1.本发明涉及双层薄壁零件机械加工器械领域,具体涉及一种构架牵引座的装夹工装及加工方法。
背景技术:
2.现在高铁上的构件牵引座作为双层零部件,但是在加工的过程中由于构件牵引座的加工内容比较多,同时构件牵引座同样为薄壁零部件,在进行加工的时候需要通过夹紧装置对构件牵引座进行夹紧,同时压紧装置对构件牵引座进行压紧,然后通过刀具对构件牵引座进行加工,在进行加工的时候,由于工件为薄壁件,在进行加工的方式,通过夹紧装置、压紧装置与加工刀具对工件进行加工的话,会导致工件发生形变,这样工件的成品率比较的低;现在的构件牵引座在进行加工的时候,一般在多个机床上分成多个步骤加工构件牵引座,这样加工工序比较的繁多,同时加工工艺比较的繁琐,加工的效率比较的低;通过多台机床加工同一个工件,这样无法保证工件的精度(在不同的机床上加工工件不同的位置,这样工件存在装夹误差,这样导致工件相对精度降低),这样影响工件加工完毕的精度。
技术实现要素:
3.针对上述现有技术的不足,本发明提出了一种构架牵引座的装夹工装及加工方法,便于在一台机床完成整个构件牵引座所有位置的加工,这样提高加工效率,将多道装夹缩减成一场装夹,这样避免装夹所带来的时间间隔,通过保证了工件的精度,同时采用上下夹紧的方式对薄壁件进行夹紧,这样有效的避免了工件形变。
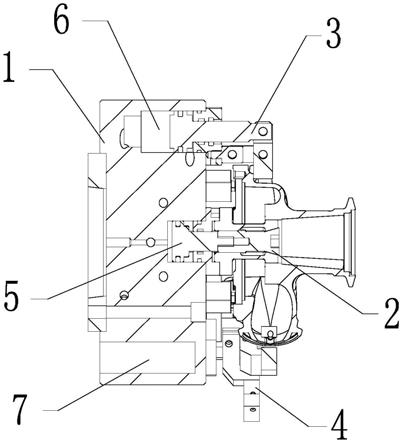
4.为实现上述目的,本发明的方案:一种构架牵引座的装夹工装,包括基础座、第一摆动式夹紧机构、第二摆动式夹紧机构、抵紧机构与压紧机构,其中第一摆动式夹紧机构、第二摆动式夹紧机构、抵紧机构与压紧机构均通过可以拆卸的方式固定在基础座上,第一摆动式夹紧机构、第二摆动式夹紧机构分别对构架牵引座上层薄壁进行夹紧,在基础座上设置有对构架牵引座外壁进行抵紧的抵紧机构,在基础座上设置有将构架牵引座压紧的压紧机构,压紧机构对构架牵引座下层进行压紧。
5.优选地,第一摆动式夹紧机构、第二摆动式夹紧机构、抵紧机构与压紧机构通过可以拆卸的方式固定在基础座上,在基础座上设置有多个与固定夹紧机构、摆动式夹紧机构、抵紧机构、压紧机构相配合的固定孔,根据构架牵引座的尺寸调节固定夹紧机构、摆动式夹紧机构、抵紧机构与压紧机构的位置,这样适应性比较的广。
6.优选地,第一摆动式夹紧机构包括第一旋转轴、第一摆动套筒与第一装夹组件,其中第一旋转轴设置在基础座上,在第一旋转轴上套有在第一旋转轴上转动的第一摆动套筒,在第一摆动套筒上固定有固定板,在固定板上设置有上下两端向中间移动的第一装夹组件,这样实现两端向中间移动形成装夹,这样防止在装夹的时候发生形变。
7.优选地,第一装夹组包括上夹紧块、下夹紧块、拉紧杆、滑动槽、菱形导向块与压
簧,其中在上夹紧块与下夹紧块上均设置有滑动槽,在上夹紧块与下夹紧块之间设置有螺纹拉紧杆,通过拉紧杆调节上夹紧块与下夹紧块之间的间距,菱形导向块固定在固定板上,菱形导向块的上下两端伸入到滑动槽内,上夹紧块、下夹紧块沿着菱形导向块移动,同时上夹紧块、下夹紧块在移动的时候进行位置调节,在上夹紧块、下夹紧块之间设置有将上夹紧块、下夹紧块撑开的压簧,当失去夹紧的时候,弹簧将上夹紧块、下夹紧块撑开,这样便于在加工完毕后将工件拿出来。
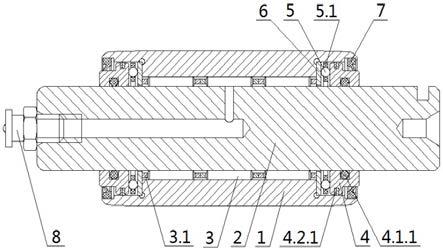
8.优选地,第二摆动式夹紧机构包括第二旋转轴、第二摆动套筒与第二装夹组件,第二旋转轴通过可拆卸的方式固定在基础座上,在第二旋转轴上套有在第二旋转轴上转动的第二摆动套筒,在第二摆动套筒上固定有多层支撑板且多层支撑板上下分布,在顶部的支撑板上穿过有压紧螺栓且压紧螺栓与支撑板螺纹配合,在底部支撑板的上方设置有调节组件,在调节组件上设置有穿过中层支撑板的承压柱,通过承压柱与压紧螺栓对构架牵引座进行夹紧,通过构架牵引座上层底面高度来调节承压柱的高度。
