1.本发明涉及激光雕刻设备技术领域,具体为一种连续式曲面激光雕刻装置。
背景技术:
2.激光雕刻加工是利用数控技术为基础,激光为加工媒介,机电传动为动力。加工材料在激光束的作用下瞬间使材料表面热变气化,使激光雕刻达到加工的目的。激光雕刻机虽能对配件进行雕刻,但整个雕刻的过程,较为复杂,在需要对新的配件进行雕刻时,需要从固定座拆卸下已经雕刻好的配件,然后将新的配件安装在固定座上,在拆卸已经雕刻好的配件和安装新的配件时,激光雕刻头将停止工作,在对较多的工件进行雕刻时,也延长了雕刻时间,激光雕刻机连续性较差。
3.同时,在普通的平面板材加工设备不能对曲面板材进行加工,需要特制的设备。再通过激光雕刻头对新的配件进行雕刻。对于曲面板材,雕刻工序,一般需要严格控制激光头与雕刻面的间距,这样雕刻出来的弧形线槽才符合要求,由于其表面具有一定的弧度,导致难以快速精准雕刻,加工效率较低低。
4.为了解决上述问题,本案由此而生。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种连续式曲面激光雕刻装置,解决了上述背景技术中提出的问题。
7.(二)技术方案
8.为实现以上目的,本发明通过以下技术方案予以实现:一种连续式曲面激光雕刻装置,包括操作平台和激光雕刻器,激光雕刻器安装在操作平台上,并通过驱动部件带动激光雕刻器在x
‑
y
‑
z轴方向进行移动,所述操作平台上设有传送部件,间歇式地将物料往前运输,所述传送部件位于激光雕刻器下方,其两侧分别设有正位紧固件,位于所述正位件的后方且处于物料传送轨迹处设有曲面预调位部件,所述曲面预调位部件包括形成环状的多个环形柔性杆、枢接于操作平台的转杆、伸缩杆一,所述伸缩杆一设有多个并沿转杆周向等角度分布,伸缩杆一的内侧端与转杆的外缘连接,外端与环形柔性杆的内缘连接,形成环状的相邻的两个环形柔性杆之间通过弹簧块进行连接,每个所述伸缩杆一上均设有位移传感器。
9.优选的,所述环形柔性杆沿传送部件宽度方向的长度根据需要进行改变,其中长度较短时,多个环形柔性杆进行横向拼接。
10.优选的,所述传送部件包括位于两端的驱动辊以及包绕两个驱动辊的传送带,传送带呈封闭状进行传动。
11.优选的,所述传送带上设有多个推板,所述推板沿传送带宽度方向布置,且相邻两个推板之间等间距分布。
12.优选的,所述正位紧固件包括支板、与曲面预调位部件相同结构的伸缩杆二、正位轮,所述支板设于操作平台上,伸缩杆二设有多个,其一端与支板固定连接,朝内侧端与正位轮枢接,两侧的所述正位轮之间位置一一正对。
13.优选的,所述一侧的所述正位轮覆盖的范围长度大于相邻两个推板之间的间隔。
14.优选的,所述伸缩杆包括相互适配的粗杆与细杆,粗杆套于细杆外侧,两者的内侧端通过压缩弹簧进行固定。
15.(三)有益效果
16.采用上述技术方案后,本发明与现有技术相比,具备以下优点:本发明一种连续式曲面激光雕刻装置,设置曲面预调位部件,将位移传感器均连入plc控制系统中,通过实时记录伸缩杆接触物料垂直高度的伸缩量,以提前接触掌握加工材料表面情况即曲面程度或平面,进而精准控制激光头的运动轨迹,提高加工效率;其次,正位紧固件的设置,使得物料能够被紧压而固定于工作区位上,同时两侧的伸缩杆二配合正位轮对称设置,使得物料在传输过程中始终处于标准位置,雕刻的精准度更高。
附图说明
17.图1为本发明示意图;
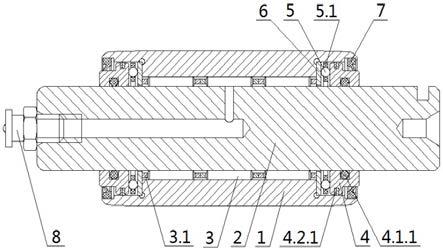
18.图2为本发明中曲面预调位部件侧面剖视图;
19.图3为本发明中正位紧固件正面剖视图;
20.图4为本发明图1中a处局部结构放大图。
