1.本发明涉及一种大型器件中心点的确定方法,具体是一种大型搅拌设备的搅拌筒的上下封头接管孔中心点确定方法。
背景技术:
2.大型搅拌设备的搅拌筒的组成包括中部的圆筒和焊接在圆筒两端的上封头和下封头,上封头和下封头的中部需开设接管孔并焊接上封头接管和下封头接管,上封头接管和下封头接管用于安装搅拌轴。上封头与下封头上的接管孔的同轴度对搅拌轴的安装精度至关重要。但由于搅拌筒体积庞大,其直径可达数米、长度可达十几米,且自身存在一定的加工误差,导致上封头与下封头上的接管孔的中心点的位置难以准确确定。而现有技术中,对于大型搅拌设备的搅拌筒上下封头接管孔的中心点尚无行之有效的确定方法。
技术实现要素:
3.本发明所要解决的技术问题是,针对现有技术的不足,提供一种操作便捷、效率高、成本低的大型搅拌设备的搅拌筒的上下封头接管孔中心点确定方法。
4.本发明解决上述技术问题所采用的技术方案为:一种大型搅拌设备的搅拌筒的上下封头接管孔中心点确定方法,包括以下步骤:
5.1)将搅拌筒横放在两个托辊上,该搅拌筒的组成包括圆筒和焊接在圆筒两端的上封头和下封头,搅拌筒横放在两个托辊上后,上封头在左、下封头在右;
6.2)在圆筒两端靠近与上封头和下封头的焊缝线的圆周方向分别四等分标记0
°
、90
°
、180
°
、270
°
记号点,圆筒两端的0
°
、90
°
、180
°
、270
°
记号点在圆筒轴向一一对应,圆筒两端的0
°
记号点分别位于圆筒前侧;通过转动托辊,用u型管测量搅拌筒在0
°‑
180
°
方位放置的水平度并调整水平;
7.3)画直线将圆筒两端的0
°
记号点连线并将该直线作为第一中心线,画直线将圆筒两端的180
°
记号点连线并将该直线作为第二中心线,画直线将圆筒两端的90
°
记号点连线并将该直线作为第三中心线,画直线将圆筒两端的270
°
记号点连线并将该直线作为第四中心线;
8.4)针对0
°‑
180
°
方位的第一中心线和第二中心线,首先,以过第一中心线的圆筒总长的二分之一处为第一中心点,将第一中心点作为起始点,分别向左和向右各平移x1距离至第一平移点和第二平移点,画直线将第一平移点和第二平移点连线并将该直线作为第一水平线,将第一水平线与第一中心线的交点作为第一交点并标记;然后,以过第二中心线的圆筒总长的二分之一处为第二中心点,将第二中心点作为起始点,分别向左和向右各平移x1距离至第三平移点和第四平移点,画直线将第三平移点和第四平移点连线并将该直线作为第二水平线,将第二水平线与第二中心线的交点作为第二交点并标记;
9.5)以第一交点为测量点一,以测量点一为起始点,向左平移x2距离至测量点二,测量并记录测量点二处第一水平线与第一中心线的垂直距离,记为y1;保持测量点一不变,将
测量点二向左平移x3距离至测量点三,测量点三位于上封头的外表面上,标记测量点三;将测量点三向后平移z1距离至测量点四并标记;画直线将测量点三和测量点四连线并将该直线作为上封头水平线,利用相似三角形原理计算出上封头水平线与第一中心线的垂直距离s1:
10.s1=(x2 x3)y1/x2
11.将上封头水平线向第一中心线垂直移动s1距离,此时移动后的上封头水平线所在的线段即为0
°‑
180
°
方位的上封头中心线一;
12.6)以第二交点为测量点五,以测量点五为起始点,向右平移x2’距离至测量点六,测量并记录测量点六处第二水平线与第二中心线的垂直距离,记为y2’;保持测量点五不变,将测量点六向右平移x3’距离至测量点七,测量点七位于下封头的外表面上,标记测量点七;将测量点七向前平移z1’距离至测量点八并标记;画直线将测量点七和测量点八连线并将该直线作为下封头水平线,利用相似三角形原理计算出下封头水平线与第二中心线的垂直距离s2:
