1.本实用新型属于涡旋压缩机技术领域,涉及一种涡旋压缩机静旋盘机加工夹具。
背景技术:
2.在能源日益减少,环境污染日益增大的情况下,新能源汽车因其环保节能的特性受到国家大力扶持,电动涡旋压缩机是新能源汽车的重要组成部分,作为新能源汽车空调系统的核心部件,电动压缩机发挥的作用无可替代。静旋盘是电动涡旋压缩机的核心部件之一,对电动压缩机的性能影响较大,因此。
3.目前,静旋盘的夹具一般都是设置多个液压缸来完成装夹,多个液压缸导致液压管路复杂,在装夹时要多次调试,操作繁琐,并且不能多个静旋盘同时装夹,生产效率低下。因此,亟需一种新的涡旋压缩机静旋盘机加工夹具来解决以上问题。
技术实现要素:
4.本实用新型目的是提供一种涡旋压缩机静旋盘机加工夹具,解决了现有静旋盘机加工夹具生产效率低下的技术问题。
5.为了实现上述技术目的,达到上述的技术要求,本实用新型所采用的技术方案是:一种涡旋压缩机静旋盘机加工夹具,包括底座,所述底座的上端至少设置有一个静旋盘夹具总成,所述静旋盘夹具总成包括第一液压圆盘,所述第一液压圆盘的上端设置有第二液压圆盘,所述第一液压圆盘内设置有液压缸,所述液压缸的表面设置有螺旋盖,所述液压缸内设置有液压柱,所述液压柱的上方设置有支撑圆盘,所述支撑圆盘与液压柱固定连接,所述支撑圆盘的四周嵌设有若干个圆周均布的夹具支架,所述夹具支架设在第二液压圆盘内,且与第二液压圆盘的内壁接触的面为倾斜面,每个夹具支架的上端固定设置有一个卡盘,所述第二液压圆盘内设置有静旋盘支座,所述第二液压圆盘的上端设置有静旋盘定位块。
6.作为优选的技术方案:所述卡盘与静旋盘相接触的面呈圆弧状,并与静旋盘的部分圆周面相贴合。
7.作为优选的技术方案:所述静旋盘定位块呈扇形状,所述静旋盘定位块的数量为3个。
8.作为优选的技术方案:所述液压柱通过螺杆与支撑圆盘固定连接,所述螺杆的一端与液压柱螺纹连接,所述螺杆的另一端与支撑圆盘固定连接。
9.本实用新型的有益效果是:
10.1)设置第一液压圆盘和第二液压圆盘增加液压柱的行程,液压缸通过管路通入液压油后推动液压柱向上运动,并推动支撑圆盘向上运动,支撑圆盘上嵌设有若干个夹具支架,夹具支架随着支撑圆盘运动,并带动设置在夹具支架上端的卡盘向上运动,将静旋盘放置在静旋盘支座上,液压缸通过液压管路回油,液压柱向下运动并带动卡盘向下运动从而夹紧静旋盘,通过一个油缸便可操作多个卡盘夹紧静旋盘,操作简单,并且可同时装夹多个
静旋盘,提高静旋盘的生产效率。
11.2)优选的,卡盘与静旋盘相接触的面呈圆弧状,并与静旋盘的部分圆周面相贴合,夹紧效果更好。
12.3)优选的,静旋盘定位块呈扇形状,静旋盘定位块的数量为3个,扇形状的静旋盘定位块与静旋盘形状匹配,3个静旋盘定位块形成三角定位,定位更精准。
13.4)优选的,液压柱通过螺杆与支撑圆盘固定连接,螺杆的一端与液压柱螺纹连接,螺杆的另一端与支撑圆盘固定连接,结构简单使用,易于安装和拆卸。
附图说明
14.图1为本实用新型的俯视图;
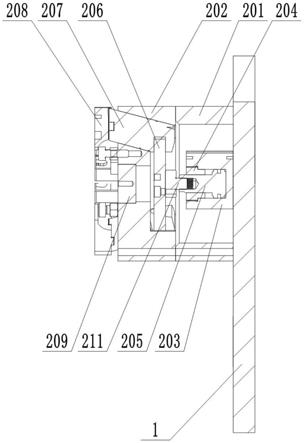
15.图2为图1的a
‑
a剖视图;
16.图3为本实用新型的实施例的俯视图;
17.图4为本实用新型的实施例的左视图。
18.在图1
‑
4中,1.底座、2.静旋盘夹具总成、201.第一液压圆盘、202.第二液压圆盘、203.液压缸、204.螺旋盖、205.液压柱、206.支撑圆盘、207.夹具支架、208.卡盘、209.静旋盘支座、210.静旋盘定位块、211.螺杆。
具体实施方式
19.下面结合附图对本实用新型进一步描述;
20.请参照图1
‑
