1.本发明涉及一种用于加工齿轮的齿部的齿顶圆直径的方法,其中,驱动设置有齿部的齿轮绕工件旋转轴线旋转,并且其中齿轮的齿部的至少一个齿通过工具切削加工,该工具绕相对于工件旋转轴线以轴距定向的工具旋转轴线旋转。
背景技术:
2.由de 10 2015 104 242 a1已知这种方法。在该已知的方法中,使用一种组合工具,其中齿加工工具和剃齿轮彼此牢固地连接。组合工具夹紧在工具主轴中,并在加工过程中绕工具旋转轴线旋转。第一步中,使用组合工具的剃齿轮在齿轮坯件中通过滚动剃齿产生齿部,该齿轮坯件由工件主轴与工具同步旋转驱动,方式是,工件主轴和工具主轴之间有轴交叉角,并且进给在齿侧面延伸的方向上进行。在第二步中,利用齿加工工具对先前由坯件产生的齿轮的齿部的至少一些齿进行切削减材加工。这两个加工过程在此是在一次张紧中执行的。因此,组合工具保持夹紧在工具主轴中,而工件轮保持夹紧在工件主轴中。仅将工具主轴相对于工件主轴的相对位置以及两个主轴的转速比匹配于相应的加工操作。作为在已知方法的第二步中进行的齿加工的示例,de 10 2015 104 242 a1中提到了背衬或锁紧槽的生产以及一般的铣削或钻孔加工。
3.在ep 2 520 391 a1中可以找到关于在通过滚动剃齿产生和加工齿轮时必须考虑的影响变量的全面展示。该公开说明了一种使用滚动剃齿工具来为具有旋转对称的周期性结构的工件进行滚动剃齿的方法和装置。根据该现有技术,在滚动剃齿期间进行滚动剃齿工具相对于工件的耦合的相对运动。这里,滚动剃齿工具绕第一旋转轴线旋转,而工件绕第二旋转轴线旋转。工具和工件在此优选沿相反的方向旋转,即,滚动剃齿工具的旋转方向与工件的旋转方向相反。同时,在滚动剃齿期间,设置大于15度的倾斜角度,并且第一旋转轴线相对于第二旋转轴线异面。
4.齿顶圆直径的加工尤其在经过变位加工的齿轮中是重要的加工操作。这样做是为了使齿轮的齿在其齿顶区域具有足够的宽度,并以此方式防止齿材料由于否则可能会发生的局部负载而断裂。实际上,齿顶圆直径的加工通常作为车削加工来进行。为此目的,在当今的操作实践中,在根据上述现有技术的示例通过滚动剃齿由齿轮坯件形成齿轮之后,通常对齿轮进行车削加工。
技术实现要素:
5.在上述现有技术的背景下,本发明的目的在于给出一种方法,通过该方法可以高效且高精度地加工齿轮的齿顶圆直径。
6.同样地,应该提出一种用于产生齿轮的工具,利用该工具可以实现这种精确而有效的齿轮生产。
7.本发明通过权利要求1中给出的方法实现了该目的。
8.在权利要求14中给出了实现根据本发明的上述目的的工具。
9.在从属权利要求中给出了本发明的有利实施方案,并且与总体发明构思一样,在下面详细说明。
10.因此,在根据本发明的用于加工齿轮的齿部的齿顶圆直径的方法中,与在开始时说明的现有技术一致,驱动设置有齿部的齿轮绕工件旋转轴线旋转,并且对齿轮的齿部的至少一个齿借助于工具切削加工,该工具绕以距工件旋转轴线一定轴距定向的工具旋转轴线旋转。
11.根据本发明,该工具现在是盘形的,该盘形的工具至少以其周向边缘的形成为定义的切削刃的子区段切削加工相应待加工的齿的顶面,在切削加工过程中进行工具和齿轮之间定向于齿部的轴向方向的相对运动,其结果是工具扫过待加工的顶面,并且工具旋转轴线相对于工件旋转轴线的以轴交叉角定向,该轴交叉角为5
°
至40
°
。
12.本发明基于这样的认知,即,借助于这样的盘形工具省时并且以高制造精度实现对齿轮齿顶圆直径的加工,该盘形工具以滚动剃齿的方式以特定的轴交叉角与分别待加工的齿的顶面切削地接合,该顶面对于齿顶圆直径的期望变化起决定性作用。
