一种led灯条生产方法及应用该方法的生产系统
技术领域
1.本发明涉及led灯条的技术领域,更具体地,涉及一种led灯条生产方法及应用该方法的生产系统。
背景技术:
2.led是英文light emitting diode(发光二极管)的缩写,它的基本结构是一块电致发光的半导体材料。led灯条又叫led软灯条、led灯带、led柔性灯条、led软光条。led灯条是指把led组装在带状的fpc(柔性线路板)或pcb硬板上,因其产品形状象一条带子一样而得名。因为使用寿命长(一般正常寿命在8~10万小时)、绿色环保而逐渐在各种装饰行业中崭露头角。
3.现有的常规smd贴片式灯条能见光点刺眼的问题,而且smd封装焊线整个流程复杂,生产效率低,产品的可靠性不高。
技术实现要素:
4.本发明旨在至少在一定程度上解决上述技术问题,提供一种led灯条生产方法及应用该方法的生产系统,其提高了led灯条生产的效率,优化了生产工艺,提高了产品的可靠性,该生产出来的led灯条不需要任何外界光学处理的情况下能发出均匀柔和的光。
5.本发明的技术方案是:一种led灯条生产方法,其中,包括以下步骤:
6.s1.led芯片通过固晶机固定在电路板上,同时在电路板上固定相应的限流电阻或恒流ic;
7.s2.通过高温焊接将led芯片,限流电阻或恒流ic焊接在电路板上,形成了成卷的裸光源;
8.s3.对成卷的裸光源通过卷对卷视觉检测设备进行检测维修,检测维修后为良品裸光源;
9.s4.通过卷对卷分条设备对良品裸光源进行切板分条,切板分条后形成了成卷的条形状裸光源;
10.s5.将条形状裸光源输入到挤出成型设备中,从挤出成型设备中挤出附有荧光胶的条形状裸光源;
11.s6.附有荧光胶的条形状裸光源经过高温隧道炉进行烘烤热硫化,形成成品的led灯条;
12.s7.成品的led灯条裁切剪成需要的长度,再焊上出线,led灯条呈卷状;
13.s8.将卷状led灯条置于箱体中,再对箱体进行封箱及打带,包装完成。
14.本发明中,优化了设计,优化了产品电路结构及led灯条生产工艺。通过上述方法生产出来的led灯条不需要任何外界光学处理的情况下能发出均匀柔和的光。解决了目前常规smd贴片式灯条能见光点刺眼的问题。扩大了产品的使用范围。这种led灯条生产方法直接省去了led封装厂从上游芯片到led封装,直接到成品灯条应用一次完成。省去了smd封
装焊线,省去了smd支架,省去了长烤,分光编带,省去了钢网,省去了贴片,省去了预分板,省去了连板等等大大提高了生产效率,提高了产品的可靠性,提高了产品的性价比。
15.进一步的,所述的步骤s1中,所述的限流电阻或恒流ic与led芯片在一条直线上,间隔排列。
16.进一步的,所述的步骤s4与步骤s5之间,还包括以下步骤s4a:
17.将条形状裸光源浸泡底涂剂,再通过烤炉烘干,再进行步骤s5。
18.进一步的,所述的步骤s6与步骤s7之间,还包括以下步骤s6a:
19.对成品的led灯条利用等离子清洗剂进行清洗,清洗后在成品的led灯条背面贴上3m胶。
20.进一步的,所述的步骤s6a完成后,在成品的led灯条上激光打标,再进行步骤s7。
21.进一步的,应用所述的led灯条生产方法的生产系统,其中:包括依次连接的固晶机、高温焊接机构、检测维修机构、切板机、分离机构、底涂剂机构、烤炉、挤出成型设备、隧道炉、清洗机构、贴胶机构、激光打标机构、裁切焊线机构、封箱打带机。
22.具体的,生产系统还包括若干个卷盘放料机构,卷盘放料机构分别设于固晶机一侧、底涂剂机构一侧、裁切焊线机构一侧。
23.具体的,生产系统还包括若干个卷盘收料机构,卷盘收料机构分别设于检测维修机构与切板机之间、分离机构一侧、贴胶机构与激光打标机构之间、裁切焊线机构与封箱打带机之间。
24.进一步的,所述的切板机包括依次连接的放料机构、压轮、计数机构、滚轮、分板机构、下压轮;
