1.本发明涉及船舶设备技术领域,特别是涉及一种船舶艏辅推装置的安装方法。
背景技术:
2.船舶艏辅推装置是船舶上的一种新型动力设备,能够实现船舶在低航速时的转向,其极大地提高了船舶的机动性能;当前,艏辅推装置需要在搭载船台的阶段进行安装,安装工序繁琐、工艺要求高,且需要对安装全程进行严格监控,这不仅耗费大量的人力、物力,且在一定程度上延长了船舶的制造周期,增加了不必要的时间成本。
技术实现要素:
3.本发明的目的是:提出一种船舶艏辅推装置的安装方法。
4.为了实现上述目的,本发明提出了一种船舶艏辅推装置的安装方法,其包括以下步骤:
5.s10、在船舶的底部预先留有控制舱以及海水舱,控制舱位于海水舱的上方;
6.s20、在海水舱的顶部以及底部分别开设第一开口、第二开口,通过第一开口,海水舱与控制舱连通,且在第一开口和第二开口处的侧壁上进行加固处理;
7.s30、将艏辅推装置进行组装:将传动轴机构设置于升降回转控制杆内且使其动力输入端伸出于升降回转控制杆的上端、动力输出端伸出于升降回转控制杆的下端,将回转电机安装于一升降法兰上,将升降回转控制杆的上端穿过升降法兰且与回转电机的动力输出端连接,将一中部封板从下至上套于升降回转控制杆的外周,将主电机安装于升降法兰上且其动力输出端与传动轴机构的动力输入端连接;
8.s40、起吊组装好的艏辅推装置,将艏辅推装置从上至下放入控制舱内,使回转电机、主电机以及升降法兰位于控制舱内、升降回转控制杆穿设于第一开口内、中部封板位于第一开口的上方;
9.s50、将中部封板对准焊接于第一开口处;
10.s60、将齿轮箱组件连接于升降回转控制杆的下端,齿轮箱组件包括箱体及设于箱体内的齿轮组,升降回转控制杆可相对于箱体转动,箱体上开设有导向槽,将传动轴机构的动力输出端与齿轮组的动力输入端连接;
11.s70、将螺旋桨安装于箱体的下端,且齿轮组的动力输出端与螺旋桨连接,回转电机能够驱动升降回转控制杆转动,带动螺旋桨相对于箱体转动,以调整螺旋桨的位置,主电机驱动传动轴机构运转,带动齿轮组运转,以驱动螺旋桨内的桨叶转动;
12.s80、将第一导杆穿过升降法兰,且其下端与中部封板焊接、上端与控制舱的内壁焊接;
13.s90、升降油缸包括固定缸体及与固定缸体连接的活动杆,固定缸体作为第二导杆,将其下端穿过箱体上的导向槽且套于一轴套内,将其上端对应焊接于中部封板的底部,且使活动杆向上穿过中部封板而与升降法兰连接,将轴套对应焊接于海水舱的底部。
14.优选地,所述船舶艏辅推装置的安装方法还包括以下步骤:
15.s501、在中部封板上预先做好标记线,通过标记线,将中部封板对准定位于第一开口处;
16.s502、将中部封板焊接于第一开口处:先对中部封板进行点焊,控制中部封板的外侧壁与第一开口的内侧壁之间的间隙,再在中部封板的两侧同时进行焊接,防止中部封板变形;
17.s503、焊接完毕后,检查中部封板的表面平整度;
18.s504、复核中部封板的水平度;
19.s505、若表面平整度以及水平度均符合标准,则可确认中部封板安装完成。
20.优选地,还包括以下步骤:
21.s506、中部封板的表面平整度的偏差小于或等于2mm,中部封板的水平度的偏差小于或等于3mm。
22.优选地,还包括以下步骤:
23.s507、在将中部封板焊接于第一开口处之前,起吊升降回转控制杆或顶起升降回转控制杆,使中部封板上没有任何负载。
24.优选地,在将轴套焊接于海水舱的底部时,需先进行以下步骤:
25.s901、在海水舱底部的船板上预先钻取定位孔,根据定位孔,将轴套对准定位于海水舱的底部。
26.优选地,将轴套焊接于海水舱的底部的过程包括以下步骤:
27.s902、将轴套焊接于海水舱的底部时,需先使用百分表测量轴套在海水舱的底部的位置,记录百分表的初始示数;
28.s903、在轴套的外周取若干个间隔均等的焊接点,在焊接点处进行点焊,并同时观察百分表的示数,若百分表上的示数发生变化,则立即在轴套上且与该焊接点相对称的位置进行点焊;
