1.本发明涉及航空精锻叶片加工技术领域,具体是一种航空精锻叶片的追溯性标刻方法。
背景技术:
2.压气机叶片作为航空发动机的关键零件之一,具有结构复杂、精度高、其加工工艺复杂、数量多的特点,一般来说,压气机叶片的加工工作量占整台发动机加工工作量的30%~40%;由于压气机叶片必须具有优良的冶金性能、精确的尺寸以及优秀的表面完整性,因此使得压气机叶片的精锻制造技术在制造业中及其复杂。
3.现有技术中,存在问题如下:
4.(1)现有的压气机叶片结构复杂,尺寸精度高,在标刻时不能保证叶片的表面完整性不被破坏,同时标刻字迹的容易出现模糊的情况,而且叶片的外部形状会不同,而一般的夹具设备使用的时候,不能保证叶片的固定效果,降低叶片的安装效果。
5.(2)现有的航空压气机叶片的尺寸精度要求极高,标刻时不能保证标刻力度,容易破坏叶片的表面完整性,降低叶片的标刻加工质量。
6.(3)现有的叶片在加工的过程中,容易出现混料的情况,这样导致物料出现多次加工的情况,影响到物料的加工质量和效率。
技术实现要素:
7.本发明的目的在于提供一种航空精锻叶片的追溯性标刻方法,以解决上述背景技术中提出的问题。
8.本发明的技术方案是:一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
9.第一步骤:对锻件进行预处理;
10.第二步骤:对预处理的锻件进行标刻工序;
11.第三步骤:标刻工序处理的锻件通过夹具机构固定;
12.第四步骤:对夹具机构固定的锻件进行钢印标刻。
13.优选的,所述锻件进行预处理包括锻件表面清理和锻件加热、保温、冷却,其中所述锻件清理通过设备对锻件表面进行清理,用以清除锻件表面杂质,所述锻件加热通过真空热处理装置对锻件进行加热、保温、冷却,识别锻件热处理后的状态,同时防止混料。
14.优选的,所述标刻工序包括锻造抛修、光饰和化学铣削工序,所述锻造抛修、光饰和化学铣削由下料,化学腐蚀,喷涂,加热、制坯,表面清理,喷涂,加热、终锻,振动光饰,去毛刺,弯扭校正,热处理,标刻,化学腐蚀,试样送检,尺寸及目视检查步骤组成,最后将锻件转入机加工。
15.优选的,所述夹具机构包括控制台,控制台的外部为“l”形,控制台的内侧设置有水平状的螺母滑动板,控制台的上端固定有推动机构,推动机构的伸缩端连接有弹簧连接件,所述螺母滑动板的外壁开设有两个内部为“凸”形的滑槽,螺母滑动板外壁滑槽内滑动
设置有t型螺母,t型螺母的上端通过第二内六角圆柱头螺钉固定有底板。
16.优选的,所述底板通过四个第三内六角圆柱头螺钉固定有平口钳,平口钳远离底板的一面为“u”形,所述平口钳的开口端一侧内壁通过螺丝固定有第一夹块,且平口钳的开口端另一侧内壁设置有联动机构,所述联动机构由两个转动连接的圆柱形连杆组成,连杆的一端连接有推板,推板靠近第一夹块的一面通过螺丝固定有第二夹块。
17.优选的,所述第一夹块的上方开设有凹槽,且第一夹块上方的凹槽内卡合有“l”形的对刀块,第一夹块的侧面通过螺丝固定有挡块,所述对刀块的短边开设有螺纹孔,且对刀块短边螺纹孔内设置有第一内六角圆柱头螺钉,第一内六角圆柱头螺钉的一端固定在第一夹块外壁上,对刀块的长边开设有矩形的凹槽。
18.优选的,所述平口钳的外壁开设有与第三内六角圆柱头螺钉相匹配的通孔,且平口钳外壁通孔内部为长条状。
19.优选的,所述t型螺母共设置有四个,且t型螺母的外部形状与螺母滑动板上“凸”形凹槽内部形状相吻合。
20.本发明通过改进在此提供一种航空精锻叶片的追溯性标刻方法,与现有技术相比,具有如下改进及优点:
