首件时不易找到对刀点。所以参考鸭翼基体14标准件的尺寸在定位板1设置第一定位面和第二定位面;按照标准件参数基于一点o分别向鸭翼基体14的左端、右端和顶端分别做垂线,垂足依次为a
′
、b
′
和c
′
,根据oa=oa
′
,ob=ob
′
确认定位板1上的圆心o,然后在设定半径的圆周上参考θ1和θ2开设第四定位孔和第五定位孔,根据第三定位孔和圆心o的位置确认第六定位孔的位置。
[0053]
鸭翼基体14加工过程中,参考图7至图9,利用定位凸台101和压板组件将待加工件固定于定位板1时,通过顺时针旋转θ1角度,第一定位孔和第四定位孔重合,插入插销9,第一定位面与线切割设备的z轴平行,以便加工形成鸭翼基体14的右端;或者先逆时针旋转θ2的角度,第二定位孔和第五定位孔重合,插入插销9,第二定位面与线切割设备的z轴平行,以便加工鸭翼基体14的左端;旋转定位板1,令第三定位孔与第六定位孔重合,插入插销9,定位板1的顶端旋转至与线切割设备的z轴平行,以便以定位板1的顶端为基准加工鸭翼基体14的顶端。
[0054]
在上述实施例中,轴承5设置为至少两组,相邻的轴承5之间设置限位垫板4,限位垫板4的两侧面均开设沉孔401,沉孔401的直径大于轴承5的内圈直径且小于轴承5的外圈直径,以避免轴承5的内圈与限位垫板4发生干涉。此外,还可在轴承5的两侧分别设置密封圈,避免多余物进入轴承5内造成滚珠卡死。轴承座3的下端两侧开设u型槽301,以便借助线切割设备的压板将轴承座3固定在线切割设备上。
[0055]
压板组件则包括:矮压板10和将矮压板10固定在定位凸台101上端面(也即图3a示的w端面)的压板螺钉一11,高压板12和将高压板12固定在定位板1的q端面的压板螺钉二13。高压板12和矮压板10的区别仅在于支撑边的长短,以q端面和安装定位面p之间的高度差。在进行鸭翼基体14的切割加工过程中,首先利用矮压板10和压板螺钉一11固定待加工件,在对待加工件的右端切割完成后再借助高压板12和压板螺钉二13对待加工件进行进一步固定。压板组件的具体位置可根据需要灵活调整,本技术不作具体限制。
[0056]
鸭翼基体的线切割工装的各部件的设计标准如下:
[0057]
定位板1
[0058]
1)o为定位板1及转轴的转动中心点,这既要考虑尽量靠近鸭翼基体14的重心位置,又要兼顾对鸭翼基体14的精确定位与装夹压紧,还要确保分别加工三处异形面时不能发生干涉;
[0059]
2)基准面x0、y0面,与鸭翼基体14的相应面相互贴合无间隙,x0面与y0面的交点处设置让位孔,避免与鸭翼基体14上相应的清角处发生干涉;
[0060]
3)第一定位面y1、第二定位面y4面,与鸭翼基体14的相应面保持一致,这样,y1、y4面可以作为加工基准面和检测基准面;
[0061]
4)第一让位面y2、第二让位面y3,确保不影响加工出鸭翼基体14上的相应棱边即可;
[0062]
5)两个销孔,便于借助定位销7,使定位板1的旋转中心o点,与定位轴2的轴线保持同轴;四个过孔,以便借助沉头螺钉8,将定位板1与定位轴2连接成一体,组合为转动组件;
[0063]
6)三组定位孔d4、d5、d6,以便借助插销9与轴承座3的定位孔d1、d2、d3分别对准,确保一次定位装夹带加工件,便能够分别加工出鸭翼基体14的右端异形面、左端异形面和
顶端异形面;
[0064]
7)两个螺纹孔,以便借助矮压板10、压板螺钉一11、高压板12、压板螺钉二13压紧待加工件;
[0065]
8)厚度方向四个台阶面,以便对鸭翼基体14进行定位、让位、找正等等。
[0066]
定位板1加工:定位板1的原材料采用为硬铝,牌号为ly12
→
铣加工坯料为六面体(板状)
→
一次装夹,数铣加工各台阶面达图;并加工全部孔都达图
→
去锐边和毛刺。
[0067]
定位轴2
[0068]
主要技术要求为6点:
[0069]