13.在根据本发明的方法中,根据本发明使用的盘形工具由于工件和工具的相对运动而以分别在其圆周上形成的定义的切削刃而从所涉及的齿的顶面去除材料。材料的去除从起始位置开始,在该起始位置中工具切削刃侵入齿的材料,并对应于工具和齿轮在加工过程中所经历的轴向相对位移而在终止位置结束,在该终止位置中工具重新从齿的材料中离开。
14.在切削运动期间在齿轮和盘形工具之间进行的相对运动可以通过使盘形工具从对应于齿轮的第一端面的起始位置沿轴向沿其工具旋转轴线向着齿轮第二端面的方向移动而实现。替代地,在切削运动期间在齿轮和盘形工具之间进行的相对运动还可以通过使齿轮从对应于盘形工具的第一端面的起始位置沿其工件旋转轴线向着盘形工具的第二端面的方向轴向移动而实现。当然也可能的是,齿轮沿着其工件旋转轴线运动,盘形工具也沿着其工具旋转轴线运动。取决于相应机器中可用的运动轴,从机械技术的角度来看,如果齿轮沿其旋转轴线的轴向运动,同时工具不进行任何轴向运动,则可以证明是特别有利的。当待加工的齿轮是内齿轮,并且该内齿轮被保持在稳定的、可以在工件旋转轴线的轴向方向上移动的工件容纳部中时,这被证明是特别有利的。
15.因此,本发明使用滚动剃齿的运动学,但是不使用匹配于齿部的构型的工具,而是使用盘形的工具,该盘形的工具使得能够从相应待加工的齿的顶面上平整地切削减材。
16.根据本发明在相应经加工的齿上实现的减材取决于轴交叉角。在此,本发明设定了至少5
°
的轴交叉角。从制造的角度来看,实践证明,至少10
°
的轴交叉角特别有利。同时,由于根据本发明将轴交叉角限制为最大40
°
,因此避免了盘形工具在形成在其周向边缘上的切削刃区域内的过载。通过将轴交叉角限制为最大35
°
,可以特别可靠地避免这种情况。
17.如果待加工的齿轮的所有齿应均被均匀地加工,则根据本发明可以使用这样的盘形工具,该盘形工具的用于切削地去除材料的周向边缘在其整个周长上形成为定义的切削刃。
18.另一方面,如果仅某些齿应在其顶面上被加工,则可以将周向边缘的分别形成为定义的切削刃的子区段沿周向边缘的圆周以相等的角度间隔分布布置。在此已经证明,原则上也可以使用常规形状的滚动剃齿轮用于根据本发明地加工齿顶圆直径,该滚动剃齿轮
通常用于产生齿部。
19.也可以通过设定将工具的转速wz除以工件的转速ww而形成的特定的转速比wz/ww来影响在根据本发明加工齿顶圆直径时实现的切削性能。在此,已证明尤其是对于内齿的加工实用的转速比wz/ww为1.1到10。转速比为1.1到5可以实现最佳的去除性能。
20.通过转速比的适当选择,齿顶圆直径的滚动剃齿加工可在工件和工具的同步运动下进行。在同步滚动剃齿中,滚动剃齿工具绕第一旋转轴线旋转,并且工件与工具的旋转相转速耦合地绕第二旋转轴线旋转。同时,进行滚动剃齿工具和工件在轴向方向上的相对运动。为此,滚动剃齿工具可以沿其工具旋转轴线相对于工件轴向移动和/或工件沿其工件旋转轴线相对于工具轴向移动,其中,在滚动剃齿期间两个旋转轴线相对于彼此以轴交叉角异面地放置(请参阅ep2537616a1)。
21.已经发现特别有利的是,滚动剃齿加工在反向运动地进行,也就是说,在切削加工过程中工具和工件在相反的方向上旋转。
22.根据本发明使用的盘形工具可以至少在其切削刃的区域中由硬质金属或通过粉末冶金制造的高速切削钢组成。
23.为了使工具具有足够的刚度和稳定性,其可以具有至少1mm的厚度dz,其中2
‑
6mm的工具厚度dz已被证明在实践中特别有用。
24.从工艺和实践的观点来看,本发明的这样的变型被证明是特别有利的,其中,根据本发明通过滚动剃齿对齿部的齿的顶面的加工与在相应齿轮上该齿部的产生相结合。为此,根据本发明,在第一工作步骤中提供齿轮坯件,在该齿轮坯件上通过滚动剃齿来产生齿轮的齿部。然后,在第二步骤中,通过盘形工具对以这种方式产生的齿部的至少一个齿的顶面进行根据本发明的加工,以用于加工齿顶圆直径。