29.s904、焊接完毕后,查看百分表上的最终示数,并与初始示数比对,确认轴套的位置是否焊接准确。
30.优选地,将轴套焊接于海水舱的底部之后,还需进行以下步骤:
31.s905、测量第二导杆相对于升降回转控制杆的平行度:在第二导杆的上部、中部、下部各取一个测量点,分别测量各个测量点与升降回转控制杆之间的水平距离,若三次测量的距离的均值与第二导杆和升降回转控制杆之间的标准距离的差值小于0.3mm,则可认定第二导杆与升降回转控制杆平行。
32.优选地,还包括以下步骤:
33.s906、在组装艏辅推装置时,在升降法兰上安装液压油箱,液压油箱与升降油缸连接,且确认第二导杆与升降回转控制杆平行之后,通过液压油箱给升降油缸供油,使升降油缸驱动升降法兰升降,带动升降回转控制杆升降,检验螺旋桨是否能顺利进出第二开口。
34.优选地,将轴套焊接完成后,还需要进行以下步骤:
35.s907、在螺旋桨的下方安装底部封板,将底部封板下降至距其最高点10mm处,按照第二开口的轮廓对底部封板进行划线,并通过所划的线切割底部封板,使底部封板能够与第二开口相吻合。
36.优选地,所述船舶艏辅推装置的安装方法还包括以下步骤:
37.s100、在将锁紧机构安装于控制舱的内部之前,需先在控制舱内设置强力支撑结构。
38.本发明实施例的一种船舶艏辅推装置的安装方法,与现有技术相比,其有益效果在于:
39.先将传动轴机构、升降回转控制杆、回转电机、升降法兰、主电机以及中部封板进行组装,组装完毕后起吊安装。在将中部封板焊接于第一开口处后,再进行相应地安装工作或者焊接工作:将齿轮箱组件安装于升降回转控制杆的下端,并使传动轴机构的动力输出端与齿轮组的动力输入端连接,将螺旋桨安装于齿轮箱组件的下端,且使其与齿轮组的动力输出端连接,使主电机运转,使其驱动传动轴机构带动齿轮组运转,并带动螺旋桨运转;第一导杆穿过升降法兰且其上、下端分别焊接于控制舱的内壁以及中部封板的顶部;将升降油缸的固定缸体即第二导杆的下端穿过齿轮箱组件的箱体上的导向槽、且套进于轴套内,将第二导杆的上端对应焊接于中部封板的底部,使升降油缸的动力输出端即活动杆向上伸出中部封板且与升降法兰连接,将轴套与海水舱的底部进行焊接,之后,可选择使用升降油缸驱动升降法兰升降,带动回转电机、主电机、升降回转控制杆(传动轴机构)、齿轮箱组件以及螺旋桨升降,使螺旋桨能够伸出于开口外或者收纳于海水舱内,且选择使用回转电机驱动升降回转控制杆转动,调整螺旋桨的位置。本安装方法能够使艏辅推装置的安装规范化、合理化,能够保证安装质量,保证艏辅推装置的工作能够顺利进行。
附图说明
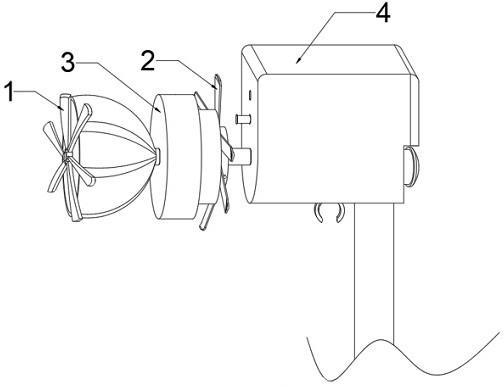
40.图1是本发明实施例的船舶艏辅推装置的螺旋桨伸出于于海水舱外的示意图;
41.图2是本发明实施例的船舶艏辅推装置的螺旋桨收纳于海水舱内的示意图;
42.图3是本发明实施例的艏辅推装置静置状态的示意图;
43.图4是本发明实施例的艏辅推装置工作状态的示意图;
44.图5是本发明实施例的艏辅推装置的安装方法的流程图一;
45.图6是本发明实施例的第一开口的示意图;
46.图7是本发明实施例的中部封板的示意图;
47.图8是本发明实施例的艏辅推装置的安装方法的流程图二;
48.图9是本发明实施例的艏辅推装置的安装方法的流程图三;
49.图10是本发明实施例的第二开口的示意图;
50.图11是本发明实施例的轴套的安装示意图;
51.图12是本发明实施例的艏辅推装置的安装方法的流程图四;
52.图13是本发明实施例的艏辅推装置的安装方法的流程图五;
53.图14是本发明实施例的第二导杆的示意图;
54.图15是本发明实施例的艏辅推装置的安装方法的流程图六;
55.图16是本发明实施例的艏辅推装置的安装方法的流程图六;
56.图17是本发明实施例的支架的示意图;
57.图18是本发明实施例的螺旋桨的示意图;
58.图19是本发明实施例的艏辅推装置的安装方法的流程图七;
59.图20是本发明实施例的强力支撑结构的示意图;
