1.本实用新型涉及一种切割装置,是在一条生产线上将大椭圆基板(玻璃等)切划并切割为小椭圆异形基板或大椭圆异形基板。
背景技术:
2.已知于大椭圆基板切划一方向的切割线,并切割该切划的线,借此而得签状(矩形)基板,接着对签状基板切划异形切割线,然后切割异形切割线的部分,借此可得异形基板(例如参照专利文献1)。
3.[背景技术文献]
[0004]
[专利文献]
[0005]
专利文献1:日本实用新型登录第3216017号公报。
技术实现要素:
[0006]
[所欲解决的课题]
[0007]
又,专利文献1的方式是由大椭圆基板切割为签状基板,并于该签状基板切划一面的异形切割线,故异形基板的量产性差,有成本大幅提升的问题。
[0008]
又,于签状基板例如设置如后照镜般的小椭圆异形基板时,系切划排列于签状基板两端的短边缘间的分割切割线,并于该排列的分割切割线间切划异形切割线。
[0009]
接着,将分割切割线切割并依序进行单个分割时,签状基板送出方向相对于前处理进行90
°
姿势变更,因此无法使用前述基板的搬送线。也即,单个分割的必要线与单个分割的不必要线不同。
[0010]
简而言的,其为签状基板两端的短边缘方向变更为左右方向及前后方向所造成。
[0011]
因此,本实用新型系提供回避上述不良的基板的切割装置。
[0012]
[用以解决课题的装置]
[0013]
为了解决上述课题,本实用新型所采用构成系具备:
[0014]
输送带,是在上表面接受所供给大椭圆基板,并往前方搬送;
[0015]
无数的小孔,设置于上述输送带的皮带全长,且贯通表里面;
[0016]
下流侧吸取装置及上流侧吸取装置,系前后设置于上述输送带的承载侧上述皮带中的头部分以外的下侧,且吸取上述皮带的下表面;
[0017]
第一门形移动体,凭借第一移动装置在上述下流侧吸取装置的上述皮带的上侧后退位置与前方之间进退移动;
[0018]
第一切割器,设置于上述第一门形移动体,凭借左右方向的来回移动装置移动并凭借升降装置降低,而切划上述基板的上表面端材分割及签状分割的切割线;
[0019]
第一垫,设置于上述第一门形移动体,凭借升降装置降低,并吸取保持上述签状基板的上表面;
[0020]
切割棒,设置于上述第一门形移动体,凭借升降装置降低,并进行上述基板的签状
分割或上述基板的端材分割;
[0021]
第一签状分割装置,是在上述第一切割器正下方的上述下流侧与上流侧的吸取装置间使分割对向端缘于立起方向摆动,而对上述基板进行签状分割;
[0022]
移动台车,凭借来回移动装置在上述输送带的头端上流侧与前方之间进退移动;
[0023]
第二门形移动体,凭借第二移动装置在上述移动台车上侧进退移动;
[0024]
滑动基底,设置于上述第二门形移动体,并凭借数值控制的移动装置于左右方向滑动;
[0025]
具有摆头功能的复数第二切割器,系排列于上述滑动基底,可自由调整各自的位置,且凭借升降装置各自降低,并于上述签状基板的上表面切划一面或多面的异形切割线;
[0026]
具有吸取保持功能的桌台,设置于上述移动台车,并于上表面保持由上述第一垫所供给的签状基板;
[0027]
旋转装置,系使上述桌台在平面上旋转90
°
;
[0028]
第二垫,设置于上述第二门形移动体,并将上述桌台上的经处理签状基板凭借升降装置升降并取起;
[0029]
送出输送带,是在上表面接受上述第二垫的签状基板,并往前方搬送;
[0030]
无数的小孔,设置于上述送出输送带全长,且贯通表里面;
[0031]
吸取装置,设置于上述送出输送带的承载侧内面的上流与下流,并吸取上述送出输送带的内面;及
[0032]
第二分割装置,设置于上述上流侧与下流侧的上述吸取装置间,使分割对向缘于起端方向摆动,并切割第一切割器所切划的切划线。
[0033]
[本实用新型的功效]
[0034]
如上述,根据本实用新型的基板的切割装置,于输送带供给大椭圆基板,借此以第一切割器于该大椭圆基板的搬出方向端缘依序切划分割用切割线、各签状分割的切割线,接着以第一垫将基板往前方搬送,同时以切割棒分割端材,分割端材可不受阻碍地由输送带头与桌台之间隙掉落并搬出。
[0035]
其后使桌台接近输送带的头,借此,随着第一门形移动体的前进,将以第一垫吸取保持的签状基板由输送带搬送至桌台上。
[0036]