25.就加工结果的质量而言,在前段提到的本发明的变型中发现特别有利的是,用于由齿轮坯件产生齿轮的齿部所使用的滚动剃齿工具和根据本发明所使用的用于切削加工顶面的盘形工具以在工具旋转轴线的轴向上彼此错开的方式共同固定在工具容纳部上,该工具容纳部例如能够以支撑轴的方式形成。这种布置允许在一次张紧中完成两个加工步骤。因此,这两个工具在工具容纳部上的共同布置实现了最大的制造精度,因为以简单的方式避免了在工作步骤之间工具或工件的重新夹紧以及因此在实践中随之而来的不可避免的位置偏差。同时,从机械技术的角度来看,该实施例也被证明是特别有效的,因为对于齿轮坯件上齿部通过滚动剃齿的产生而言,所需要的机械的运动和调节轴与根据本发明同样通过滚动剃齿,只是以盘形工具进行的对齿轮的齿的顶面的加工时一样。以此方式,可以在齿轮坯件上以最佳地匹配于相应的加工任务的轴交叉角进行滚动剃齿加工而无需额外的花费,并且该轴交叉角不同于根据本发明对之前由齿轮坯件产生的齿轮的齿的顶面进行滚动剃齿加工时所用的轴交叉角。
26.根据以上说明,可以使用组合工具以特别简单的方式由齿轮坯件产生齿轮,其齿顶圆直径经过单独加工,并得到了质量优化的加工结果,在该组合工具中,根据本发明在工具容纳部上以在该工具容纳部的轴向上彼此间隔的方式布置用于在齿轮坯件上产生齿部的滚动剃齿工具和用于加工以该滚动剃齿工具产生的齿部的至少一个齿的顶面的盘形工具。
附图说明
27.下面借助于示出示例性实施例的附图更详细地解释本发明。图中分别示意性示出:
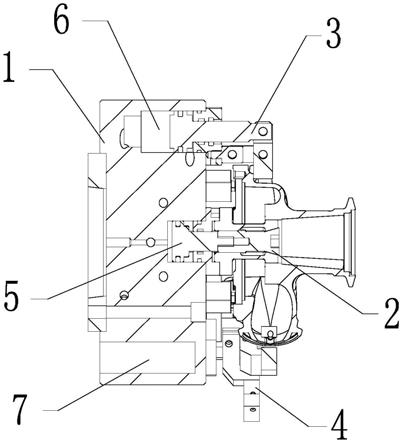
28.图1以透视图示出了一种组合工具,该组合工具用于在齿轮坯件上产生内齿部,然后加工内齿部的齿顶圆直径;
29.图2以透视图示出了在齿轮坯件加工以产生内齿的过程中的齿轮状的滚动剃齿工具,该工具是根据图1的组合工具的一部分,该透视图省略了组合工具的其他部件;
30.图3以透视图示出了在加工内齿部的顶面过程中的盘形工具,该工具是根据图1的组合工具的一部分,该透视图省略了组合工具的其他部件;
31.图4以透视图示出了根据图3的盘形工具的替代设计方案。
具体实施方式
32.组合工具1包括形状为支撑轴形式的工具容纳部2,该工具容纳部联接至未示出的用于滚动剃齿的常规机床的同样未示出的旋转驱动器,并因此被驱动以绕其旋转轴线rz以转速wz旋转。
33.组合工具1的工具容纳部2在其前自由端处承载齿轮状的滚动剃齿轮3,该滚动剃齿轮3以常规方式设计成在最初作为齿轮坯件5
34.(图2)提供的齿轮6上产生内齿部4。
35.在工具容纳部2的轴向xz上相对于滚动剃齿轮3向工具容纳部2的夹紧处方向偏移地,将盘形的工具7作为组合工具1的另一元件固定在工具容纳部2上,其与工具容纳部2的旋转轴线rz同轴地定向,并且具有例如6mm的厚度dz。
36.盘形的工具7用于加工齿轮6的由滚动剃齿轮3制成的内齿部4的齿9的顶面8。为此,工具7具有定义的切削刃10,其围绕工具的朝向滚动剃齿轮3的前端面11延伸。
37.为了产生齿轮6,将齿轮坯件5夹紧在此处未示出的机床的工件夹具12中。
38.齿轮坯件5优选没有形成齿地提供,但是也可以以已知的方式设置有预制的、粗糙的内齿部,现借助于滚动剃齿轮3就其齿9的几何形状对该内齿部进行最终的切削加工。
39.借助未示出的机床的旋转驱动器,以已知的方式驱动待设置内齿部4的齿轮坯件5以与滚动剃齿轮3旋转方向相同的方向围绕工件旋转轴线rw以工件转速ww旋转。由工件转速ww和工具转速wz形成的转速比wz/ww在此例如为3:1。