60.图21是本发明实施例的艏辅推装置的安装方法的流程图八;
61.图中,10、控制舱;20、海水舱;201、第一开口;202、第二开口;30、艏辅推装置;301、升降回转控制杆;302、回转电机;303、升降法兰;304、中部封板;305、齿轮箱组件;306、螺旋桨;307、第一导杆;308、第二导杆;309、活动杆;310、轴套;311、百分表; 312、液压油箱;313、底部封板;314、锁紧机构;315、第一安装孔; 316、第二安装孔;317、法兰安装孔;318、调节螺栓;319、支架; 320、阻尼导板;321、导流管;322、支撑板;323、强力支撑结构。
具体实施方式
62.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
63.在本发明的描述中,应当理解的是,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
64.如图1
‑
图5所示,本发明优选实施例的一种船舶艏辅推装置的安装方法,其包括以下步骤:
65.s10、在船舶的底部预先留有控制舱10以及海水舱20,控制舱10 位于海水舱20的上方;
66.s20、在海水舱20的顶部以及底部分别开设第一开口201、第二开口202,通过第一开口201,海水舱20与控制舱10连通,且在第一开口201和第二开口202处的侧壁上进行加固处理;
67.s30、将艏辅推装置30进行组装:将传动轴机构(附图中未示出) 设置于升降回转控制杆301内,且使其动力输入端伸出于升降回转控制杆301的上端、动力输出端伸出于升降回转控制杆301的下端,将回转电机302安装于一升降法兰303上,将升降回转控制杆301的上端穿过升降法兰303且与回转电机302的动力输出端连接,将一中部封板304从下至上套于升降回转控制杆301的外周,本实施例中,中部封板304上安装有法兰,升降回转控制杆301插设于法兰内,且其与法兰之间做密封处理,将主电机(附图中未示出)安装于升降法兰303上且其动力输出端与传动轴机构的动力输入端连接;
68.s40、起吊组装好的艏辅推装置30,将艏辅推装置30从上至下放入控制舱10内,使回转电机302、主电机以及升降法兰303位于控制舱10内、升降回转控制杆301穿设于第一开口201内、中部封板304 位于第一开口201的上方;
69.s50、将中部封板304对准焊接于第一开口201处;
70.s60、将齿轮箱组件305连接于升降回转控制杆301的下端,齿轮箱组件305包括箱体及设于箱体内的齿轮组,升降回转控制杆301可相对于箱体转动,箱体上开设有导向槽,将传动轴机构的动力输出端与齿轮组的动力输入端连接;
71.s70、将螺旋桨306安装于齿轮箱组件305的箱体的下端,且齿轮组的动力输出端与螺旋桨306连接,回转电机302能够驱动升降回转控制杆301转动,带动螺旋桨306相对于箱体转动,以调整螺旋桨306 的位置,主电机驱动传动轴机构运转,带动齿轮组运转,以驱动
螺旋桨306内的桨叶转动;
72.s80、将第一导杆307穿过升降法兰303,且其下端焊接于中部封板304上的第一安装孔315处、上端与控制舱10的内壁焊接;
73.s90、升降油缸包括固定缸体及与固定缸体连接的活动杆309,固定缸体作为第二导杆,将第二导杆308的下端穿过箱体上的导向槽、且套于一轴套310内,可以先用固定螺丝将轴套310暂时固定在第二导杆308的下端,将第二导杆308的上端对应焊接于中部封板304的第二安装孔316处,且使升降油缸的动力输出端即活动杆309向上穿过第二安装孔316,而与升降法兰303连接,再将轴套310对应焊接于海水舱20的底部。