21.其一:本发明能够针对不同形状结构的叶片,设计对应的标刻夹具,在标刻夹具上同时设计对刀块机构,保证字模的导向精准,同时通过钢印标刻的方式对物料进行加工,此种标刻方法对叶片的表面破坏性很小,利用气动的原理瞬间释放压力,可以有效标刻字迹,保证标刻深度;
22.其二:本发明的夹具的夹持机构能够根据叶片的外形进行替换,提高叶片的固定效果,方便对不同外形的叶片进行固定。
23.其三:本发明通过对叶片进行预处理,对叶片的表面进行清理,增加叶片的洁净度,同时通过加热的方式对叶片进行处理,而且通过调整设备压紧弹簧的松紧,控制标刻机的压紧力度,控制标刻的深度以适应不同材料的硬度,达到清晰标刻的目的。
附图说明
24.下面结合附图和实施例对本发明作进一步解释:
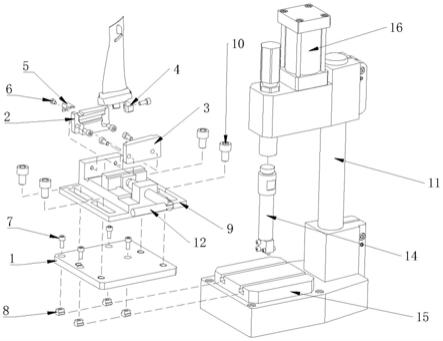
25.图1是本发明的零件爆炸图;
26.图2是本发明的平口钳俯视图;
27.图3是本发明的平口钳侧视图;
28.附图标记说明:1、底板,2、第一夹块,3、第二夹块,4、挡块,5、对刀块,6、第一内六角圆柱头螺钉,7、第二内六角圆柱头螺钉,8、t型螺母,9、平口钳,10、第三内六角圆柱头螺钉,11、控制台,12、联动机构,13、挡块固定座,14、弹簧连接件,15、螺母滑动板,16、推动机构,17、推板。
具体实施方式
29.下面对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施
例,都属于本发明保护的范围。
30.本发明通过改进在此提供一种航空精锻叶片的追溯性标刻方法,本发明的技术方案是:
31.实施例一:
32.如图1
‑
图3所示,一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
33.第一步骤:对锻件进行预处理;
34.第二步骤:对预处理的锻件进行标刻工序;
35.第三步骤:标刻工序处理的锻件通过夹具机构固定;
36.第四步骤:对夹具机构固定的锻件进行钢印标刻。
37.通过对锻件进行预处理,使锻件表面的杂质减少,同时通过加热装置对锻件进行加热,这样使用者识别锻件热处理后的状态,防止混料,同时受热的后锻件更加容易进行加工的工作。
38.锻件进行预处理包括锻件表面清理和锻件加热,其中锻件清理通过设备对锻件表面进行清理,用以清除锻件表面杂质,锻件加热通过真空热处理装置对锻件进行加热,识别锻件热处理后的状态,同时防止混料。
39.标刻工序包括锻造抛修、光饰和化学铣削工序,锻造抛修、光饰和化学铣削由下料,化学腐蚀,喷涂,加热、制坯,表面清理,喷涂,加热、终锻,振动光饰,去毛刺,弯扭校正,热处理,标刻,化学腐蚀,试样送检,尺寸及目视检查步骤组成,最后将锻件转入机加工。
40.工件通过锻造抛修、光饰和化学铣削等工序后设置标刻工序,有效地保证了标刻字迹的清晰可见,同时通过钢印标刻的方式,此种标刻方法对叶片的表面破坏性很小,利用气动的原理瞬间释放压力,可以有效标刻字迹,保证标刻深度,标刻效率大大提高,设备点动一次即可完成一次的标刻。
41.实施例二:
42.一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
43.第一步骤:对锻件进行预处理;
44.第二步骤:对预处理的锻件进行标刻工序;
45.第三步骤:标刻工序处理的锻件通过夹具机构固定;
46.第四步骤:对夹具机构固定的锻件进行钢印标刻。
47.通过对锻件进行预处理,使锻件表面的杂质减少,同时通过加热装置对锻件进行加热,这样使用者识别锻件热处理后的状态,防止混料,同时受热的后锻件更加容易进行加工的工作。