13.s2=(x2’ x3’)y2’/x2’14.将下封头水平线向第二中心线垂直移动s2距离,此时移动后的下封头水平线所在的线段即为0
°‑
180
°
方位的下封头中心线一;
15.7)将搅拌筒向前旋转90
°
,使圆筒两端的90
°
记号点分别位于圆筒前侧;
16.8)针对90
°‑
270
°
方位的第三中心线和第四中心线,采用与步骤4)~步骤6)同样的方法,得到90
°‑
270
°
方位的上封头中心线二和90
°‑
270
°
方位的下封头中心线二,上封头中心线一与上封头中心线二的交点即为上封头接管孔的中心点,下封头中心线一与下封头中心线二的交点即为下封头接管孔的中心点。
17.进一步地,所述的搅拌筒的上封头和下封头上分别焊接有上封头接管和下封头接管。
18.与现有技术相比,本发明具有如下优点:本发明方法操作便捷,效率高,成本低,其工作原理是对在卧式状态下的搅拌筒采用u型管测量技术,结合中心线、水平线及特定测量点及距离等的确定,利用相似三角形原理(即在同一水平线上,尽管测量距离发生变化,而该水平线与搅拌筒中心线的夹角不变)来确定搅拌筒的上下封头接管孔中心点,进而确定上下封头接管孔的同轴度。本发明无需改变搅拌筒的原有结构,即可实现对搅拌筒的上下封头接管孔中心点的高精度确定,从而能够有效保证后续搅拌轴的安装精度。进一步地,可直接以焊接有上封头接管和下封头接管的搅拌筒作为对象,采用本发明方法复测上下封头接管孔的同轴度。
附图说明
19.图1为实施例中搅拌筒横放在两个托辊上的效果图;
20.图2为图1中过圆筒左侧的0
°
记号点的i
‑
i截面图;
21.图3为实施例中步骤4)中对应的点、线标记示意图;
22.图4为实施例中步骤5)中对应的点、线标记示意图;
23.图5为对应于图4的左视图(放大2倍);
24.图6为实施例中步骤8)中上封头接管孔的中心点的确定示意图(放大2倍)。
具体实施方式
25.以下结合附图实施例对本发明作进一步详细描述。
26.实施例的大型搅拌设备的搅拌筒的上下封头接管孔中心点确定方法,包括以下步骤:
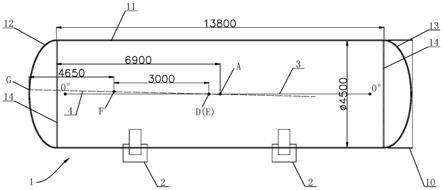
27.1)将搅拌筒1横放在两个托辊2上,如图1所示,该搅拌筒1的组成包括圆筒11和焊接在圆筒11两端的上封头12和下封头13,该搅拌筒1的圆筒11的长度为13800mm、直径为4500mm;搅拌筒1横放在两个托辊2上后,上封头12在左、下封头13在右,下封头13的外侧设有裙座10;
28.2)在圆筒11两端靠近与上封头12和下封头13的焊缝线14的圆周方向分别四等分标记0
°
、90
°
、180
°
、270
°
记号点,圆筒11两端的0
°
、90
°
、180
°
、270
°
记号点在圆筒轴向一一对应,圆筒11两端的0
°
记号点分别位于圆筒11前侧;通过转动托辊2,用u型管测量搅拌筒1在0
°‑
180
°
方位放置的水平度并调整水平,即圆筒11左侧的0
°
记号点与圆筒11左侧的180
°
记号点的连线(图2中的连线15)处于水平,圆筒1右侧的0
°
记号点与圆筒1右侧的180
°
记号点的连线处于水平;
29.3)画直线将圆筒11两端的0
°
记号点连线并将该直线作为第一中心线3,如图1所示;画直线将圆筒11两端的180
°
记号点连线并将该直线作为第二中心线(图中未示出);画直线将圆筒11两端的90
