1.本发明属于纱线制备领域,特别涉及一种高性能复合纱的制备方法,该高性能复合纱可广泛应用于火场救援等特殊情况下的人体防护领域。
背景技术:
2.由于高性能纤维(如玻璃纤维、碳纤维、玄武岩纤维、芳纶纤维等)很脆,在编织加工过程中容易发生纤维的弯曲脆断,因此在传统的环锭纺纱中高性能纤维基本上不作为纺纱原材料。但随着越来越多的高性能纤维开始广泛应用于各个行业以及复合纺纱技术取得的新进展,越来越多的高校和企业开始关注刚性纤维的纺纱情况,因此对刚性纤维的复合纺纱研究已成为当前纺织领域的热点问题。
3.对于刚性纤维复合纺纱的研究,主要集中于导纱方式的变化,其主要有:1)包芯式喂纱;其纺纱方式与包芯纺相似。粗纱不经过牵伸,直接从前罗拉钳口喂入,出前罗拉钳口后汇聚将芯纱包缠在复合纱的中心,对于柔性长丝来说这种纺纱方式可以很好的进行包缠,但是对于刚性纤维来说,由于刚性纤维很脆,因此在锭速很高的情况下,刚性纤维很快就断裂。因此,这种纺纱方式对于刚性纤维来说不适用。2)跨越式喂纱;刚性长丝是后罗拉后侧喂入,山后罗拉控制其输出量,并经过安装在前罗拉上方摇架上的导纱棍,而后越过前罗拉与从前罗拉钳口输出的化纤长丝汇聚加抢形成复合纱。这种纺纱方式虽包缠效果良好,但是强力损失严重,不适于刚性纤维的复合纺纱。3)外置导纱器喂纱。通过在环锭纺纱机上添加一个外置导纱器和改变喂纱路径的方法来进行复合纱的制备。这种纺纱方式可得到包缠效果较好,又未对刚性纤维丝束强力损伤较少的复合纱。
4.随着高性能纤维的广泛应用,探索刚性长丝的复合纺纱方法符合纺织产业的发展需要,其对丰富和完善纺纱理论,探讨纺纱新技术,都将是有益的补充。可以预见,高性能复合纱将在未来得到更广泛的应用。
技术实现要素:
5.本发明涉及一种高性能复合纱的制备方法,将四轴系纺纱组件进行模块化设计,利用所设计的四轴系纺纱组件进行复合纱试纺,验证其设计的可行性与实用性。本发明工艺简单,可得到具有良好包缠效果、条干较好的四轴系复合纱。所要解决的技术问题是提供一种高性能复合纱的制备方法,以克服高性能纤维制备复合纱时包缠效果差、刚性纤维强力容易损伤等缺点,该方法包括:
6.(1)以环锭细纱机为基础,对四轴系纺纱组件进行模块化设计:在环锭细纱机的摇架上加装安装面板,然后在安装面板上进行定位装置、张力调节装置、前罗拉钳口喂入点调节装置、定位针装置等零部件的安装,最终得到四轴系纺纱系统;
7.(2)利用所设计的四轴系纺纱组件进行复合纱纺纱:将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝分别从各轴系喂入(1)中设计的四轴系纺纱系统,最终得到四轴系复合纱。
8.所述步骤(1)中的四轴系纺纱组件的设计原则为:设计的四轴系纺纱组件不应对原本的环锭纺纱产生影响;两粗纱须条之间的间距可调;新增的第一、第四轴系纤维材料可实现精准定位且张力可调;在前罗拉钳口前的汇聚三角区中增加定位针装置,以稳定第一汇聚点的位置。
9.所述步骤(1)中的安装面板的设计是基于环锭细纱机的摇架进行的。安装面板与摇架之间通过螺纹连接,其中螺纹的标记形式为螺纹规格d=m6,公称长度l=50mm(不包括头部)的六角头螺栓。
10.所述步骤(1)中的(粗纱)定位装置与赛络纺的导纱装置(控制粗纱的喂入)类似;张力调节装置为弹簧式加压装置,其由上、下张力盘和弹簧构成,安装在安装面板的壳体座上,当长丝(或粗纱)在张力盘间通过时,利用弹簧加压产生的摩擦阻力,控制长丝(或粗纱) 张力。
11.所述步骤(1)中的前罗拉钳口喂入点调节零件可控制长丝间的喂入间距,该间距可进行调节,本发明所述的长丝间的喂入间距在15
‑
20mm之间。
12.所述步骤(1)中的定位针的设计原则为定位针可插入汇聚三角区中,左右位置可调,且位置可固定,本发明所设计的定位针为圆柱形,其尺寸大小为:d=1.6mm,h=40mm。对于定位针的使用,本发明建议进行加装,亦可不进行加装。
