1.本实用新型涉及显示屏模组技术领域,特别涉及一种显示屏模组与胶纸旋转式贴合治具。
背景技术:
2.随着科学技术和新型材料的突飞猛进,平板电脑和个人笔记本电脑(pc)的显示屏模组也被制作的越来越薄,质量也越来越轻。从之前的led显示屏模组到如今的oled显示屏模组,oled显示屏模组的制作工艺也与之前的led显示屏模组的制作工艺有极大的区别。目前针对oled显示屏模组的制作或者组装工艺技术仍在不断摸索中。
3.目前针对oled显示屏模组的组装工艺中要求对oled显示屏模组的周围四边进行胶纸的贴附,但是目前还未开发出针对上述工艺的自动化设备,都是采用人工进行贴附,存在以下缺点,贴附精度较差,产品质量参差不齐,显示屏模组需要反复旋转,员工的劳动强度较大,容易疲劳,出错率也较高,而且耗时较长,效率较低,产品合格率也低,导致产品生产成本也较高。
4.所以本实用新型针对上述工艺对治具进行设计,在满足客户贴附需求的同时还能满足员工的人体工程学作业方式,在满足生产效率的同时也在控制公司制作成本方面起到了重要的作用。
技术实现要素:
5.本实用新型的目的在于克服现有技术中的上述缺陷,提供一种显示屏模组与胶纸旋转式贴合治具,可以实现显示屏模组一次放置完成四边的胶纸贴附,减小了贴附误差,节约了贴附时间,提高了贴附效率,同时减轻了员工的劳动强度,提高了贴附合格率和产品质量,降低了产品生产成本。
6.为实现上述目的,本实用新型提供了一种显示屏模组与胶纸旋转式贴合治具,包括治具底板,所述治具底板上装设有产品放置板,所述治具底板和产品放置板之间装设有用于将产品放置板进行旋转的转盘轴承组件,所述产品放置板上设有用于放置待贴附胶纸的显示屏模组的产品放置凹槽。
7.作为优选的,所述转盘轴承组件包括回转支承轴承,所述回转支承轴承包括内圈、滚动钢珠和外圈,所述内圈上装设有外圈,所述内圈和外圈之间装设有滚动钢珠,所述滚动钢珠在内圈和外圈之间进行滚动,所述外圈通过滚动钢珠在滚动钢珠上方进行旋转,所述内圈固定装设在治具底板上,所述外圈上固定装设有产品放置板。
8.作为优选的,所述转盘轴承组件还包括若干个上胶垫和下胶垫,所述内圈和治具底板之间装设有下胶垫,所述外圈和产品放置板之间装设有上胶垫,所述上胶垫和下胶垫都呈圆锥状。
9.作为优选的,所述治具底板上装设有下磁铁,所述产品放置板下方装设有上磁铁,所述下磁铁和上磁铁为相互异性磁铁,所述下磁铁包括第一下磁铁、第二下磁铁、第三下磁
铁和第四下磁铁,所述第一下磁铁、第二下磁铁、第三下磁铁和第四下磁铁均匀装设在转盘轴承组件周围,所述上磁铁包括第一上磁铁和第二上磁铁,所述第一上磁铁装设在转盘轴承组件一侧,所述第二上磁铁装设在转盘轴承组件另一侧。
10.作为优选的,所述第一下磁铁、第二下磁铁、第三下磁铁、第四下磁铁、第一上磁铁和第二上磁铁都装设在以转盘轴承组件的旋转中心为圆心的同一圆上,所述第一上磁铁和第二上磁铁的中心连线与产品放置板的长边平行。
11.作为优选的,所述治具底板和下磁铁之间装设有用于调节下磁铁和上磁铁之间距离的配高垫片。
12.作为优选的,所述产品放置板上装设有若干个胶纸定位柱。
13.作为优选的,所述产品放置板两侧设有用于方便放置和拿取待贴附胶纸的显示屏模组的第一凹槽。
14.作为优选的,所述转盘轴承组件一侧装设有用于驱动产品放置板进行旋转的驱动装置。
15.作为优选的,所述产品放置凹槽包括用于放置平板显示屏模组的第二凹槽和用于放置笔记本显示屏模组的第三凹槽。
16.与现有技术相比,本实用新型的有益效果在于:
17.1、本实用新型所述治具底板和产品放置板之间装设有用于将产品放置板进行旋转的转盘轴承组件,使得放置在产品放置板上的显示屏模组可以进行360
°
的旋转,可以实现显示屏模组一次放置完成四边的胶纸贴附,减小了贴附误差,节约了贴附时间,提高了贴附效率,同时减轻了员工的劳动强度,提高了贴附合格率和产品质量,降低了产品生产成本。
18.2、本实用新型所述治具底板上装设有下磁铁,所述产品放置板下方装设有上磁铁,所述下磁铁和上磁铁为相互异性磁铁,利用磁铁异性相吸的原理,实现产品放置板的精确定位,所述下磁铁包括第一下磁铁、第二下磁铁、第三下磁铁和第四下磁铁,并均匀装设在转盘轴承组件周围,所述上磁铁包括第一上磁铁和第二上磁铁,所述第一上磁铁装设在转盘轴承组件一侧,所述第二上磁铁装设在转盘轴承组件另一侧,装设在产品放置板下方的上磁铁会和相对应的下磁铁相互吸引,从而使得产品放置板可以旋转90