25.切板机还包括第一支撑架和第二支撑架,所述的放料机构设于第一支撑架上,所述的第二支撑架上设有工作台,压轮和计数机构设于工作台上;所述的滚轮、分板机构、下压轮均设于第二支撑架上;分离机构和卷盘收料机构均设于第二支撑架一侧。
26.进一步的,所述的压轮的数量为2组,分别设于工作台的两端。
27.与现有技术相比,有益效果是:本发明解决了目前smd灯条发光刺眼,优化了生产工艺,大大缩短了生产周期,提高了生产效率。本led灯条生产方法是通过卷料卷对卷工艺直接生产出来的。优化了设计,优化了产品电路结构及led灯条生产工艺。通过上述方法生产出来的led灯条不需要任何外界光学处理的情况下能发出均匀柔和的光。
附图说明
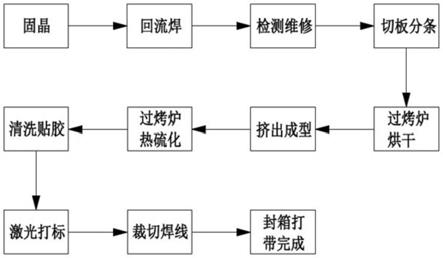
28.图1是本发明方法流程示意图。
29.图2是本发明生产系统示意图。
30.图3是本发明切板机示意图。
具体实施方式
31.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
32.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
33.如图1所示,一种led灯条生产方法,其中,包括以下步骤:
34.s1.led芯片通过固晶机固定在电路板上,同时在电路板上固定相应的限流电阻或恒流ic;本实施例中,led芯片通过一台或多台专用固晶机固在电路板上,同时固上相应的限流电阻或恒流ic。
35.s2.通过高温焊接将led芯片,限流电阻或恒流ic焊接在电路板上,形成了成卷的裸光源;
36.s3.对成卷的裸光源通过卷对卷视觉检测设备进行检测维修,检测维修后为良品裸光源;
37.s4.通过卷对卷分条设备对良品裸光源进行切板分条,切板分条后形成了成卷的条形状裸光源;
38.s5.将条形状裸光源输入到挤出成型设备中,从挤出成型设备中挤出附有荧光胶的条形状裸光源;本实施例中,通过卷对卷的方式在电路板的正上方做一定配比荧光胶,为了很好的控制荧光胶的形状,宽高尺寸,设计了专门的模具,以及相应的检测设备来保证灯条的外形尺寸,确保灯条的一致性,最终达到led灯条发光的一致性。
39.通过上述的挤出成型设备,模具的配合紧凑,硅胶覆盖在电路板上的效果十分好。本发明的挤出成型设备操作简便,通过具体结构的配合,能连续批量生产,降低了成本,大大提高led灯条的生产效率。
40.s6.附有荧光胶的条形状裸光源经过高温隧道炉进行烘烤热硫化,形成成品的led灯条;上述高温隧道炉的炉体温度设置合理,能有效的对荧光胶进行固化。
41.s7.成品的led灯条裁切剪成需要的长度,再焊上出线,led灯条呈卷状;本实施例中,一大卷的成品led灯条再剪成需要的长度,再焊上出线。该成品的led灯条接上调光控制器,和相应的电源就可以工作了。
42.s8.将卷状led灯条置于箱体中,再对箱体进行封箱及打带,包装完成。本实施例中,将封箱和打带两种功能结合在一起,封箱的定位效果好,而且捆扎带的传输顺畅。而且通过流水线的方式运作,提高了封箱和打带的效率,可大范围的推广应用。
43.具体的,步骤s1中,限流电阻或恒流ic与led芯片在一条直线上,间隔排列。上述的限流电阻、恒流ic、led芯片三者都是在同一条直线上,其排列合理,制作出来的led灯条发光柔和均匀还能实现调光,产品也可以根据客户的需求定制各种色温、长度等,应用非常广。
44.进一步的,步骤s4与步骤s5之间,还包括以下步骤s4a:将条形状裸光源浸泡底涂剂,再通过烤炉烘干,再进行步骤s5。本实施例中,增加了条形状裸光源浸泡底涂剂的步骤,能增加荧光胶与电路板的附着力,使得led灯条成型效果更好。
45.进一步的,步骤s6与步骤s7之间,还包括以下步骤s6a:对成品的led灯条利用等离
