一种ledg9灯泡的制造方法
技术领域
1.本发明涉及一种ledg9灯泡技术领域,具体涉及一种ledg9灯泡的制造方法。
背景技术:
2.ledg9型灯泡是一种常用于欧式水晶吊灯上的插脚型灯泡。目前,采用玻璃封装的ledg9灯泡的生产方法根据其灯泡结构的不同主要有两种:一种是发光体和驱动电路板分离式结构,发光体设于熔封并充有导热气体(常用氦气)的玻璃泡壳内,而驱动电路板设于玻璃泡壳外,驱动电路板通过相应的塑料或陶瓷配件与玻璃泡壳进行组装并电连接而成一个完整的灯泡,此种方法生产的ledg9灯泡结构不够紧凑,并且由于驱动电路板没有密封保护因而对环境的防护能力较差;第二种是将发光体和驱动电路板均置于熔封充有导热气体的玻璃泡壳内,相对于前一种灯泡,此种方法生产的ledg9灯泡结构紧凑年对环境的防护能力较好,并且光效高,光衰小,因而第二种结构的ledg9灯泡在市场上更受青睐。目前第二种结构的ledg9灯泡生产方式主要是:取1根较粗的透明玻璃管(尺寸约为φ14.5
×
50mm),在其一端熔接一根较细的玻璃管(尺寸约为φ4
×
40mm)作为排气管,再将组装好的led发光体和驱动电路板一起从较粗的透明玻璃管开口端塞进泡壳内,然后在较粗的透明玻璃管开口端采用火焰熔封工艺封口形成g9灯头,再通过排气管完成灯泡的抽真空和充气,完成灯泡的制作,此种制造方法生产出来的ledg9灯泡存在的问题主要有:其一,玻璃泡壳直径很难突破16mm,因泡壳直径过大,火焰熔封时很难制成符合g9灯头标准的形状,而玻璃泡壳直径的受限影响了其使用时散热性能的进一步提高;其二,在火焰熔封制作g9灯头时,由于led发光体和驱动电路板已置入玻璃泡壳内,火焰熔封时的高温容易使得电子元器件特别是体型相对较大的电解电容受到损伤,生产成品率低;其三,现有方法制造的ledg9灯泡使用时发光体的工面有明显的明暗区,不能实现360
°
范围均匀照明。
技术实现要素:
3.本发明的目的是:提供一种ledg9灯泡的制造方法,解决现有技术中玻璃泡壳直径很难突破16mm影响散热能力提升、火焰熔封时驱动电路板上的电子元器件易受损伤以及生产出的ledg9灯泡使用时发光体工面有明显的明暗区,不能实现360
°
范围均匀照明的问题。
4.本发明的技术方案是:本发明的ledg9灯泡的制造方法,包括以下步骤:
①
预先制作由粗长段和细短段一体相连的透明玻璃管,作为加工玻璃泡壳的基础件;
②
制作由2块钼箔、2个g9灯脚和2根针状电极构成的电极组件,2根针状电极在2块钼箔的上端各焊接1根,2个g9灯脚在2块钼箔的下端各焊接1个;
③
将步骤
②
制得的电极组件置于步骤
①
制得的透明玻璃管的细短段内,通过火焰熔封将透明玻璃管的细短段压制成玻璃泡壳的灯头,同时使得电极组件固定设于灯头内,并使得2根针状电极的上端向透明玻璃管的粗长段内伸出,2个g9灯脚的下部从灯头的下端伸出,制得g9灯头:
④
制作1块驱动电路板,将驱动电路板上布设的驱动电路含有的电解电容固定设于驱动电路板的上端中间处,在驱动电路板上固定设置2个导电材质的圆筒形的电极插接件,并将2个电极插接件与驱动电路具有的交流电源输入端电连接;将3个led光源在驱动电路板的上端间隔倾斜设置并与驱动电路板具有的电源输出端焊接并电连接,制得驱动电路板和led光源的结合体;
⑤
在由步骤
④
制得的结合体中的2个圆筒形的电极插接件内注入导电胶;
⑥
将步骤
⑤