°
后,实现精确定位。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
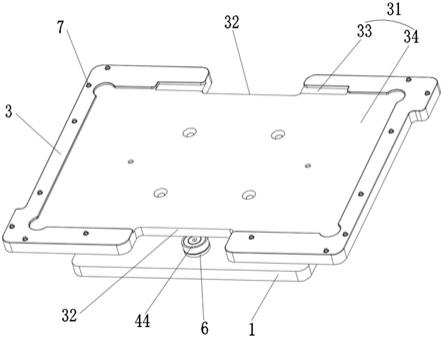
20.图1是本实用新型提供的一种显示屏模组与胶纸旋转式贴合治具的整体结构示意图;
21.图2是本实用新型提供的一种显示屏模组与胶纸旋转式贴合治具的分解结构示意图;
22.图3是本实用新型提供的一种显示屏模组与胶纸旋转式贴合治具的去掉产品放置
板和上磁铁的结构示意图;
23.图4是本实用新型提供的一种显示屏模组与胶纸旋转式贴合治具的去掉产品放置板和上磁铁的俯视图;
24.图5是本实用新型提供的一种显示屏模组与胶纸旋转式贴合治具的去掉治具底板和下磁铁的底部结构示意图;
25.图6是本实用新型提供的一种显示屏模组与胶纸旋转式贴合治具的去掉治具底板和下磁铁的仰视图。
26.在图中包括有:
[0027]1‑
治具底板、3
‑
产品放置板、2
‑
转盘轴承组件、31
‑
产品放置凹槽、21
‑
回转支承轴承、22
‑
内圈、23
‑
滚动钢珠、24
‑
外圈、25
‑
上胶垫、26
‑
下胶垫、4
‑
下磁铁、5
‑
上磁铁、41
‑
第一下磁铁、42
‑
第二下磁铁、43
‑
第三下磁铁、44
‑
第四下磁铁、51
‑
第一上磁铁、52
‑
第二上磁铁、6
‑
配高垫片、7
‑
胶纸定位柱、32
‑
第一凹槽、33
‑
第二凹槽、34
‑
第三凹槽。
具体实施方式
[0028]
下面将结合本实用新型本实施方式中的附图,对本实用新型本实施方式中的技术方案进行清楚、完整地描述,显然,所描述的本实施方式是本实用新型的一种实施方式,而不是全部的本实施方式。基于本实用新型中的本实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他本实施方式,都属于本实用新型保护的范围。
[0029]
请参考图1至图6,本实用新型提供了一种显示屏模组与胶纸旋转式贴合治具,包括治具底板1,所述治具底板1上装设有产品放置板3,所述治具底板1和产品放置板3之间装设有用于将产品放置板3进行旋转的转盘轴承组件2,所述产品放置板3上设有用于放置待贴附胶纸的显示屏模组的产品放置凹槽31,使得放置在产品放置板3上的显示屏模组可以进行360
°
的旋转,可以实现显示屏模组一次放置完成四边的胶纸贴附,减小了贴附误差,节约了贴附时间,提高了贴附效率,同时减轻了员工的劳动强度,提高了贴附合格率和产品质量,降低了产品生产成本。
[0030]
进一步的,使得员工不需要将显示屏模组多次搬运,员工作业时身体也可以不随胶纸贴附位置的变化而变化,从始至终只需要员工在贴附完成一侧胶纸后,旋转产品放置板3至下一胶纸贴附位置即可,从而实现下一胶纸贴附位置正对员工的操作方向,实现胶纸在待贴附的显示屏模组的四边进行连续性贴附。
[0031]
如图2和3所示,所述转盘轴承组件2包括回转支承轴承21,所述回转支承轴承21包括内圈22、滚动钢珠23和外圈24,其中所述滚动钢珠23未在附图中进行标注,所述内圈22上装设有外圈24,所述内圈22和外圈24之间装设有滚动钢珠23,所述滚动钢珠23在内圈22和外圈24之间进行滚动,所述外圈24通过滚动钢珠23在滚动钢珠23上方进行旋转,所述内圈22固定装设在治具底板1上,所述外圈24上固定装设有产品放置板3。
[0032]
如图3所示,所述转盘轴承组件2还包括若干个上胶垫25和下胶垫26,所述内圈22和治具底板1之间装设有下胶垫26,所述外圈24和产品放置板3之间装设有上胶垫25,所述上胶垫25和下胶垫26都呈圆锥状,所述上胶垫25和下胶垫26起到支撑和缓冲作用,具体的,所述上胶垫25和下胶垫26的数量都为四个,所述下胶垫26均匀分布在内圈22上,所述上胶垫25均匀分布在外圈24上。
[0033]