1)材料为20cr13,热处理硬度值为30~35hrc;
[0070]
2)外圆尺寸与轴承5的内孔尺寸之间为过盈配合关系,过盈值为0.002mm~0.005mm;尾部设置导向锥面,以方便安装此定位轴2;
[0071]
3)定位轴2的定位盘201上设置两个销孔,便于借助定位销7,使定位轴2上d的轴心线,与定位板1的旋转中心o点保持同轴心;四个螺纹孔,以便借助沉头螺钉8,将定位轴2与定位板1连接成一体,组合为转动组件;
[0072]
4)定位轴2上左端的一个螺纹孔,便于安装紧固螺钉6;
[0073]
5)台阶面处的沉孔,避免定位轴2的台阶面与轴承5的内圈端面发生干涉;定位盘201端面上开沉孔,以便减少与定位板1上的后端面之间的贴合面积;
[0074]
6)定位盘201两端面平行度为0.01mm,定位盘201端面对与定位轴2的轴线垂直度为0.01mm。
[0075]
轴承座3
[0076]
1)材料为40cr13,热处理硬度值为48~52hrc;
[0077]
2)轴承座33上中心处孔d的圆柱度为0.01mm;孔d的轴线对厚度面的垂直度为0.01mm;
[0078]
3)中心处孔d与轴承5的外圆尺寸之间为过盈配合,过盈值为0.005mm~0.010mm;在孔d的孔口处设置有圆锥孔,起导向作用,以方便安装轴承5;
[0079]
4)三个定位孔d1、d2、d3,其孔径尺寸与定位板1上的三个定位孔d4、d5、d6分别对应等值,具体位置参考上述记载,以便借助插销9,确保一次定位装夹待加工件,通过三次旋转对位便能够分别加工出鸭翼基体14的右端异形面、左端异形面和顶端异形面;
[0080]
5)底部两侧的两个u形槽,方便借助线切割设备的压板将轴承座3压紧在线切割设备上。
[0081]
轴承座3的制作:材料为40cr13
→
粗加工,孔d、d1、d2、d3等都留加工余量2~5mm,沉孔和槽都达图
→
热处理硬度值为48~52hrc,并进行人工时效处理
→
精磨厚度面,平行度0.01mm;精磨底面,对厚度面垂直度0.01mm
→
电火花线切割精加工孔d、d1、d2、d3都达图
→
再加工大孔的导向锥孔,与d保持同轴心。其余部件的技术要求不再一一展开说明。
[0082]
本发明还提供一种鸭翼基体的线切割加工方法,应用于上述鸭翼基体的线切割工装,如图10所示,包括:
[0083]
将待加工件的底端面及轴部侧面分别贴合定位凸台101的两侧;
[0084]
利用压板组件固定待加工件于定位板1;
[0085]
转动定位板1预设角度,将定位板1和轴承座3上的三组定位孔分别对准并固定,且
在任一组定位孔对准固定时,对待加工件的对应端面按照设定轨迹进行线切割。
[0086]
首先需要将待加工件对位装夹,本技术借助定位凸台101的两侧面分别贴合待加工件的轴部侧面及底端面,然后利用压板组件也即上述高压板12和矮压板10对待加工件进行装夹固定。然后转动定位板1,令定位板1的第四定位孔与轴承座3的第一定位孔重合,插入插销9,此时第一定位面与线切割设备的z轴平行,以第一定位面为基准面对待加工件的右端进行线切割成型;接着拔出插销9,再次转动定位板1,令定位板1的第五定位孔与轴承座3的第二定位孔重合,插入插销9,此时第二定位面与线切割设备的z轴重合,以第二定位面为基准对待加工件的左端线切割成型;最后拔出插销9并转动定位板1,令定位板1的第六定位孔与轴承座3的第三定位孔重合,插入插销9,此时定位板1的顶端旋转至与线切割设备的z轴平行,以定位板1的顶端为基准对待加工件的顶端线切割成型。
[0087]
需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
[0088]
以上对本发明所提供的鸭翼基体的线切割工装及加工方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。