1.本发明涉及一种铣铸件圆弧剖分面定位夹具及其使用方法。
背景技术:
2.铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
3.铸件在加工过程中大多需要经过车,钳,铣,刨,磨的过程,继而形成最终的产品件;其中铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。
4.传统的铣铸件圆弧剖分面大多通过传统的丝杆进行固定装夹,但是装夹定位找正困难,继而影响了铣铸件圆弧剖分面的加工效率,而且且尺寸精度低,因此提出一种铣铸件圆弧剖分面定位夹具及其使用方法。
技术实现要素:
5.本发明的目的在于提供一种铣铸件圆弧剖分面定位夹具及其使用方法,以解决上述背景技术中提出的问题。
6.为解决上述技术问题,本发明提供如下技术方案:一种铣铸件圆弧剖分面定位夹具,包括底座,所述底座的上表面两侧设置有支撑围板,所述支撑围板的内侧壁设置有内衔板,所述内衔板的一侧设置有支撑钉板,两组所述支撑围板之间设置有待加工的铣铸件圆弧剖分面工件,两组所述支撑围板的外部设置有调节组件,其中,将工件放置于两组支撑围板之间的支撑钉板上表面,通过调节组件对工件的横向/纵向位置进行调节。
7.优选的,所述支撑围板的两侧开设有纵移调节螺孔,所述支撑围板的一侧开设有横移调节螺孔。
8.优选的,所述调节组件包括设置于支撑围板两侧的调节螺钉和设置于支撑围板一侧的抵接螺钉,所述调节螺钉与纵移调节螺孔之间相互配合,所述抵接螺钉与横移调节螺孔之间相互配合,所述调节螺钉通过纵移调节螺孔旋动至工件一侧,将工件的纵向位置进行挤压调节,所述抵接螺钉通过横移调节螺孔旋动至工件一侧,将工件的横向位置进行挤压调节。
9.优选的,所述底座的中部设置有固定套,所述固定套的中部开设有内螺孔,所述内螺孔的内部设置有双头螺柱。
10.优选的,所述双头螺柱的上部连接有压板,所述压板的上部设置有螺母,双头螺柱透过工件中部的通孔,压板套接在双头螺柱的外周,通过螺母连接压板
将工件固定在底座上方。
11.优选的,所述底座的两侧设置有固定组件,所述固定组件将底座与设备工作台连接固定;所述固定组件包括设置于底座两侧的固定扣,所述固定扣的下方连接有扣柱,所述扣柱的外周连接有锁紧套,所述锁紧套连接在扣柱的外周,带动底座连接至设备工作台一侧。
12.优选的,所述扣柱的外周开设有两组插入槽,所述插入槽的一侧开设有内扣槽,所述内扣槽的形状为“l”状。
13.优选的,所述锁紧套的内壁设置有两组与插入槽相互配合的导向块,所述锁紧套远离导向块的一端两侧设置有弹性杆,所述弹性杆的两侧设置有支板,所述支板的一侧连接有转轴,所述转轴的一侧连接有转筒,两组所述转筒之间设置有内衔杆,所述锁紧套的外周设置有外接套筒,所述内衔杆连接至外接套筒的内部,所述内衔杆的一端连接有挡板,其中,锁紧套带动弹性杆抵接在设备工作台的下方,连接内衔杆在外接套筒之中发生位移。
14.优选的,所述内衔杆的外周设置有弹簧,所述弹簧位于挡板与外接套筒之间,以使内衔杆在外接套筒之间弹性移动。
15.一种铣铸件圆弧剖分面定位夹具的使用方法,包括以下步骤:步骤a、夹具的固定;步骤a1、将底座置于设备工作台上表面,使得固定扣下方的扣柱插入设备工作台的通孔位置,随后将锁紧套内壁两侧的导向杆顺延插入槽连接至扣柱的外周;步骤a2、手部握持锁紧套向上移动,使得锁紧套两侧的弹性杆抵接在设备工作台的下表面,弹性杆顶端面位于设备工作台下表面分别向两侧进行弹性滑移,带动内衔杆通过转筒在支板的转轴之间发生转动;步骤a3、内衔杆连接挡板向外接套筒的外侧移动,使得挡板挤压位于挡板与外接套筒出口处之间的弹簧,弹簧受力压缩,产生一定的弹力;步骤a4、待锁紧套内侧壁的导向块移动至插入槽的端部时,转动锁紧套,使其连接导向块移动至内扣槽一侧;步骤a5、松开手部对锁紧套的作用力,此时步骤a3中弹簧产生的弹力释放,弹簧伸长,带动内衔杆一侧的弹性杆发生反向滑移,完成锁紧套、固定扣以及设备工作台之间的固定;步骤b、铣铸件圆弧剖分面的定位;步骤b1、将铣铸件圆弧剖分面工件置于两组支撑围板之间的内衔板一侧的支撑钉板上表面,使得工件中部的穿过双头螺柱连接在底座的上方,通过支撑顶板完成铣铸件圆弧剖分面工件的放置;步骤b2、铣铸件圆弧剖分面工件毛坯剖分面反面四处小法兰面其中三处定位找正,兼顾非加工面密封槽、内腔尺寸和剖分面及法兰,垫其余处小法兰面,实现以毛坯非加工面为定位基准;步骤b3、分别旋动调节螺钉/抵接螺钉,使得调节螺钉/抵接螺钉通过纵移调节螺