21.图中:1操作平台、2激光雕刻器、3驱动部件、4传送部件、41驱动辊、42传送带、5正位紧固件、51支板、52伸缩杆二、53正位轮、6曲面预调位部件、61环形柔性杆、62转杆、63伸缩杆一、7弹簧块、8推板、9粗杆、10细杆、11压缩弹簧、12工作区位。
具体实施方式
22.下面通过附图和实施例对本发明作进一步详细阐述。
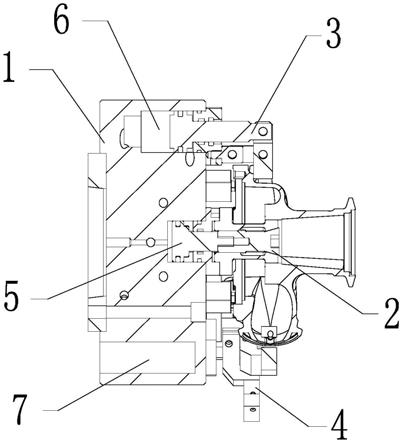
23.如图1
‑
4所示:一种连续式曲面激光雕刻装置,包括操作平台1和激光雕刻器2,激光雕刻器2安装在操作平台1上,并通过驱动部件3带动激光雕刻器2在x
‑
y
‑
z轴方向进行移动,并在工作区位12(附图1中虚线位置)进行雕刻作业。
24.操作平台1上设有传送部件4,间歇式地将物料往前运输,传送部件4位于激光雕刻器2下方,其两侧分别设有正位紧固件5,位于正位件的后方且处于物料传送轨迹处设有曲面预调位部件6,曲面预调位部件6包括形成环状的多个环形柔性杆61、枢接于操作平台1的转杆62、伸缩杆一63,伸缩杆一63设有多个并沿转杆62周向等角度分布,伸缩杆一63的内侧端与转杆62的外缘连接,外端与环形柔性杆61的内缘连接,形成环状的相邻的两个环形柔性杆61之间通过弹簧块7进行连接,每个伸缩杆一63上均设有位移传感器。
25.本方案位移传感器均连入plc控制系统中,通过实时记录伸缩杆接触物料垂直高度的伸缩量,以提前接触掌握加工材料表面情况即曲面程度或平面,进而精准控制激光头的运动轨迹,提高加工效率。
26.环形柔性杆61沿传送部件4宽度方向的长度根据需要进行改变,其中长度较短时,多个环形柔性杆61进行横向拼接。
27.具体为形成环状的多个环形柔性杆61设为一组,沿传送部件4宽度方向依次衔接布置,根据物料的尺寸对应组数,当为平面尺寸的物料时可不设置。其中环形柔性杆61的宽度越小,能够接触到曲面的程度越高(尤其是不规则的曲面)。
28.环形柔性杆61配合弹簧块7,能够在接触物料弧形面时,极大程度实现环形柔性杆61的形变以带动抵接处的伸缩杆一63伸缩(伸缩杆一63尽可能设置多个,以更精准计量)。同时,弹簧块7的设置,使得在雕刻平面物料时能够快速反映平面程度。
29.传送部件4包括位于两端的驱动辊41(其中一个驱动辊41通过电机进行驱动)以及包绕两个驱动辊41的传送带42,传送带42呈封闭状进行传动。
30.正位紧固件5包括支板51、与曲面预调位部件6相同结构的伸缩杆二52、正位轮53,支板51设于操作平台1上,伸缩杆二52设有多个,其一端与支板51固定连接,朝内侧端与正位轮53枢接,两侧的正位轮53之间位置一一正对。
31.一侧的正位轮53覆盖的范围长度大于相邻两个推板8之间的间隔,也即所有正位轮53的结合能够完全覆盖物料。
32.正位紧固件5的设置,使得物料能够被紧压而固定于工作区位12上,同时两侧的伸缩杆二52配合正位轮53对称设置,使得物料在传输过程中始终处于标准位置,雕刻的精准度更高。
33.传送带42上设有多个推板8,推板8沿传送带42宽度方向布置,且相邻两个推板8之间等间距分布。
34.由于两侧的伸缩杆二52具有一定的挤压力,物料刚接触正位轮53时容易受力偏移,因此本方案设置推板8,物料在接触推板8时受到往前的一个推力后,能够在正位紧固件5的配合下正位并固定。
35.伸缩杆二52包括相互适配的粗杆9与细杆10,粗杆9套于细杆10外侧,两者的内侧端通过压缩弹簧11进行固定。
36.以上所述依据实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明思想的范围内,进行多样的变更以及修改。本项使用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。