所得的结合体从透明玻璃管的粗长段的开口端塞进透明玻璃管的粗长段内,并使得电极组件的2根针状电极的上端与注胶后的2个电极插接件对应插接,静置设定时长后导电胶固化,制得光源泡壳组件;
⑦
利用旋转夹具以及与旋转夹具配合同步动作的金属圆盘刀片,在火头加热的条件下,将步骤
⑥
制得的光源泡壳组件中透明玻璃管的粗长段上位于led光源上方的部位逐步收口至设定的尺寸,制成待充排气的灯泡;
⑧
将待充排气的灯泡抽真空并充入散热气体,封割后制得ledg9灯泡。
5.进一步的方案是:所述步骤
①
预制的透明玻璃管的粗长段的尺寸为φ20
×
90mm,细短段的尺寸为φ14
×
15mm。
6.进一步的方案是:所述步骤
②
制得的钼箔的长宽尺寸为8
×
2.5mm;针状电极的尺寸为φ0.6mm
×
15mm,针状电极的材质为不锈钢丝或镀镍金属丝。
7.进一步的方案是:所述步骤
④
中所采用的电极插接件的材质为铜,尺寸为φ1.5
×
4mm。
8.进一步的方案是:所述步骤
④
中将3个led光源在驱动电路板的上端以相邻2个led光源间的夹角为120
°
角的方式均匀间隔设置,且3个led光源分别以与驱动电路板的上端面间的夹角为80
°
~87
°
角的方式倾斜设置。
9.进一步的方案是:所述3个led光源与驱动电路板的上端面间的夹角均为85
°
角。
10.进一步的方案是:所述步骤
⑤
中注入的导电胶为导电银胶。
11.进一步的方案是:所述步骤
⑥
中静置设定时长为2小时以上。
12.进一步的方案是:所述步骤
⑦
的具体实施方法包括以下步骤:ⅰ、将步骤
⑥
制得的光源泡壳组件以透明玻璃管的粗长段开口端朝上的方式竖直放置,利用分上下设置且可同轴、同向、同步旋转的2个三爪夹具分别夹住透明玻璃管粗长段的上下两端,驱动2个三爪夹具以2~3圈/秒的速度旋转;ⅱ、在离led光源上端10mm处的透明玻璃管的粗长段的外周,用一支火头靠近透明玻璃管的粗长段进行加热致其变软;ⅲ、用带刃口的金属圆盘刀片靠上透明玻璃管被加热变软的部位,位于上方的三爪夹具配合金属圆盘刀片进度同步向上提升,待透明玻璃管的粗长段被加工区域的直径达到3.5~4.5mm时,停止位于上方的三爪夹具的向上提升动作并同时回撤金属圆盘刀片;ⅳ、用文火退火30秒,制成待充排气的灯泡。
13.进一步的方案还有:所述步骤
⑧
中充入的散热气体为氦气,压力为0.95个大气压。
14.本发明具有积极的效果:(1)本发明的ledg9灯泡的制造方法,其通过制造工艺的改进,使得ledg9灯泡的玻璃泡壳的主体的直径能够突破现有技术中最大为16mm的限制而扩大至20mm,所制成的g9灯泡工作时散热性能更好,从而灯泡的使用寿命更长。(2)本发明
的ledg9灯泡的制造方法,其通过工艺的改进,使得在采用火焰熔封制作g9灯头时,玻璃泡壳内并无驱动电路板和led光源,一方面使得符合标准的g9灯头制作相对容易,同时有效解决了现有技术中在火焰熔封制作g9灯头时,由于led发光体和驱动电路板已置入玻璃泡壳内,火焰熔封时的高温容易使得电子元器件特别是体型相对较大的电解电容受到损伤,生产成品率低的技术问题。(3)采用本发明的ledg9灯泡的制造方法制成的ledg9灯泡使用时能够实现360
°
范围均匀照明,能够有效解决现有技术中的制造方法生产的同类灯泡普遍存在的使用时发光工面存在明显的明暗区而不能实现360
°
范围均匀照明的技术问题。
附图说明