74.基于上述安装方法,先将传动轴机构、升降回转控制杆301、回转电机302、升降法兰303、主电机以及中部封板304进行组装,组装完毕后起吊安装。在将中部封板304焊接于第一开口201后,再进行相应地安装工作或者焊接工作:将齿轮箱组件305安装于升降回转控制杆301 的下端,并使传动轴机构的动力输出端与齿轮组的动力输入端连接,将螺旋桨306安装于箱体的下端,且使其与齿轮组的动力输出端连接,使主电机运转,其驱动传动轴机构带动齿轮组运转,并带动螺旋桨306 运转,实现调整螺旋桨306的位置;第一导杆307穿过升降法兰303,且其上、下端分别焊接于控制舱10的内壁以及中部封板304的顶部;将固定缸体即第二导杆308的下端穿过齿轮箱组件305的箱体上的导向槽、且套进于轴套310内,将第二导杆308的上端对应焊接于中部封板304的底部,使升降油缸的动力输出端即活动杆向上伸出第二安装孔316,且与升降法兰303连接,将轴套310与海水舱20的底部进行焊接,之后,可选择使用升降油缸驱动升降法兰303升降,带动回转电机302、主电机、升降回转控制杆301(传动轴机构)、齿轮箱组件305以及螺旋桨306 升降,使螺旋桨306能够伸出于第二开口202外或者收纳于海水舱20内,且选择使用回转电机302驱动升降回转控制杆301转动,实现调整螺旋桨306的位置。本安装方法能够将艏辅推装置30的安装规范化、合理化,能够保证其安装质量,保证艏辅推装置30的工作能够顺利进行。
75.优选地,如图6
‑
图9所示,本实施例的船舶艏辅推装置的安装方法还包括以下步骤:
76.s501、在中部封板304上预先做好标记线,通过标记线,将中部封板304对准定位于第一开口201处;
77.s502、将中部封板304焊接于第一开口201处:先对中部封板304 进行点焊,控制中部封板304的外侧壁与第一开口201的内侧壁之间的间隙,如果间隙不均匀,可采用填补焊来调整;再在中部封板304 的两侧同时进行焊接,防止中部封板304变形;本实施例中,中部封板304在第一开口201处的焊接必须采用全焊透的方式,因此,在海水舱20内还需安排脚手架,以方便焊接人员进行焊接工作,且在焊接时,可使用阻燃材料来对回转电机302以及主电机等部件进行保护;
78.s503、焊接完毕后,检查中部封板304的表面平整度;
79.s504、复核中部封板304的水平度;
80.s505、若表面平整度以及水平度均符合标准,则可确认中部封板 304安装完成。
81.s506、中部封板304的表面平整度的偏差小于或等于2mm;中部封板304的水平度的偏差小于或等于3mm,可采用百分表测量中部封板304四个角的水平度,并进行比较,以此确认中部封板304的水平度。
82.s507、在将中部封板304焊接于第一开口201处之前,起吊升降回转控制杆301或顶起升降回转控制杆301,使中部封板304上没有任何负载,以防止中部封板304变形,可采用起吊葫芦将升降回转控制杆301吊起或者千斤顶将升降回转控制杆301顶起。
83.如图10
‑
图13所示,在将轴套310焊接于海水舱20的底部时,还需要先进行以下步骤:
84.s901、在海水舱20底部的船板上预先钻取定位孔,先在船板上将轴套310的位置标示出来,在此位置钻取定位孔,并根据定位孔,将轴套310对准定位于海水舱20的底部,本实施例中,定位孔允许有 1mm的公差;此外,本实施例还可在海水舱20的底部设置调节螺栓 318,其环绕设置于轴套310的外周,用于调整轴套310的位置。
85.之后,可将轴套310焊接于海水舱20的底部,此过程包括以下步骤:
86.s902、将轴套310焊接于海水舱20的底部时,需先使用百分表311 测量轴套310在海水舱20的底部的位置,记录百分表311的初始示数,以确认轴套310的初始位置;
87.s903、在轴套310的外周取若干个间隔均等的焊接点,如在轴套 310的外周取四个焊接点,每相邻的两个焊接点与轴套310焊接面中心的连线的夹角均为90
°
,在焊接点处进行点焊,并同时观察百分表311 的示数,若百分表311上的示数发生变化,则立即在轴套310焊接面上且与该焊接点相对称的位置进行点焊,以防止轴套310的位置发生变化;