子清洗剂进行清洗,清洗后在成品的led灯条背面贴上3m胶。由于从高温隧道炉进行烘烤热硫化后形成成品的led灯条可能表面不太干净,通过等离子清洗剂进行清洗使得产品外表更加美观,led灯条背面贴上3m胶后,可固定在任意的地方。
46.进一步的,步骤s6a完成后,在成品的led灯条上激光打标,再进行步骤s7。此步骤中,根据用户的实际需求,可在成品的led灯条上激光打标该用户的品牌、型号等等信息。
47.如图2所示,应用led灯条生产方法的生产系统,其中:包括依次连接的固晶机100、高温焊接机构101、检测维修机构102、切板机103、分离机构104、底涂剂机构105、烤炉106、挤出成型设备107、隧道炉108、清洗机构109、贴胶机构110、激光打标机构111、裁切焊线机构112、封箱打带机113。图2中显示了整个led灯条生产过程中要经过的工序设备。通过上述的生产系统,优化了设计,优化了产品电路结构及led灯条生产工艺。生产出来的led灯条不需要任何外界光学处理的情况下能发出均匀柔和的光。解决了目前常规smd贴片式灯条能见光点刺眼的问题。扩大了产品的使用范围。这种led灯条生产方法直接省去了led封装厂从上游芯片到led封装,直接到成品灯条应用一次完成。省去了smd封装焊线,省去了smd支架,省去了长烤,分光编带,省去了钢网,省去了贴片,省去了预分板,省去了连板等等大大提高了生产效率,提高了产品的可靠性,提高了产品的性价比。而且该生产系统自动化程度高,能批量化生产,提高了生产效率以及产品品质,降低成本。
48.具体的,生产系统还包括若干个卷盘放料机构114,卷盘放料机构114分别设于固晶机100一侧、底涂剂机构105一侧、裁切焊线机构112一侧。生产系统还包括若干个卷盘收料机构115,卷盘收料机构115分别设于检测维修机构102与切板机103之间、分离机构104一侧、贴胶机构110与激光打标机构111之间、裁切焊线机构112与封箱打带机113之间。本实施例中,在某些工序中设置了卷盘放料机构114以及卷盘收料机构115,使得整个led灯条生产方法能有条不絮的进行,如检测维修机构102与切板机103之间的卷盘收料机构115是良品裸光源;分离机构104一侧的卷盘收料机构115是分条后的成卷的条形状裸光源;贴胶机构110与激光打标机构111之间的卷盘收料机构115是已经在led灯条背面贴上3m胶的;裁切焊线机构112与封箱打带机113之间的卷盘收料机构115是led灯条已经剪成需要的长度而且焊上出线的。
49.具体的,如图3所示,切板机包括依次连接的放料机构1、压轮3、计数机构4、滚轮5、分板机构6、下压轮7;
50.切板机还包括第一支撑架10和第二支撑架11,放料机构1设于第一支撑架10上,第二支撑架11上设有工作台2,压轮3和计数机构4设于工作台2上;滚轮5、分板机构6、下压轮7均设于第二支撑架11上;分离机构104和卷盘收料机构115均设于第二支撑架11一侧。压轮3的数量为2组,分别设于工作台2的两端。
51.本实施例中,放料机构1中装载着未切割的良品裸光源,未切割的良品裸光源呈卷状设于放料机构1上,接着未切割的良品裸光源传送到工作台2上,压轮3能压着未切割的良品裸光源使其沿着工作台2运动,计数机构4能计算经过的良品裸光源的长度,接着未切割的良品裸光源传送到滚轮5,经过滚轮5后到达分板机构6,分板机构6内设有切割良品裸光源的刀具,对良品裸光源进行切割。切割后的良品裸光源再通过下压轮7传送到分离机构104,分离机构104对切割后的裸光源进行分离,再通过卷盘收料机构115收集已经分离的条形状裸光源。
52.进一步的,压轮3的数量为2组,分别设于工作台2的两端。本实施例中,通过设置2组压轮3可更好的压紧未切割的良品裸光源,使其在工作台2上传输时更加平稳安全。
53.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。