9.优选地,抵紧机构包括多个侧面抵紧销与底面抵紧销,底面抵紧销为多个且多个底面抵紧销分别对构架牵引座底面的台阶面进行支撑,侧面抵紧销为多个且多个侧面抵紧销对构架牵引座侧面进行抵紧,这样通过六点定位的方式对构架牵引座进行定位装夹。
10.一种基于一种构架牵引座的装夹工装的加工方法:以构架牵引座毛坯侧面上前端尖角处的一点、后端斜面上的一点与前面弧面一点为定位基准,通过卧加对构架牵引座孔系的前、后端面进行铣面,然后通过卧加对构架牵引座孔系的内侧面进行铣面,通过卧加精铣构架牵引座的后端面上的定位基准面。
11.与现有技术相比,本发明的优点在于:1、便于在一台机床完成整个构件牵引座所有位置的加工,这样提高加工效率,将多道装夹缩减成一场装夹,这样避免装夹所带来的时间间隔,通过保证了工件的精度,同时采用上下夹紧的方式对薄壁件进行夹紧,这样有效的避免了工件形变。
附图说明
12.图1为本发明的立体视图。
13.图2为本发明第一摆动式夹紧机构的示意图。
14.图3为本发明第二摆动式夹紧机构的示意图。
15.图4为本发明构架牵引座的三视图。
16.其中,1、基础座,2、第一摆动式夹紧机构,2.1、第一旋转轴,2.2、第一摆动套筒,2.3、固定板,2.4、第一装夹组件,2.5、上夹紧块,2.6、下夹紧块,2.7、拉紧杆,2.8、滑动槽,2.9、菱形导向块,2.10、压簧,3、第二摆动式夹紧机构,3.1、第二旋转轴,3.2、第二摆动套筒,3.3、支撑板,3.4、压紧螺栓,3.5、调节组件,3.6、承压柱,3.7、第二装夹组件,4、抵紧机构,4.1、侧面抵紧销,4.2、底面抵紧销,5、压紧机构。
具体实施方式
17.现结合附图,对本发明进一步的阐述。
18.如图1
‑
4所示,一种构架牵引座的装夹工装,包括基础座1、第一摆动式夹紧机构2、第二摆动式夹紧机构3、抵紧机构4与压紧机构5,其中第一摆动式夹紧机构2、第二摆动式夹
紧机构3、抵紧机构4与压紧机构5均通过可以拆卸的方式固定在基础座1上,第一摆动式夹紧机构2、第二摆动式夹紧机构3分别对构架牵引座上层薄壁进行夹紧,在基础座1上设置有对构架牵引座外壁进行抵紧的抵紧机构4,在基础座1上设置有将构架牵引座压紧的压紧机构5(压紧机构5包括压块与螺纹杆,在压块上开有供螺纹杆穿过的孔,在螺纹杆上套有螺母,通过螺母按压压块上实现压块按压在构架牵引座下层的底面,这样实现构架牵引座下层的压紧),压紧机构5对构架牵引座下层进行压紧;在进行装夹的时候,构件的下面一层放置在基础座1上,通过抵紧机构4将位于基础座1上,通过压紧机构5将构件底部一层按压在基础板上,构件的底部一层装夹完毕后,旋转第一摆动式夹紧机构2、第二摆动式夹紧机构3对构件上层进行夹紧,这样防止在加工的时候,构件上层由于悬空而产生没有着力点而产生的加工形变,这样可以通过一体化的加工将工件牵引座的全部加工内容加工完毕,本装夹工装通过分别对构件牵引座上层与下层进行夹紧,这样装夹比较的稳定,在进行加工的时候不会产生构件牵引座形变。
19.第一摆动式夹紧机构2、第二摆动式夹紧机构3、抵紧机构4与压紧机构5通过可以拆卸的方式固定在基础座1上(即为由于构件牵引座型号不同,通过移动/更换第一摆动式夹紧机构2、第二摆动式夹紧机构3、抵紧机构4与压紧机构5实现在基础座1上加工不同类型的构件牵引座),在基础座1上开设有多个与固定夹紧机构、摆动式夹紧机构、抵紧机构4、压紧机构5相配合的固定孔,根据构架牵引座的尺寸调节固定夹紧机构、摆动式夹紧机构、抵紧机构4与压紧机构5的位置,这样适应性比较的广,固定孔为螺栓孔,在第一摆动式夹紧机构2、第二摆动式夹紧机构3、抵紧机构4与压紧机构5上均通过焊接的方式固定有固定座,通过螺栓伸入到固定孔内将固定座固定在基础座1上,这样可以根据构件牵引座调节上述机构的位置实现多种尺寸的构件牵引座进行装夹,这样适应的范围比较的广。