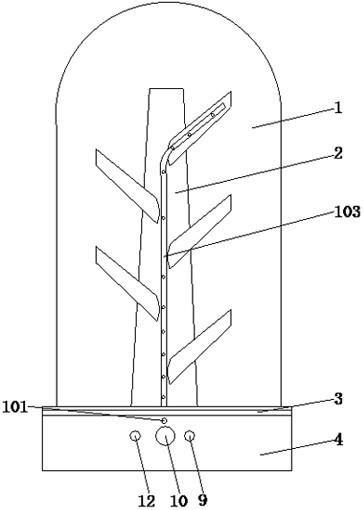
15.图1为本发明的方法流程示意图;图2为采用本发明的方法制造的ledg9灯泡结构示意图;图3为图2的俯视图。
16.上述附图中的附图标记如下:玻璃泡壳1,主体1
‑
1,g9灯头1
‑
2;电极组件2,钼箔2
‑
1,g9灯脚2
‑
2,针状电极2
‑
3,驱动电路板3,电极插接件3
‑
1;led光源4,基板4
‑
1,led灯片4
‑
2。
具体实施方式
17.下面结合附图和具体实施方式对本发明作进一步详细的说明。
18.(实施例1)见图1并参见图2和图3,本实施例的ledg9灯泡的制造方法,按以下步骤实施:
①
制作用于加工ledg9灯泡的玻璃泡壳1的透明玻璃管:预先制作由粗长段和细短段一体相连的透明玻璃管,作为加工玻璃泡壳1的基础件。优选地,本实施例中,透明玻璃管的粗长段的尺寸为φ20
×
90mm,细短段的尺寸为φ14
×
15mm。
19.②
制作电极组件2:制作2块钼箔2
‑
1、2个g9灯脚2
‑
2和2根针状电极2
‑
3,在2块钼箔2
‑
1的上下两端各焊接1根针状电极2
‑
3和1个g9灯脚2
‑
2,构成电极组件2。优选地,本实施例中,钼箔2
‑
1的长宽尺寸为8
×
2.5mm;针状电极2
‑
3的尺寸为φ0.6mm
×
15mm,针状电极2
‑
3的材质为不锈钢丝或镀镍金属丝。
20.③
制作g9灯头:将步骤
②
制得的电极组件2置于步骤
①
制得的透明玻璃管的细短段内,通过火焰熔封工艺将透明玻璃管的细短段压制成玻璃泡壳1的灯头1
‑
2,同时使得电极组件2固定设于灯头1
‑
2内,并使得2根针状电极2
‑
3的上端向透明玻璃管的粗长段构成的玻璃泡壳1的主体1
‑
1内伸出,2个g9灯脚2
‑
2的下部从灯头1
‑
2的下端伸出,从而由灯头1
‑
2和2个g9灯脚2
‑
2的伸出部分共同构成形状和尺寸符合g9灯头标准的g9灯头。
21.④
制作驱动电路板3和led光源4的结合体:制作1块其上设有现有技术的驱动电路的驱动电路板3,将驱动电路中尺寸较大的滤波用的电解电容c1固定设于驱动电路板3的上端中间处,在驱动电路板3上固定设置2个导电材质的圆筒形的电极插接件3
‑
1,并将2个电极插接件3
‑
1与驱动电路具有的交流电源
输入端电连接作为驱动电路板3的电源输入端,优选地,本实施例中电极插接件3
‑
1的材质为铜,尺寸为φ1.5
×
4mm。
22.将3个市购的由基板4
‑
1和固定设于基板4
‑
1上的led灯片4
‑
2组成的led光源4在驱动电路板3的上端间隔倾斜设置并与驱动电路板3具有的电源输出端焊接并电连接,制成驱动电路板3和led光源4的结合体。优选地,3个led光源4在驱动电路板3上以相邻2个led光源4间的夹角为120
°
角的方式均匀间隔设置,且3个led光源4分别以与驱动电路板3的上端面间的夹角为80
°
~87
°
角的方式倾斜设置,进一步优选的方案是夹角最佳为85
°
角,以实现工作时最佳效果的360
°
范围均匀照明。
23.⑤
结合体安装前加注导电胶:在由步骤
④
制得的结合体中的驱动电路板3的2个圆筒形的电极插接件3
‑
1内注入适量导电胶。导电胶可采用铜基、银基、石墨基的导电胶,本步骤中,导电胶优选采用导电银胶。
24.⑥
制作光源泡壳组件:将步骤
⑤