°
记号点连线并将该直线作为第三中心线,画直线将圆筒11两端的270
°
记号点连线并将该直线作为第四中心线;
30.4)针对0
°‑
180
°
方位的第一中心线和第二中心线,首先,如图3所示,以过第一中心线3的圆筒11总长13800mm的二分之一处(即6900mm处)为第一中心点a,将第一中心点a作为起始点,向左和向右各平移x1=4000mm距离至第一平移点b和第二平移点c,画直线将第一平移点b和第二平移点c连线并将该直线作为第一水平线4,将第一水平线4与第一中心线3的交点作为第一交点d并标记;然后,参照上述方法,以过第二中心线的圆筒11总长13800mm的二分之一处(即6900mm处)为第二中心点,将第二中心点作为起始点,分别向左和向右各平移x1=4000距离至第三平移点和第四平移点,画直线将第三平移点和第四平移点连线并将该直线作为第二水平线,将第二水平线与第二中心线的交点作为第二交点并标记;
31.5)如图4所示,以第一交点d为测量点一e,以测量点一e为起始点,向左平移x2=3000mm距离至测量点二f,测量并记录测量点二f处第一水平线4与第一中心线3的垂直距离为6mm,记为y1;保持测量点一e不变,将测量点二f向左平移x3=4650mm距离至测量点三g,测量点三g位于上封头12的外表面上,标记测量点三g;将测量点三g向后平移z1距离至测量点四h并标记;画直线将测量点三g和测量点四h连线并将该直线作为上封头水平线5,如图5所示,利用相似三角形原理计算出上封头水平线5与第一中心线3的垂直距离s1:
32.s1=(x2 x3)y1/x2=(3000 4650)
×6÷
3000=15.3mm
33.将上封头水平线5向第一中心线3垂直移动s1=15.3mm距离,此时移动后的上封头水平线5所在的线段即为0
°‑
180
°
方位的上封头中心线一6;
34.6)参照步骤5),以第二交点为测量点五,以测量点五为起始点,向右平移x2’=3000mm距离至测量点六,测量并记录测量点六处第二水平线与第二中心线的垂直距离为6mm,记为y2’;保持测量点五不变,将测量点六向右平移y2’=5650mm距离至测量点七,测量点七位于下封头13的外表面上,标记测量点七;将测量点七向前平移z1’距离至测量点八并
标记;画直线将测量点七和测量点八连线并将该直线作为下封头水平线,利用相似三角形原理计算出下封头水平线与第二中心线的垂直距离s2:
35.s2=(x2’ x3’)y2’/x2’=(3000 5650)
×6÷
3000=17.3mm
36.将下封头水平线向第二中心线垂直移动s20=17.3mm距离,此时移动后的下封头水平线所在的线段即为0
°‑
180
°
方位的下封头中心线一;
37.7)将搅拌筒1向前旋转90
°
,使圆筒11两端的90
°
记号点分别位于圆筒11前侧;
38.8)针对90
°‑
270
°
方位的第三中心线和第四中心线,采用与步骤4)~步骤6)同样的方法,得到90
°‑
270
°
方位的上封头中心线二7和90
°‑
270
°
方位的下封头中心线二,上封头中心线一6与上封头中心线二7的交点即为上封头接管孔的中心点k,如图6所示;下封头中心线一与下封头中心线二的交点即为下封头接管孔的中心点。
39.在实际应用中,后续在搅拌筒1的上封头12和下封头13上焊接上封头接管和下封头接管后,也可以采用上述方法复测上下封头接管孔的同轴度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