20.第一摆动式夹紧机构2包括第一旋转轴2.1、第一摆动套筒2.2与第一装夹组件2.4,其中第一旋转轴2.1通过螺栓固定的方式设置在基础座1上,在第一旋转轴2.1上套有在第一旋转轴2.1上转动的第一摆动套筒2.2(第一摆动套筒2.2围绕第一旋转轴2.1进行转动),在第一摆动套筒2.2上通过焊接的方式固定有固定板2.3,在固定板2.3上设置有上下两端向中间移动的第一装夹组件2.4,这样实现两端向中间移动形成装夹,这样防止在装夹的时候发生形变,在进行装夹的时候第一装夹组件2.4两个装夹件同步向中间移动,这样通过两端向中间移动的方式对构件牵引座进行,这样在进行装夹的时候,可以防止在装夹的时候保证构件牵引座上层上下两侧的压力平衡,防止在装夹的时候将构件牵引座压坏。
21.第一装夹组包括上夹紧块2.5、下夹紧块2.6、拉紧杆2.7、滑动槽2.8、菱形导向块2.9与压簧2.10,其中在上夹紧块2.5与下夹紧块2.6上均开设有滑动槽2.8,在上夹紧块2.5与下夹紧块2.6之间设置有螺纹拉紧杆2.7,通过拉紧杆2.7调节上夹紧块2.5与下夹紧块2.6之间的间距(螺纹拉紧杆2.7为双向螺杆,螺纹拉紧杆2.7分别穿过上夹紧块2.5与下夹紧块2.6,上夹紧块2.5与下夹紧块2.6分别与螺纹拉紧杆2.7不同段的螺纹进行配合,通过螺纹拉紧杆2.7实现上夹紧块2.5与下夹紧块2.6对构件牵引座进行夹紧),菱形导向块2.9通过焊接的方式固定在固定板2.3上,菱形导向块2.9的上下两端伸入到滑动槽2.8内,上夹紧块2.5、下夹紧块2.6沿着菱形导向块2.9移动,同时上夹紧块2.5、下夹紧块2.6在移动的时候进行位置调节(由于菱形导向块2.9上下两端尖、中间比较的宽,当上夹紧块2.5与下夹紧块2.6向中间移动的时候,菱形导向块2.9与滑动槽2.8内对上夹紧块2.5与下夹紧块2.6
的左右位置进行调整),在上夹紧块2.5、下夹紧块2.6之间设置有将上夹紧块2.5、下夹紧块2.6撑开的压簧2.10(压簧2.10上下两端通过焊接的方式固定在上夹紧块2.5与下夹紧块2.6上),当失去夹紧的时候,弹簧将上夹紧块2.5、下夹紧块2.6撑开(通过压簧2.10将上夹紧块2.5与下夹紧块2.6撑开,这样便于旋转螺纹拉紧杆2.7使上夹紧块2.5、下夹紧块2.6向两侧张开,即为旋转螺纹拉紧杆2.7比较轻松),这样便于在加工完毕后将工件拿出来。
22.第二摆动式夹紧机构3包括第二旋转轴3.1、第二摆动套筒3.2与第二装夹组件3.7,第二旋转轴3.1通过可拆卸的方式固定在基础座1上(即为第二旋转轴3.1通过螺栓固定在基础板上),在第二旋转轴3.1上套有在第二旋转轴3.1上转动的第二摆动套筒3.2,在第二摆动套筒3.2上通过焊接的方式固定有多层支撑板3.3且多层支撑板3.3上下分布,在顶部的支撑板3.3上穿过有压紧螺栓3.4且压紧螺栓3.4与支撑板3.3螺纹配合,在底部支撑板3.3的上方设置有调节组件3.5,在调节组件3.5上设置有穿过中层支撑板3.3的承压柱3.6,通过承压柱3.6与压紧螺栓3.4对构架牵引座进行夹紧,通过构架牵引座上层底面高度来调节承压柱3.6的高度,先根据构架牵引座上层底面高度调节承压柱3.6的高度,将构架牵引座上层底面放置在调节承压柱3.6上,构架牵引座上层顶面通过压紧螺栓3.4进行压紧,这样实现对构架牵引座上层的装夹与压紧。
23.抵紧机构4包括多个侧面抵紧销4.1与底面抵紧销4.2,底面抵紧销4.2为多个且多个底面抵紧销4.2分别对构架牵引座底面的台阶面进行支撑,侧面抵紧销4.1为多个且多个侧面抵紧销4.1对构架牵引座侧面进行抵紧,这样通过六点定位的方式对构架牵引座进行定位装夹。
24.一种基于一种构架牵引座的装夹工装的加工方法:以构架牵引座毛坯侧面上前端尖角处的一点、后端斜面上的一点与前面弧面一点为定位基准,通过卧加对构架牵引座孔系的前、后端面进行铣面,然后通过卧加对构架牵引座孔系的内侧面进行铣面,通过卧加精铣构架牵引座的后端面上的定位基准面,这样完成对构架牵引座的多个加工工序的粗加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。