所得的结合体从透明玻璃管的粗长段的开口端塞进透明玻璃管的粗长段内,并使得驱动电路板3的2个注胶后的电极插接件3
‑
1与电极组件2的2根针状电极2
‑
3的上端对应插接,然后静置设定时长待导电胶固化,以使得针状电极2
‑
3插入电极插接件3
‑
1内的导电银胶部分与导电银胶连接牢固,制得光源泡壳组件。本步骤中,静置设定时长为2小时以上。
25.⑦
制作待充排气的灯泡:利用旋转夹具和与旋转夹具配合同步动作的金属圆盘刀片,在火头加热的条件下,将步骤
⑥
制得的光源泡壳组件中透明玻璃管的粗长段上位于led光源上方的部位逐步收口至设定的尺寸,制成待充排气的灯泡。
26.作为一种优选的具体实施方式,本步骤包括以下具体实施步骤:ⅰ、将步骤
⑥
制得的光源泡壳组件以透明玻璃管的粗长段开口端朝上的方式竖直放置,利用分上下设置且可同轴、同向、同步旋转的2个三爪夹具分别夹住透明玻璃管粗长段的上下两端,然后驱动2个三爪夹具以2~3圈/秒的速度旋转;ⅱ、在离led光源上端10mm处的透明玻璃管的粗长段的外周,用一支火头靠近透明玻璃管的粗长段进行加热致其变软;ⅲ、用带刃口的金属圆盘刀片靠上透明玻璃管被加热变软的部位,位于上方的三爪夹具配合金属圆盘刀片进度同步向上提升,待透明玻璃管的粗长段被加工区域的直径达到3.5~4.5mm时,优选4mm时,停止位于上方的三爪夹具的向上提升动作并同时回撤金属圆盘刀片。本实施例中,金属圆盘刀片优选尺寸为直径120mm,厚2mm;ⅳ、保持2个三爪夹具同步旋转,火头改用文火退火30秒,制成待充排气的灯泡。
27.⑧
待充排气的灯泡抽真空并充入散热气体,封割后制得ledg9灯泡:将步骤
⑦
制得的待充排气的灯泡装在排气台上完成抽真空和充气,封割后即成ledg9灯泡。本步骤中,充入的散热气体为氦气,压力为0.95个大气压。封割的方法优选采用对步骤
⑦
中透明玻璃管粗长段被加工成直径为4mm的部位采用火焰熔封,由于外部大气压的压力大于充入透明玻璃管内散热气体的压力,火焰熔化后的玻璃将充排气口自然封闭,透明玻璃管的粗长段多余的上段去除,从而制得如图2和图3所示的ledg9灯泡。
28.由前述可知,采用本实施例的ledg9灯泡的制造方法制得的ledg9灯泡,其玻璃泡壳1的主体1
‑
1的直径能够突破现有技术中最大为16mm的限制而扩大至20mm,有利于灯泡工作时散热,延长灯泡使用寿命;由于采用火焰熔封制作g9灯头时,玻璃泡壳1内并无驱动电路板3和led光源4,玻璃泡壳内并无驱动电路板和led光源,一方面使得符合标准的g9灯头制作相对容易,同时有效解决了现有技术中在火焰熔封制作g9灯头时,由于led光源和驱动电路板已置入玻璃泡壳内,火焰熔封时的高温容易使得电子元器件特别是体型相对较大的电解电容受到损伤,生产成品率低的技术问题。采用本实施例的制造方法制成的ledg9灯泡使用时能够实现360
°
范围均匀照明,能够有效解决现有技术中的制造方法生产的同类灯泡普遍存在的使用时发光工面存在明显的明暗区而不能实现360
°
范围均匀照明的技术问题。
29.以上实施例是对本发明的具体实施方式的说明,而非对本发明的限制,有关技术领域的技术人员在不脱离本发明的精神和范围的情况下,还可以做出各种变换和变化而得到相对应的等同的技术方案,因此所有等同的技术方案均应该归入本发明的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。