孔/横移调节螺孔旋至工件一侧,实现对工件的纵向/横向位置调节以及对工件的定位;步骤b4、将压板套接在双头螺柱的外部,锁喉将螺母旋动至压板的上表面,完成工件的固定。
16.与现有技术相比,本发明的有益效果是:1.本发明通过设置的调节组件,能够快速的将铣铸件圆弧剖分面进行快速的定位找正,同时装夹可靠、加工测量简单、加工效率高、尺寸精度高;而且操作简单,使用便捷,能够快速的对铣铸件圆弧剖分面进行批量加工。
17.2.本发明通过设置的固定组件,能够快速的将底座连接固定在设备工作台之间,相较于传统的螺钉、定位销等的连接固定方式,更加方便快捷,且无需使用外部器具,即可完成装置的固定,同时通过弹性杆的弹性作用,能够保证底座的连接稳定性,不会与设备工作台之间产生间隙,使得底座的使用效果更加稳定,与此同时拆装更加便捷,使用更加方便。
附图说明
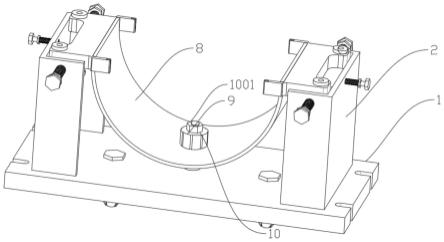
18.图1为本发明实施例的整体结构示意图;图2为本发明实施例的底座结构示意图;图3为本发明实施例的底座底部结构示意图;图4为本发明实施例的锁紧套结构示意图;图5为本发明实施例的锁紧套剖面结构示意图;图6为本发明实施例的a处结构放大示意图。
19.图中:1、底座;2、支撑围板;201、纵移调节螺孔;202、横移调节螺孔;3、内衔板;301、支撑钉板;4、固定套;401、内螺孔;5、固定扣;501、扣柱;502、插入槽;503、内扣槽;6、调节螺钉;7、抵接螺钉;8、工件;9、压板;10、螺母;1001、双头螺柱;11、锁紧套;1101、外接套筒;1102、内衔杆;1103、挡板;1104、弹簧;1105、转筒;1106、转轴;1107、支板;1108、弹性杆;1109、导向块。
具体实施方式
20.为了便于解决现有的铣铸件圆弧剖分面装夹定位找正困难、加工效率低、尺寸精度低的问题,本发明提供了一种铣铸件圆弧剖分面定位夹具及其使用方法。下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的发明仅仅是本发明一部分发明,而不是全部的发明。基于本发明中的发明,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他发明,都属于本发明保护的范围。
21.请参阅图1-6,本发明提供了一种铣铸件圆弧剖分面定位夹具,包括底座1,底座1的上表面两侧设置有支撑围板2,支撑围板2的内侧壁设置有内衔板3,内衔板3的一侧设置有支撑钉板301,两组支撑围板2之间设置有待加工的铣铸件圆弧剖分面工件8,两组支撑围板2的外部设置有调节组件,其中,将工件8放置于两组支撑围板2之间的支撑钉板301上表面,通过调节组件对工件8的横向/纵向位置进行调节。
22.进一步的支撑围板2的两侧开设有纵移调节螺孔201,支撑围板2的一侧开设有横
移调节螺孔202。
23.进一步的调节组件包括设置于支撑围板2两侧的调节螺钉6和设置于支撑围板2一侧的抵接螺钉7,调节螺钉6与纵移调节螺孔201之间相互配合,抵接螺钉7与横移调节螺孔202之间相互配合,调节螺钉6通过纵移调节螺孔201旋动至工件8一侧,将工件8的纵向位置进行挤压调节,抵接螺钉7通过横移调节螺孔202旋动至工件8一侧,将工件8的横向位置进行挤压调节。
24.进一步的底座1的中部设置有固定套4,固定套4的中部开设有内螺孔401,内螺孔401的内部设置有双头螺柱1001。