以第二门形移动体的第二切割器于该桌台上的签状基板切划异形截断线,并凭借第二垫而由桌台上移送至送出输送带上。
[0037]
此时,签状基板系根据单个分割线而将桌台旋转90
°
,使签状基板的两端短边变更为左右方向或前后方向,其后以第二分割装置分割为多片单个分割或分割为复数片,借此可在一条生产线上分割为经异形截断线经处理的单个分割基板或复数片基板。
[0038]
也即可在一条生产线上选择二种类的分割处理,具有大幅提升加工效率的效果,且可有效率地获得多片单个分割,或以排列分割形成单列板、多列板并有效率获得小椭圆、中椭圆、大椭圆等异形基板。
附图说明
[0039]
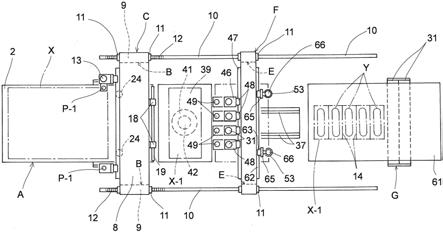
图1表示本实用新型的实施型态的平面图。
[0040]
图2表示同上大椭圆基板分割为签状基板的部分的纵剖面放大侧面图。
[0041]
图3表示折割为签状基板的部分的纵剖面放大侧面图。
[0042]
图4表示签状基板送出方向端进行端材折割的部分的部分省略放大侧面图。
[0043]
图5表示同上端材的折割的部分省略放大侧面图。
[0044]
图6表示同上端材的折割结束的部分省略放大侧面图。
[0045]
图7表示经分割签状基板的搬出的部分省略放大侧面图。
[0046]
图8表示于同上分割签状基板切划异形切割线的部分的部分省略放大侧面图。
[0047]
图9表示同上的平面图。
[0048]
图10表示同上签状基板的搬出的部分省略侧面图。
[0049]
图11表示同上签状基板切划小椭圆异形切割线的平面图。
[0050]
图12表示签状基板的折割部分的放大平面图。
[0051]
图13表示签状基板切划大椭圆异形切割线的平面图。
[0052]
图14表示变更同上签状基板的搬出姿势的平面图。
[0053]
图15表示经姿势变更的签状基板的折割的放大平面图。
[0054]
附图标记说明:a...输送带;b...第一移动装置;c...第一门形移动体;d...第一签状分割装置;e...第二移动装置;f...第二门形移动体;p
‑
1、p
‑
2...相机;x...大椭圆基板;x
‑
1...基板;y...异形切割线;g...第二分割装置;1...滑轮;2...皮带;3...小孔;4...下流侧吸取装置;5...上流侧吸取装置;6...吸取口;7...箱;8...水平材;9...垂直材;10...轨道;11...滑件;12...线性马达;13...升降装置;14...切割线;15...第一切割器;16...端材;17...切割线;18...升降装置;19...切割棒;20...汽缸;21...滑件;22...板;23...升降装置;24...第一垫;25...进退移动装置;26...轨道;27...支持板;28...滑件;29...线性马达;30...线性马达;31...升降装置;32...摆动板;33...销;34...上推装置;35...移动装置;36...移动台车;37...轨道;38...滑件;39...桌台;41...马达;42...旋转轴;43...吸取孔;44...移动装置;45...移动装置;46...滑动基底;47...导轨;48...滑件;49...摆头机构;50...第二切割器;51...导引件;52...升降板;53...第二垫;61...送出输送带;62...轨道;63...滑件;64...第3移动装置;65...滑动板;66...汽缸。
具体实施方式
[0055]
接着根据附图说明本实用新型的实施型态。
[0056]
如图1~图4所示,a为输送带,是在上表面接受所供给大椭圆基板x,并往前方搬送。
[0057]
如已知,该输送带a是在头滑轮1与尾滑轮(省略图示)之间架上环状皮带2而构成,且于该皮带2的全长设置贯通表里面的无数的小孔3,并设置有下流吸取装置4及上流侧吸取装置5,所述的这些系前受设置于上述输送带a的承载侧皮带2中的头部分以外的下侧且吸取皮带2的下表面(内面)。以该下流侧吸取装置4及上流侧吸取装置5进行吸取,借此可安定地搬送皮带2上的大椭圆基板x。
[0058]
图示的情形中,上述下流侧吸取装置4及上流侧吸取装置5系使用在与皮带2重迭的顶壁具有吸取口6的箱7,并通过与该箱7连接的软管(省略图示)吸取箱7内。
[0059]
当然,将大椭圆基板x由输送带a的皮带2上搬出往前方时,于箱7内压入并使基板x相对于皮带2的上表面浮起。