88.s904、焊接完毕后,查看百分表311上的最终示数,并与初始示数比对,确认轴套310的位置是否焊接准确;本实施例中,若轴套310 焊接位置不准确,则会影响第二导杆308相对于升降回转控制杆301 的平行度,因此,在焊接时需要非常细心,并留心观察百分表的示数。
89.接着,如图14
‑
图15所示,还需要进行以下步骤:
90.s905、测量第二导杆308相对于升降回转控制杆301的平行度:在第二导杆308的上部、中部、下部各取一个测量点,分别测量各个测量点与升降回转控制杆301之间的水平距离,若三次测量的距离的均值与第二导杆308和升降回转控制杆301之间的标准距离的差值小于0.3mm,则可认定第二导杆308与升降回转控制杆301平行。
91.如表1中所示,本实施例设置两个升降油缸,即有两个第二导杆,需要取六个测量点(每个第二导杆各三个测量点)进行测量:
92.测量点位置距离(第二导杆1)距离(第二导杆2)上部a1a2中部b1b2下部c1c2
93.若[(a1 b1 c1)/3
‑
标准距离]的值≤0.3mm、[(a2 b2 c2)/3
‑
标准距离]的值≤0.3mm,则可认为第二导杆1以及第二导杆2均与升降回转控制杆平行。
[0094]
之后,如图16所示,进行以下步骤:
[0095]
s906、在组装艏辅推装置30时,在升降法兰303上安装液压油箱 312,液压油箱312与升降油缸连接,且将液压油箱312上的负荷感应阀保持关闭,这样,升降油缸的压力便不会超过35bar,从而避免升降油缸在安装过程中发生损坏,且确认第二导杆与升降回转控制杆301 平行之后,通过液压油箱312给升降油缸供油,使升降油缸能够驱动升降法兰303升降,带动升降回转控制杆301以及螺旋桨306升降,以检验螺旋桨306是否能顺利进出第二开
口202。
[0096]
如图17
‑
图19所示,本实施例中,将轴套310焊接完成后,还需要进行以下步骤:
[0097]
s907、在海水舱20内且位于第二开口202的两侧设置支架319,在支架319上安装阻尼导板320,并控制阻尼导板320与螺旋桨306 的导流管321之间的间隙:当导流管321的中部进舱时,阻尼导板320 与导流管321之间的最小距离为2
‑
3mm,当螺旋桨306完全收纳于海水舱20内时,阻尼导板320与导流管321之间的最小距离为1
‑
2mm,之后,将阻尼导板320拆除,在支架319上焊接垫板,在将阻尼导板 320固定在垫板上。
[0098]
s908、在导流管321的下方安装底部封板313,导流管321与底部封板313之间焊接支撑板322以加强连接,对于外侧的支撑板322,其与底部封板313之间的焊接采用v型坡口对接焊,且尽可能地往其内侧焊接,而内侧的中部够不着的地方用槽焊,对于内侧的支撑板322,其与底部封板313之间的焊接采用单面坡口对接焊;焊接完毕后,将底部封板313下降至距其最高点10mm处,按照第二开口202的轮廓对底部封板313进行划线,并通过所划的线切割底部封板313,使底部封板313能够与第二开口202相吻合,在将螺旋桨306收纳回海水舱 20内时,底部封板313能够封合第二开口202,以防止海流冲击进海水舱20内,而冲击螺旋桨306。
[0099]
如图20
‑
图21所示,本实施例的船舶艏辅推装置的安装方法还包括以下步骤:
[0100]
s100、锁紧机构314安装在控制舱10内部,其用于对升降法兰303 进行锁紧,在安装之前,需先在控制舱10内设置强力支撑结构323,防止锁紧机构314的安装出现偏斜,本实施例允许的锁紧机构314的偏斜小于或等于2mm;本实施例的锁紧机构314可采用现有技术中常见的结构,其具体原理在此不再赘述;此外,在升降油缸驱动升降法兰303下降之前,还需检查锁紧机构314是否与升降法兰303之间有抵接,即检查锁紧机构314是否能够锁紧升降法兰303。
[0101]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。