1.本申请涉及锅炉烟气余热回收领域,尤其涉及一种内循环余热回收装置。
背景技术:
2.现有的余热换热器分为两种,一种为纯余热锅炉,能产生约0.3mpa的蒸汽,压力太低不能外送只能自用,装置内一般不需要,并且余热锅炉需要除氧、给水和液位调节系统、加药系统、排污系统、取样系统等辅属系统和设备。
3.另一种为相变换热器,但弊端是相变换热器不是压力容器,不按压力容器标准制造,只进行水压试验通过就合格了,焊缝不检验,只用于内部工作介质小于120℃的工况,此时内部介质工作压力小于0.1mpa,才不受压力容器管理。由相变换热器的业绩看用于相变段壁温小于110℃的工况,即烟气露点小于100℃的工况,此时内部介质工作压力小于0.043mpa,不属压力容器。
4.但是石化工厂常加工高硫原油,烟气中含硫较高,露点较高(燕山三催化余热锅炉烟气露点约为133℃),内部压力较高,无法使用相变换热器,且余热换热器需回收及处理凝结水,成本增加,操作复杂。
技术实现要素:
5.有鉴于此,本申请提出了一种内循环余热回收装置,包括炉管、上升管、下降管、汽包、蒸汽管、冷凝管及换热器;所述炉管适用于安装在锅炉烟气管道内,且设置有炉管气体出口和炉管液体回流入口,所述炉管内部设置有换热介质,能够吸收所述烟气管道内的热量;所述汽包设置在所述烟气管道外部,所述汽包上设置有汽包气体入口、汽包气体出口、汽包液体入口和汽包液体出口;所述上升管连通所述炉管气体出口与所述汽包气体入口、所述下降管连通所述汽包液体出口与所述炉管液体回流入口;所述换热器设置在所述烟气管道外部,且设置有换热器气体入口和换热器液体出口;所述蒸汽管连通所述汽包气体出口与所述换热器气体入口,所述冷凝管连通所述换热器液体出口与所述汽包液体入口。
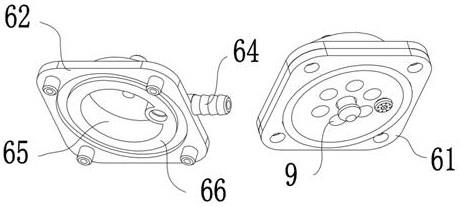
6.在一种可能的实现方式中,所述汽包上设置有液位计。
7.在一种可能的实现方式中,所述汽包上设置有一个以上的安全阀。
8.在一种可能的实现方式中,所述汽包上设置有预设量程的压力表。
9.在一种可能的实现方式中,所述烟气的最高温度低于180
°
时,所述内循环余热回收装置的最低压力为1mpa。
10.在一种可能的实现方式中,所述烟气的最高温度低于200
°
时,所述内循环余热回收装置的最低压力为1.6mpa。
11.在一种可能的实现方式中,所述换热器为u型管换热器。
12.在一种可能的实现方式中,所述上升管、所述下降管的个数均为一个以上,且所述上升管、所述下降管的数量具有第一预设比例。
13.在一种可能的实现方式中,所述蒸汽管、所述冷凝管的个数均为一个以上,且所述
蒸汽管、所述冷凝管的个数具有第二预设比例。
14.在一种可能的实现方式中,所述炉管底部设置有放水阀。
15.本实用新型的有益效果:通过换热介质在炉管、汽包及换热器三者间内循环,充分利用低温烟气余热,自然循环,将保持在排烟温度保持在在烟气露点以上20~25℃,最大限度回收烟气余热,避免设备腐蚀,安全可靠,使用年限长,易于维护。
16.根据下面参考附图对示例性实施例的详细说明,本申请的其它特征及方面将变得清楚。
附图说明
17.包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本申请的示例性实施例、特征和方面,并且用于解释本申请的原理。
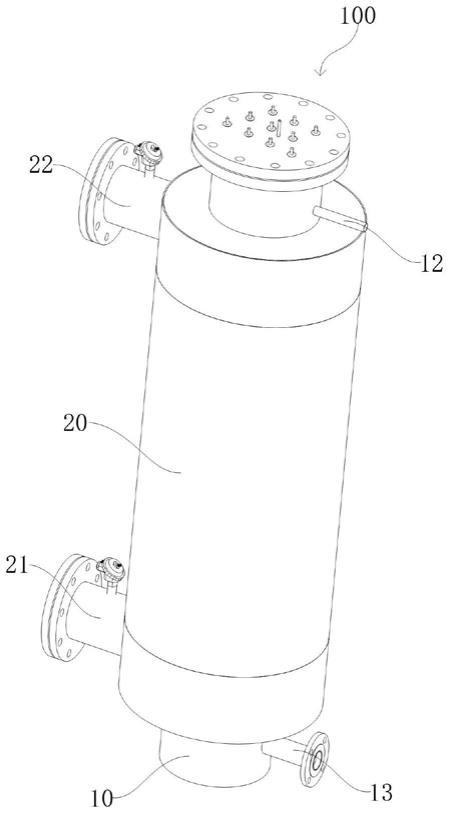