[0060]
又,输送带a的头部正上方(下流侧吸取装置4与上流侧吸取装置5之间、及下流侧吸取装置4与前方的头滑轮1之间)设置有第一门形移动体c,该第一门形移动体c凭借数值控制的移动装置b而进退移动。
[0061]
如图1所示,上述第一门形移动体c由水平材8、及从水平材8左右两端往下方突出的垂直材9、9构成。如图1所示,第一移动装置b由从输送带a头部两侧往前方延伸两条的轨道10、及设置于该垂直材9下端并滑动自在地卡合于轨道10的滑件11构成,并凭借轨道10及设置于滑件11对向面的数值控制线性马达12,使第一门形移动体c在前后方向进退移动,但并不限定于此,例如可使用以马达使公螺钉可逆驱动并使母螺钉保持于滑件11侧(省略图示)的方式。
[0062]
又,第一门形移动体c设置有第一切割器15,该第一切割器15凭借左右方向的来回移动装置d在输送带a上侧移动,且凭借汽缸的升降装置13降低,于大椭圆基板x的上表面两侧缘间切划切割线14(参照图9),该切划线14系用以将前述大椭圆基板x分割为签状。
[0063]
除了切划上述切割线14以外,该第一切割器15也切划切割线17(参照图5),该切割线17系用以分割矩形基板x
‑
1搬出方向端缘的端材16。
[0064]
为了从上述切割线17分割端材16,第一门形移动体c设置有切割棒19,凭借作为升降装置18的图示汽缸的伸长作用而降低。
[0065]
如此一来则可搬出不存在端材16的矩形基板x
‑
1。
[0066]
又,在第一门形移动体c左右的垂直材间设置有两条轨道20,水平的板22具有滑动自在地卡合于该轨道20的滑件21,于板22设置有左右的第一垫24,该第一垫24凭借作为升降装置23的汽缸的作用而升降,因此,可保持签状基板x
‑
1并往前方搬送。
[0067]
又,可在线性马达12设置进退移动装置25而进行签状基板x
‑
1的搬出,该进退移动装置25系使用马达等而送出至端材16切割位置,但不限定于此,可仅以线性马达12进行。
[0068]
又,如图4所示,于第一门形移动体c设置上下两条的轨道26,于该轨道26滑动自在地卡合第一切割器15的支持板27的滑件28,并可凭借设置于第一门形移动体c与支持板27的对向面的线性马达29,而单独移动第一切割器14。
[0069]
又,如图2、4、5所示,凭借设置于第一门形移动体c与板22的对向面的线性马达30而使板22在左右方向滑动,借此可调整左右的各第一垫24的位置。
[0070]
又,在第一切割器15的移动线正上方,于皮带2的下侧下流侧吸取装置4与上流侧吸取装置5之间设置有第一签状分割装置d,该第一签状分割装置d系使分割对向缘于立起方向摆动,并将大椭圆基板x由切割线进行签状分割。
[0071]
如图1、2、3、4所示,上述第一签状分割装置d系以摆动板32、32、销33、及上推装置34构成,该摆动板32、32系以使对向缘(分割用)位于皮带2移动方向前后的方式配置于皮带2移动方向前后,该销33系摆动自在地支持该两摆动板32的相反缘,该上推装置34为凸轮或汽缸等,系用以在两摆动板32的对向缘下侧顶起两摆动板32的对向缘。以上推装置34上推并随着两摆动板32的对向缘上升而分割切割线14,但不限定于上述构成,可凭借其他构成而达成目的。
[0072]
又,输送带a的前方(滑轮1的上流与前方之间)设置有凭借移动装置35进退移动的移动台车36。
[0073]
作为上述移动装置35,是在前后方向的轨道37滑动自在地卡合移动台车36的滑件
38,并于滑件38与轨道37的重迭面设置作为移动装置35的线性马达,但不限定于此,可由凭借马达运转的公螺钉及螺合于该公螺钉的支持母螺钉构成。
[0074]
又,移动台车36上设置有具有吸取保持功能的桌台39,该桌台39系接受由第一垫24供给至上表面的签状基板x
‑
1。
[0075]
接着,桌台39凭借旋转装置的马达41而使旋转轴42旋转90
°
(在平面上)。
[0076]
如图7所示,上述桌台39系支持余搭载于移动台车36上的马达41的旋转轴42上端,并作为吸取保持功能而于中空桌台39顶壁设置有大量吸取口43,随着吸取桌台39内而于上述桌台39的上表面吸取保持签状基板x
‑
1。
[0077]
如此一来,以切割棒19分割端材16,分割端材16从输送带a的头滑轮1前方掉落后,以移动装置35使桌台39移动至后方,且使桌台39接近头滑轮1并停止,则凭借第一垫24使签状基板x