48.夹具机构包括控制台11,控制台11的外部为“l”形,控制台11的内侧设置有水平状的螺母滑动板15,控制台11的上端固定有推动机构16,推动机构16的伸缩端连接有弹簧连接件14,螺母滑动板15的外壁开设有两个内部为“凸”形的滑槽,螺母滑动板15外壁滑槽内滑动设置有t型螺母8,t型螺母8的上端通过第二内六角圆柱头螺钉7固定有底板1,此结构的控制台11上端的推动机构16通过气缸推动弹簧连接件14进行上下移动,这样弹簧连接件14能够对待加工的物料进行挤压,通过弹簧连接件14控制标刻机的压紧力度,控制标刻的深度以适应不同材料的硬度,达到清晰标刻的目的,而且螺母滑动板15上的凹槽起到容纳t型螺母8的作用,这样t型螺母8能够进行滑动,通过t型螺母8能够对底板1的位置进行调整。
49.实施例二与实施例一的区别在于控制台11上的气缸能够通过弹簧连接件14对物料进行挤压,通过弹簧连接件14对物料的压力进行控制,以此来控制该装置的压紧力度,避免该装置出现压紧力过大或者过小的情况。
50.实施例三:
51.一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
52.第一步骤:对锻件进行预处理;
53.第二步骤:对预处理的锻件进行标刻工序;
54.第三步骤:标刻工序处理的锻件通过夹具机构固定;
55.第四步骤:对夹具机构固定的锻件进行钢印标刻。
56.通过对锻件进行预处理,使锻件表面的杂质减少,同时通过加热装置对锻件进行加热,这样使用者识别锻件热处理后的状态,防止混料,同时受热的后锻件更加容易进行加工的工作。
57.底板1通过四个第三内六角圆柱头螺钉10固定有平口钳9,平口钳9远离底板1的一面为“u”形,平口钳9的开口端一侧内壁通过螺丝固定有第一夹块2,且平口钳9的开口端另一侧内壁设置有联动机构12,联动机构12由两个转动连接的圆柱形连杆组成,连杆的一端连接有推板17,推板17靠近第一夹块2的一面通过螺丝固定有第二夹块3,此结构的平口钳9一面的“u”形端起到限制第一夹块2和第二夹块3的作用,将第一夹块2和第二夹块3两侧最大移动距离限制住,同时联动机构12能够通过推板17推动第二夹块3朝第一夹块2的方向移动,使第一夹块2和第二夹块3能够将物料固定住,同时第一夹块2和第二夹块3直接通过螺丝进行固定,这样通过对不同形状的第一夹块2和第二夹块3进行更换,能够对不同物料进行固定住。
58.实施例三与实施例一的区别在于平口钳9起到固定第一夹块2和第二夹块3的作用,能够对第一夹块2和第二夹块3移动的最大间距进行控制,而且联动机构12能够通过推板17推动第二夹块3朝第一夹块2的方向移动,使第一夹块2和第二夹块3能够将物料固定住。
59.实施例四:
60.一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
61.第一步骤:对锻件进行预处理;
62.第二步骤:对预处理的锻件进行标刻工序;
63.第三步骤:标刻工序处理的锻件通过夹具机构固定;
64.第四步骤:对夹具机构固定的锻件进行钢印标刻。
65.通过对锻件进行预处理,使锻件表面的杂质减少,同时通过加热装置对锻件进行加热,这样使用者识别锻件热处理后的状态,防止混料,同时受热的后锻件更加容易进行加工的工作。
66.第一夹块2的上方开设有凹槽,且第一夹块2上方的凹槽内卡合有“l”形的对刀块5,第一夹块2的侧面通过螺丝固定有挡块4,对刀块5的短边开设有螺纹孔,且对刀块5短边螺纹孔内设置有第一内六角圆柱头螺钉6,第一内六角圆柱头螺钉6的一端固定在第一夹块2外壁上,对刀块5的长边开设有矩形的凹槽,此结构的第一夹块2上的对刀块5能够保证字模的导向精准,提高标刻的准确性,同时第一夹块2上的挡块4能够增加锻件的固定效果。