4,一种涡旋压缩机静旋盘机加工夹具,包括底座1,所述底座1的上端至少设置有一个静旋盘夹具总成2,通过螺纹、焊接等固定等方式将静旋盘夹具总成2安装在底座1上,优选的,静旋盘夹具总成2的数量可以为2个或3个或4个,可实现多个静旋盘同时装夹提高生产效率,所述静旋盘夹具总成2包括第一液压圆盘201,所述第一液压圆盘201的上端设置有第二液压圆盘202,所述第一液压圆盘201内设置有液压缸203,所述液压缸203的表面设置有螺旋盖204,所述液压缸203内设置有液压柱205,所述液压柱205的上方设置有支撑圆盘206,所述支撑圆盘206与液压柱205固定连接,所述支撑圆盘206的四周嵌设有若干个圆周均布的夹具支架207,优选的,夹具支架207的数量为3个或4个或5个,所述夹具支架207设在第二液压圆盘202内,且与第二液压圆盘202的内壁接触的面为倾斜面,且接触面往第二液压圆盘202的外圆周面倾斜,每个夹具支架207的上端固定设置有一个卡盘208,所述第二液压圆盘202内设置有静旋盘支座209,液压缸203通过液压管路从液压柱205底部进油推动液压柱205向上运动,液压缸203通过管路通入液压油后推动液压柱205向上运动,并推动支撑圆盘206向上运动,嵌设在支撑圆盘206上的若干个夹具支架207随着支撑圆盘206运动,并带动设置在夹具支架207上端的卡盘208向上运动,卡盘208为打开状态,将静旋盘放置在静旋盘支座209进行初步定位,液压缸203通过液压管路回油,液压柱205向下运动并带动卡盘208向下运动从而夹紧静旋盘,此结构能够通过一个液压缸实现多个卡盘208对静旋盘进行装夹,装夹效果好,操作简单,从而提高静旋盘的装夹和生产效率;所述第二液压圆盘202的上端设置有静旋盘定位块210,可以提高静旋盘的定位精准度。
21.如图1
‑
4所示,所述卡盘208与静旋盘相接触的面呈圆弧状,并与静旋盘的部分圆周面相贴合,夹紧效果更好。
22.如图1
‑
4所示,所述静旋盘定位块210呈扇形状,所述静旋盘定位块210的数量为3个,扇形状与静旋盘的部分表面形状相匹配,并且3个静旋盘定位块210形成三角定位,使得静旋盘定位更精准。
23.如图1
‑
4所示,所述液压柱205通过螺杆211与支撑圆盘206固定连接,所述螺杆211的一端与液压柱205螺纹连接,所述螺杆211的另一端与支撑圆盘206固定连接,此结构易于安装和拆卸。
24.实施例
25.如图1
‑
4所示,本实施例中底座1上安装有4个静旋盘夹具总成2,每个静旋盘夹具总成2包括有第一液压圆盘201,第一液压圆盘201的上端设置第二液压圆盘202,第一液压圆盘201内设置液压缸203,液压缸203的表面设置螺旋盖204,液压缸203内设置液压柱205,液压柱205的上方设置支撑圆盘206,支撑圆盘206与液压柱205通过螺杆211固定连接,压柱205通过螺杆211与支撑圆盘206固定连接,螺杆211的一端与液压柱205螺纹连接,螺杆211的另一端与支撑圆盘206固定连接,支撑圆盘206的四周嵌设有3个圆周均布的夹具支架207,夹具支架207设在第二液压圆盘202内,第二液压圆盘202的内壁接触的面为倾斜面,且接触面往第二液压圆盘202的外圆周面倾斜,每个夹具支架207的上端固定设置有一个卡盘208,第二液压圆盘202内设置有静旋盘支座209,第二液压圆盘202的上端设置3个扇形状的静旋盘定位块210。
26.上述实施例仅仅是为清楚地说明本实用新型所作的描述,而并非对实施方式的限定,对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无需也无法对所有的实施方式予以穷举,而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