‑
1从输送带a上移载至桌台39上。其原因为在输送带a的头滑轮1前方顺利地以切割棒19分割并掉落,且于其后凭借移动装置35使移动台车36移动至头滑轮1侧。
[0078]
又,在输送带a头端的上流侧与前方之间设置有第二门形移动体f,该第二门形移动体f凭借第二移动装置e在移动台车36上侧进退移动。
[0079]
上述第二门形移动体f的前后方向移动(来回)与第一门形移动体c相同,故省略详细说明。
[0080]
又,第二门形移动体f设置有滑动基底46,该滑动基底46凭借数值控制的移动装置45而在左右方向滑动。
[0081]
有关于上述滑动基底46左右方向的滑动导引件,图示的情形中,滑件48系滑动自在地卡合于导轨47,该导轨47设置于该第二门形移动体f中与第一门形移动体c对向的面的上下,该滑件系支持于滑动基底46,且数值控制的移动装置45使用设置于第二门形移动体f与滑动基底46的对向面的线性马达,但不限定于此,可为于凭借数值控制的马达可逆驱动的公螺钉螺合母螺钉的方式等。
[0082]
接着,滑动基底46设置有具有摆头功能49的复数第二切割器50,该复数第二切割器50系排列于滑动基底46,可自由调整各自的位置,且凭借升降装置31各自降低,并于签状基板x
‑
1的上表面切划一面或多面的异形切割线y。
[0083]
可于上述滑动基底46设置凭借纵方向导引件51升降滑动的升降板52,并通过以汽缸53赋予下方向加压力的装设基底54,而于该升降板52设置具有摆头功能49的第二切割器50。
[0084]
如此一来可于签状基板x
‑
1切划上一面或多面的异形切割线y(参照图9)。
[0085]
当然,该切划除了于签状基板x
‑
1的短边缘两端间进行多条切割线14处理并于各处理区域内进行多个如图9所示小椭圆的取得以外,也可进行如图13所示大椭圆的取得。
[0086]
接着,以第二切割器50切划异形切割线y时,当然可于各区域内的角落切划半裁线81(参照图9)而使端材分割分离作业更容易进行,此外可于如图13所示排列的大椭圆异形切割线y间切划分割切割线z。
[0087]
以前述第二切割器50切划上异形切割线y的签状基板x
‑
1凭借第二垫53而取起,该第二垫53凭借设置于第二门形移动体f的汽缸73升降,将签状基板x
‑
1供给于配置于桌台39前进停止位置前侧的送出输送带61上,进行接下来的加工,例如将用以形成小椭圆、中椭圆、大椭圆制品尺寸的异形切割线y的外侧端材以机器人臂(参照日本实用新型登录第
3223121号公报、日本实用新型登录第3221293号公报、或日本实用新型登录第3219804号公报)等进行分割作业。
[0088]
如图8所示,上述第二垫53系以凭借汽缸66升降的方式设置于滑动板65,该滑动板可以与第二门形移动体f的轨道62卡合的滑件63在左右方向滑动,且以线性马达等第3移动装置64于左右的位置调整位置滑动,上述滑动板65可凭借汽缸66调整上下方向的位置(高度)。
[0089]
又,送出输送带61的下流部分配置有使前后的摆动板32的对向缘在送出输送带61移动方向对直角地交差的第二分割装置g,以使签状基板x
‑
1的分割为小椭圆的切割线14在送出输送带61移动方向直角地交差,且使签状基板x
‑
1的两端短边缘位于送出输送带61移动方向前后的方式,使桌台39轩转90
°
并变更方向,又,如图15所示,大椭圆异形基板的切割线z位于送出输送带61移动方向前后时,可以使大椭圆异形基板的切割线z横穿送出输送带61移动方向的方式,如图14至图15所示旋转桌台39并变更签状基板x
‑
1的方向。
[0090]
又,上述第二分割装置g的摆动板32的摆动支点的构成及上推装置34与第一签状分割装置d相同,故省略详细说明。
[0091]
已知可凭借搭载于前述第一门形移动体c及第二门形移动体f的相机p
‑
1、p
‑
2而读取大椭圆基板x、签状基板x
‑
1的标记(省略图示),凭借该读取使旋转轴42转动并使桌台39于顺时钟、反时钟方向旋转,而修正第一切割器15或第二切割器50所划上的切划线的正确位置。
[0092]
图中,75为将基板x
‑
1移送至送出输送带61的移送吸附垫。76为基板x
‑
1的吸取保持装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