67.实施例四与实施例一的区别在于通过在第一夹块2上设置有对刀块5能够保证字模的导向精准,提高标刻的准确性。
68.实施例五:
69.一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
70.第一步骤:对锻件进行预处理;
71.第二步骤:对预处理的锻件进行标刻工序;
72.第三步骤:标刻工序处理的锻件通过夹具机构固定;
73.第四步骤:对夹具机构固定的锻件进行钢印标刻。
74.通过对锻件进行预处理,使锻件表面的杂质减少,同时通过加热装置对锻件进行加热,这样使用者识别锻件热处理后的状态,防止混料,同时受热的后锻件更加容易进行加工的工作。
75.平口钳9的外壁开设有与第三内六角圆柱头螺钉10相匹配的通孔,且平口钳9外壁通孔内部为长条状,此结构的平口钳9外壁的条形通孔起到容纳第三内六角圆柱头螺钉10的作用,这样在对第三内六角圆柱头螺钉10拧松的时候,平口钳9能够沿着条形通孔的方向进行移动,这样能够对平口钳9的位置进行调整。
76.实施例五与实施例一的区别在于通过在平口钳9开设条形通孔,第三内六角圆柱头螺钉10能够在条形通孔内进行滑动,这样能够对平口钳9的位置进行调整,方便对平口钳9上的工件进行位置的调整。
77.实施例六:
78.一种航空精锻叶片的追溯性标刻方法,包括以下步骤:
79.第一步骤:对锻件进行预处理;
80.第二步骤:对预处理的锻件进行标刻工序;
81.第三步骤:标刻工序处理的锻件通过夹具机构固定;
82.第四步骤:对夹具机构固定的锻件进行钢印标刻。
83.通过对锻件进行预处理,使锻件表面的杂质减少,同时通过加热装置对锻件进行加热,这样使用者识别锻件热处理后的状态,防止混料,同时受热的后锻件更加容易进行加工的工作
84.t型螺母8共设置有四个,且t型螺母8的外部形状与螺母滑动板15上“凸”形凹槽内部形状相吻合,此结构的t型螺母8能够卡在滑动板15上“凸”形凹槽内进行滑动,在t型螺母8上的第二内六角圆柱头螺钉7收紧的时候,能够将底板1的位置卡住,方便对底板1进行调整的工作。
85.实施例六与实施例一的区别在于通过设置的t型螺母8在滑动板15上“凸”形凹槽进行滑动,方便对底板1的位置进行调整。
86.工作原理:首先对对锻件进行预处理后,再对锻件进行锻造抛修、光饰和化学铣削等工序,之后对锻件进行标刻工序,具体设置如下:下料
→
化学腐蚀
→
喷涂
→
加热、制坯
→
表面清理
→
喷涂
→
加热、终锻
→
振动光饰
→
去毛刺
→
弯扭校正
→
热处理
→
标刻
→
化学腐蚀
→
试样送检
→
尺寸及目视检查
→
转入机加工,在机加工步骤中,将加工好的叶片设置在第一夹块2和第二夹块3之间的位置,然后通过联动机构12推动推板17进行移动,使推板17能够推动第二夹块3朝第一夹块2的方向移动,之后第一夹块2和第二夹块3能够将叶片的一端
夹紧,同时启动推动机构16,推动机构16中的气缸能够通过弹簧连接件14将叶片的另一端压住,使叶片不会出现歪斜的情况,而且第一夹块2上的刀块机构,保证字模的导向精准,最后通过钢印标刻的方式对叶片进行标刻,此种标刻方法对叶片的表面破坏性很小,利用气动的原理瞬间释放压力,可以有效标刻字迹,保证标刻深度。
87.上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