18.图1示出本申请实施例的内循环余热回收装置的主体结构示意图。
具体实施方式
19.以下将参考附图详细说明本申请的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
20.其中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
23.另外,为了更好的说明本申请,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本申请同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本申请的主旨。
24.图1示出本申请实施例的内循环余热回收装置的主体结构示意图。
25.如图1所示,本申请实施例的一种内循环余热回收装置包括:炉管10、上升管40、下降管50、汽包20、蒸汽管60、冷凝管70及换热器30,炉管适用于安装在锅炉烟气管道内,且设置有炉管气体出口和炉管液体回流入口,炉管10内部设置有换热介质,能够吸收烟气管道80内的热量,汽包20设置在烟气管道80外部,汽包20上设置有汽包气体入口、汽包气体出口、汽包液体入口和汽包液体出口,上升管40连通炉管气体出口与汽包气体入口、下降管50连通汽包液体出口与炉管液体回流入口,换热器30设置在烟气管道80外部,且设置有换热器气体入口和换热器液体出口,蒸汽管60连通汽包气体出口与气体入口,冷凝管70连通换
热器液体出口与汽包液体入口。蒸汽管60、冷凝管70用以连通汽包20与换热器30,烟气使炉管10内换热介质受热产汽,经汽包20到达换热器30,换热介质放热冷凝后返回炉管10,形成内循环,带走烟气的热量。
26.在此实施例中,需要首先指出的是,本文中的烟气均为低温烟气。换热器30一侧底部适用于冷水流入,顶部适用于热水流出,由于石化工厂常加工高硫原油,烟气中含硫较高,本申请实施例的内循环余热回收装置在保证能够吸收烟气余热的同时,还可以控制将排烟温度降到烟气露点以上20~25℃以最大限度回收余热,避免设备腐蚀,安全可靠,使用年限长,应用范围广。内循环余热回收装置易于维护,只需每四年进行一次大保养即可正常工作,在保证设备方便好用的基础上,合理降低使用成本。
27.本申请实施例的内循环余热回收装置的具体工作流程为:烟气进入烟气管道,炉管10受热,其内部的换热介质(一般为水)受热后部分呈气态,换热介质以混合态从炉管气体出口进入上升管40,后从汽包气体入口进入汽包20,再依次经过汽包气体出口、蒸汽管60以及换热器气体入口最终送至换热器30内,在换热器30中完成换热,换热介质放热,冷凝后从换热器液体出口进入冷凝管70,顺着汽包液体入口进入汽包20,最后从汽包液体出口流入下降管50,从炉管液体回流入口流回炉管10内,完成一次内循环,带走烟气管道中烟气的热量,烟气最终经烟囱排出。
28.相比纯余热锅炉,本申请实施例的内循环余热器工艺流程、操作简单、方便,并且无需蒸汽输出,除氧、给水和液位调节,没有加药,没有排污,没有取样,取消了辅属系统和设备,运行费用、投资费用低。
29.在其中一个具体实施例中,汽包20上设置有液位计,用以控制注水量。