如图3和5所示,所述治具底板1上装设有下磁铁4,所述产品放置板3下方装设有上磁铁5,所述下磁铁4和上磁铁5为相互异性磁铁,利用磁铁异性相吸的原理,实现产品放置板的精确定位,所述下磁铁4包括第一下磁铁41、第二下磁铁42、第三下磁铁43和第四下磁铁44,所述第一下磁铁41、第二下磁铁42、第三下磁铁43和第四下磁铁44均匀装设在转盘轴承组件2周围,具体的,所述第一下磁铁41、第二下磁铁42、第三下磁铁43和第四下磁铁44之间的夹角为90
°
,所述上磁铁5包括第一上磁铁51和第二上磁铁52,所述第一上磁铁51装设在转盘轴承组件2一侧,所述第二上磁铁52装设在转盘轴承组件2另一侧,具体的,所述第一上磁铁51和第二上磁铁52之间的夹角为180
°
,装设在产品放置板3下方的上磁铁5会和相对应的下磁铁4相互吸引,从而使得产品放置板3可以旋转90
°
后,实现精确定位。
[0034]
进一步的,所述第一下磁铁41、第二下磁铁42、第三下磁铁43、第四下磁铁44、第一上磁铁51和第二上磁铁52都装设在以转盘轴承组件2的旋转中心为圆心的同一圆上,所述第一上磁铁51和第二上磁铁52的中心连线与产品放置板3的长边平行。
[0035]
具体的,如图4和6所示,在本实施例中,所述下磁铁4为s极磁铁,所述上磁铁5为n极磁铁,所述第一下磁铁41、第二下磁铁42、第三下磁铁43、第四下磁铁44、第一上磁铁51和第二上磁铁52都装设在以转盘轴承组件2的旋转中心为圆心、直径为260mm的同一圆上。
[0036]
更进一步的,所述治具初始位置为:第一下磁铁41和第一上磁铁51相互对应和吸引,第三下磁铁43和第二上磁铁52相互对应和吸引;顺时针旋转90
°
:第二下磁铁42和第一上磁铁51相互对应和吸引,第四下磁铁44和第二上磁铁52相互对应和吸引;再次顺时针旋转90
°
:第三下磁铁43和第一上磁铁51相互对应和吸引,第一下磁铁41和第二上磁铁52相互对应和吸引;又一次顺时针旋转90
°
:第四下磁铁44和第一上磁铁51相互对应和吸引,第二下磁铁42和第二上磁铁52相互对应和吸引;最后顺时针旋转90
°
回到治具初始位置。
[0037]
如图3所示,所述治具底板1和下磁铁4之间装设有用于调节下磁铁4和上磁铁5之间距离的配高垫片6,装设有配高垫片6用于调节下磁铁4和上磁铁5之间的合适距离,使得产品放置板3在旋转以后能实现精确的定位。
[0038]
如图1所示,所述产品放置板3上装设有若干个胶纸定位柱7,装设有若干个胶纸定位柱7,使得产品放置板3四边的位置上都对应装设有用于胶纸进行定位的胶纸定位柱7,提高了胶纸贴附的位置精度,减少了胶纸的贴附难度。
[0039]
如图1所示,所述产品放置板3两侧设有用于方便放置和拿取待贴附胶纸的显示屏模组的第一凹槽32,装设有第一凹槽32可以方便放置和拿取待贴附胶纸的显示屏模组,可以减少放置和拿取的时间,提高贴附效率,同时减轻了员工的劳动强度。
[0040]
在其他实施例中,所述转盘轴承组件2一侧还可以装设有用于驱动产品放置板3进行旋转的驱动装置,使得产品放置板3自动进行角度旋转,提高治具的自动化程度,提高贴附效率,进一步减轻员工的劳动强度。
[0041]
如图1和2所示,所述产品放置凹槽31还可以兼容多种待贴附胶纸的显示屏模组,具体的,所述产品放置凹槽31包括用于放置平板显示屏模组的第二凹槽33和用于放置笔记本显示屏模组的第三凹槽34,使得治具的适用范围更加广泛,增强治具的通用性,降低治具的制造成本。
[0042]
所述治具的使用过程:首先,取出一块需要进行贴附胶纸的显示屏模组,将其放置到产品放置板3的产品放置凹槽31上;其次,取出对应的胶纸,撕去胶纸一侧的轻膜,将胶纸
一侧的离心膜上的定位孔套设在需要贴附位置处的胶纸定位柱7上;再次,将胶纸贴附到显示屏模组上,撕去离心膜;最后,将产品放置板3旋转90
°
,对显示屏模组的另一边进行胶纸贴附,重复以上动作,将显示屏模组的四边都贴附好胶纸。
[0043]
进一步的,更换另一块需要进行贴附胶纸的显示屏模组,进行上述的动作循环,实现批量性的胶纸贴附工艺。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。