40.在现在通过滚动剃齿轮3对齿轮坯件5的齿9进行的滚动剃齿加工期间,工件旋转轴线rw相对于工具轴线rz以例如20
°
的轴交叉角σ'和轴距a'定向。在加工开始时,滚动剃齿轮3在轴向上,在齿轮坯件5对应于工具容纳部2夹紧处的一侧上首先位于内齿部4的外侧。然后使齿轮坯件5沿着工件轴线rw相对于关于其旋转轴线rz的轴向静止的滚动剃齿轮3移动,从而使内齿部4沿着滚动剃齿轮3移动,直到滚动剃齿轮3在齿轮坯件5的相对侧上再次从内齿部4中离开。
41.由于由轴交叉角σ'和沿轴向xz的轴向运动在彼此相接触的滚动剃齿轮3的齿9和内齿部4之间引起的相对运动,在此以已知的方式发生了切削减材,由此内齿部4的齿9的齿侧面区域完全成型。继续用滚动剃齿轮3对内齿部4进行滚动剃齿加工,直到内齿部4的所有齿9均已根据适用于该工序的额定参数完全成型为止。
42.在通过滚动剃齿轮3完成齿轮6的内齿部4的产生之后,通过移动工具容纳部2和/或齿轮6,使具有滚动剃齿轮3和盘形工具7的工具容纳部2在轴向xz中这样定向,使得工具7布置在齿轮6的面向工具容纳部2的夹紧处的端面6a附近。此外,工具容纳部2以这样的方式枢转,使得工具旋转轴线rz相对于工件旋转轴线rw以不同于轴交叉角σ'的轴交叉角σ”定向,其例如为10
°
。同样地,在工件旋转轴线rw和工具旋转轴线rz之间设置轴距a”,其尺寸设定为使得盘状工具7的切削刃10相对于内齿部4的齿9的顶面8沿径向向着齿轮6的外周方向偏移所期望的切削深度s。
43.为了后续加工齿顶圆直径,盘形工具7同样沿与齿轮6的旋转方向ww相同的方向绕其工具轴线rz以转速wz旋转。由工件转速ww和工具转速wz形成的转速比wz/ww现在例如为2:1。
44.齿轮形滚动剃齿轮3沿轴向xz在顶面8的宽度b上移动通过齿轮6,直到其切削刃10完全扫过齿9的顶面8并在此从顶面8去除厚度为s的切屑为止。重复该过程直到内齿部4的齿9的所有顶面8以相应的方式被加工并且达到内齿部4的所需的齿顶圆直径。
45.在图4中,作为根据本发明的用于加工齿顶圆直径的盘形工具7的变型,示出了盘形工具7',其围绕其前端面11'的切削刃10'分段,因此,使得切削刃区段10a和空缺10b以规则交替的方式和规则的角间距彼此相随。如果将盘形工具7'代替盘形工具7安装在组合工具1的工具容纳部2上并且以上述方式用于加工齿顶圆直径,则仅有内齿部4的这样的齿9的顶面8被切削加工,其考虑到相应的转速比wz/ww对应于切削刃区段10a之间的间距布置。以这种方式,齿顶圆直径的加工可以例如仅限于内齿部4的每第二或第三个齿9,而其他齿9保持未切削。
46.附图标记说明
47.1 组合工具
48.2 组合工具1的工具容纳部
49.3 齿轮形的滚动剃齿轮
50.4 齿轮6的内齿部
51.5 齿轮坯件
52.6 齿轮
53.6a 齿轮6的面对工具容纳部2的夹紧处的端面
54.7,7' 盘形工具
55.8 内齿部4的齿9的顶面
56.9 内齿部4的齿
57.10,10' 工具7,7'的切削刃
58.10a 盘形工具7'的切削刃区段
59.10b 盘形工具7'的切削刃10'的空缺
60.11,11' 盘形工具7,7'的前端面
61.12 工件夹紧处
62.a',a
”ꢀ
轴距
63.b 顶面8的宽度
64.dz盘形工具的厚度
65.rw 工件旋转轴线
66.rz 组合工具1及其滚动剃齿轮3和盘形工具7的旋转轴线
67.s 切削深度
68.ww 工件转速
69.wz 组合工具1及其滚动剃齿轮3以及盘形工具7的相应的转速
70.xz 工具旋转轴线rz的轴向
71.xw 工件旋转轴线rw的轴向
72.σ',σ
”ꢀ
轴交叉角
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。