30.在此实施例中,内循环余热回收装置汽包20上装有液位计,投运前注水量易控制,操作清楚方便,运行中若有漏失也便于检查补充。炉水温度能提示本领域实施人员控制外部被加热介质流量,使炉水温度高于烟气露点避免炉管10低温腐蚀和集灰。相比之下,相变换热器要求进入换热器的冷却水(被加热的水)流量不能减少,更不允许中断,否则会升压破坏,并且相变换热器不能安装液位计,避免有锅炉的元素,投运前注水量靠水表控制,操作不清楚不方便,运行中若有漏失也不便于检查补充。
31.如图1所示,在其中一个具体实施例中,汽包20上设置有一个以上的安全阀。
32.在此实施例中,因汽包20内压力较大,为安全起见,最少设置一个以上的安全阀。
33.在其中一个具体实施例中,汽包20上设置有预设量程的压力表。
34.在此实施例中,安装压力表便于测试及检测汽包20内工作状况,便于进行多项测试,防止出现意外。
35.在其中一个具体实施例中,换热器30为u型管换热器。
36.在此实施例中,需要说明的是,换热器30的型式并未做出具体限定,选用成本较低的换热器30即可,此外,如换热器30有库存或者利旧也应考虑优先使用,进一步降低成本,优选的,换热器30选用u型管换热器,在同样直径情况下,换热面积最大,并且结构简单、紧凑、密封性能高,检修、清洗方便、在高温、高压下金属耗量最小、造价最低;u形管换热器只有一块管板,热补偿性能好、承压能力较强,适用于高温、高压工况下操作,
37.在其中一个具体实施例中,当烟气的最高温度低于180
°
时,内循环余热回收装置的最低设计压力为1mpa。
38.在此实施例中,为方便本申请的内循环余热回收装置装配,通常选用标准规格的换热器30,当标准换热器30的工称压力最低的为1.0mpa,因此内循环余热回收装置相应按1.0mpa作设计压力,设计压力为1.0mpa时可用于入口烟气温度为180℃及以下的工况,而且即使不能外取热时,炉水最高温度不会超过入口烟气温度。当入口烟气温度为180℃时与180℃相应的饱合蒸汽压力为0.9027mpa,设备最高工作压力小于设计压力,可以正常使用。
39.在其中另一个具体实施例中,当烟气的最高温度低于200
°
时,内循环余热回收装置的最低设计压力为1.6mpa。
40.在此实施例中,当标准换热器30的工称压力最低的为1.6mpa,因此内循环余热回收装置相应按1.6mpa作设计压力,设计压力为1.6mpa时可用于入口烟气温度为200℃及以下的工况,而且即使不能外取热时,炉水最高温度不会超过入口烟气温度。当入口烟气温度为200℃时与200℃相应的饱合蒸汽压力为1.455mpa,设备最高工作压力小于设计压力,可以正常使用。
41.在其中一个具体实施例中,上升管40、下降管50的个数均为一个以上,且上升管40、下降管50的数量具有第一预设比例。
42.在其中一个具体实施例中,蒸汽管60、冷凝管70的个数均为一个以上,且蒸汽管60、冷凝管70的个数具有第二预设比例。
43.在上述两个此实施例中,根据换热介质的流速、流量,本领域实施人员设置上升管40、下降管50、蒸汽管60以及冷凝管70的个数可以改变,各个管的根数及第一、第二预设比例不做限制,安装合理即可。
44.在其中一个具体实施例中,炉管10底部设置有放水阀。
45.还需注意的是,内循环余热回收装置设计使用年限为20年,特别适用于石油化工厂的烟气余热回收。还需特别指出的是,换热器30主要采用石化常用的标准换热器,而炉管10则需本领域实施人员根据具体烟气通道80尺寸设计具体规格,其余不做限定,故在此不做赘述。
46.以上已经描述了本申请的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。