13.所述步骤(1)中,当长丝喂入间距为20mm时,汇聚三角区允许插针的最低极限高度为 11.11mm。
14.所述步骤(2)中,分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到具有良好包缠效果、条干较好的四轴系复合纱。
15.有益效果
16.(1)本发明所涉及的设备改造过程简单易行,仅对传统的环锭细纱机稍加改造即可实现,并可进行大规模工业化生产;
17.(2)相较于传统的高性能复合纱的制备方法,通过本纺纱方式得到的复合纱,既能得到良好的包缠效果,又未对高性能纤维束的强力造成损伤。
附图说明
18.图1.四轴系纺纱组件的设计原理图;
具体实施方式
19.为使本发明所提供的技术手段和技术方案更加明显易懂,兹以优选以下具体实施例来解释本发明。
20.纱线性能评估方式
21.拉伸性能:gb/t 3916
‑
2008实验参数:夹持长度500mm,拉伸速度250mm/min,张力系数0.5cn/tex
22.条干性能:gb/t 3292.1
‑
2008,实验参数:测试长度200m,走纱速度100m/min,测试时间2min
23.加捻性能:gb/t 2543.2
‑
2001,实验参数:试样夹持长度250mm,预加张力7cn,允许伸长限位4.0mm
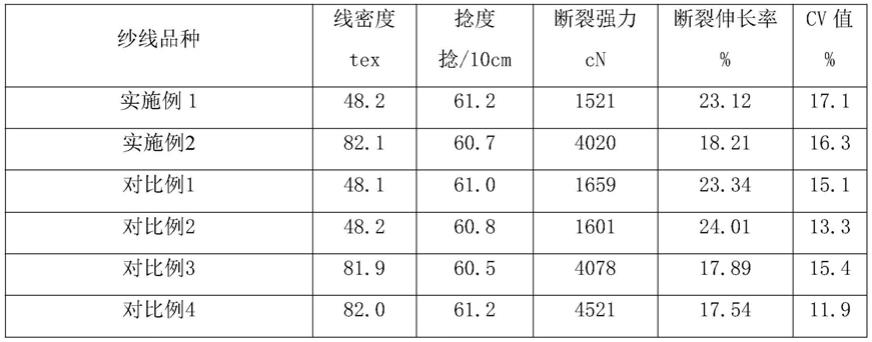
24.实施例1
25.分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到四轴系复合纱。本实施例中长丝喂入间距为15mm,且在前罗拉钳口前的汇聚三角区中不增加定位针。
26.实施例2
27.分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到四轴系复合纱。本实施例中长丝喂入间距为17mm,且在前罗拉钳口前的汇聚三角区中不增加定位针。
28.对比例1
29.分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到四轴系复合纱。本实施例中长丝喂入间距为20mm,且在前罗拉钳口前的汇聚三角区中不增加定位针。
30.对比例2
31.分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到四轴系复合纱。本实施例中长丝喂入间距为15mm,且在前罗拉钳口前的汇聚三角区中增加定位针。
32.对比例3
33.分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到四轴系复合纱。本实施例中长丝喂入间距为19mm,且在前罗拉钳口前的汇聚三角区中不增加定位针。
34.对比例4
35.分别将对位芳纶长丝、不锈钢金属长丝、不锈钢金属长丝和间位芳纶长丝从各轴系喂入,可得到四轴系复合纱。本实施例中长丝喂入间距为17mm,且在前罗拉钳口前的汇聚三角区中增加定位针。
[0036][0037]
由上表可知,在长丝喂入间距保持不变的情况下,复合纱加定位针的条干明显优于不加定位针的条干(如实施例1和对比例2、实施例2和对比例4);在复合纱加(或者不加)定位针的情况下,随着长丝喂入间距的增加,成纱强力有所增加(如实施例1和对比例1、实施例2和对比例3)。
[0038]
通过本发明得到的得到的复合纱既具有良好的包缠效果,又未对高性能纤维的强
力造成损伤。该复合纱可广泛应用于火场救援等特殊情况下的人体防护领域。本发明以环锭细纱机为基础,进一步对其设备进行改进,可促进纺纱技术的进步。
[0039]
以上所述仅作为本发明的优选实施方法,应当明确,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提还可以做出若干改进,这些改进、构造、特征、原理所做的等效变化和修饰,均属于本发明专利申请范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