25.进一步的双头螺柱1001的上部连接有压板9,压板9的上部设置有螺母10,双头螺柱1001透过工件8中部的通孔,压板9套接在双头螺柱1001的外周,通过螺母10连接压板9将工件8固定在底座1上方。
26.进一步的底座1的两侧设置有固定组件,固定组件将底座1与设备工作台连接固定;固定组件包括设置于底座1两侧的固定扣5,固定扣5的下方连接有扣柱501,扣柱501的外周连接有锁紧套11,锁紧套11连接在扣柱501的外周,带动底座1连接至设备工作台一侧。
27.进一步的扣柱501的外周开设有两组插入槽502,插入槽502的一侧开设有内扣槽503,内扣槽503的形状为“l”状。
28.进一步的锁紧套11的内壁设置有两组与插入槽502相互配合的导向块1109,锁紧套11远离导向块1109的一端两侧设置有弹性杆1108,弹性杆1108的两侧设置有支板1107,支板1107的一侧连接有转轴1106,转轴1106的一侧连接有转筒1105,两组转筒1105之间设置有内衔杆1102,锁紧套11的外周设置有外接套筒1101,内衔杆1102连接至外接套筒1101的内部,内衔杆1102的一端连接有挡板1103,其中,锁紧套11带动弹性杆1108抵接在设备工作台的下方,连接内衔杆1102在外接套筒1101之中发生位移。
29.进一步的内衔杆1102的外周设置有弹簧1104,弹簧1104位于挡板1103与外接套筒1101之间,以使内衔杆1102在外接套筒1101之间弹性移动。
30.一种铣铸件圆弧剖分面定位夹具的使用方法,包括以下步骤:步骤a、夹具的固定;步骤a1、将底座1置于设备工作台上表面,使得固定扣5下方的扣柱501插入设备工作台的通孔位置,随后将锁紧套11内壁两侧的导向杆顺延插入槽502连接至扣柱501的外周;步骤a2、手部握持锁紧套11向上移动,使得锁紧套11两侧的弹性杆1108抵接在设备工作台的下表面,弹性杆1108顶端面位于设备工作台下表面分别向两侧进行弹性滑移,带动内衔杆1102通过转筒1105在支板1107的转轴1106之间发生转动;步骤a3、内衔杆1102连接挡板1103向外接套筒1101的外侧移动,使得挡板1103挤压位于挡板1103与外接套筒1101出口处之间的弹簧1104,弹簧1104受力压缩,产生一定的
弹力;步骤a4、待锁紧套11内侧壁的导向块1109移动至插入槽502的端部时,转动锁紧套11,使其连接导向块1109移动至内扣槽503一侧;步骤a5、松开手部对锁紧套11的作用力,此时步骤a3中弹簧1104产生的弹力释放,弹簧1104伸长,带动内衔杆1102一侧的弹性杆1108发生反向滑移,完成锁紧套11、固定扣5以及设备工作台之间的固定;步骤b、铣铸件圆弧剖分面的定位;步骤b1、将铣铸件圆弧剖分面工件8置于两组支撑围板2之间的内衔板3一侧的支撑钉板301上表面,使得工件8中部的穿过双头螺柱1001连接在底座1的上方,通过支撑顶板完成铣铸件圆弧剖分面工件8的放置;步骤b2、铣铸件圆弧剖分面工件8毛坯剖分面反面四处小法兰面其中三处定位找正,兼顾非加工面密封槽、内腔尺寸和剖分面及法兰,垫其余处小法兰面,实现以毛坯非加工面为定位基准;步骤b3、分别旋动调节螺钉6/抵接螺钉7,使得调节螺钉6/抵接螺钉7通过纵移调节螺孔201/横移调节螺孔202旋至工件8一侧,实现对工件8的纵向/横向位置调节以及对工件8的定位;步骤b4、将压板9套接在双头螺柱1001的外部,锁喉将螺母10旋动至压板9的上表面,完成工件8的固定本发明的一种铣铸件圆弧剖分面定位夹具及其使用方法,具有以下优点:本发明通过设置的调节组件,能够快速的将铣铸件圆弧剖分面进行快速的定位找正,同时装夹可靠、加工测量简单、加工效率高、尺寸精度高;而且操作简单,使用便捷,能够快速的对铣铸件圆弧剖分面进行批量加工。
31.本发明通过设置的固定组件,能够快速的将底座1连接固定在设备工作台之间,相较于传统的螺钉、定位销等的连接固定方式,更加方便快捷,且无需使用外部器具,即可完成装置的固定,同时通过弹性杆1108的弹性作用,能够保证底座1的连接稳定性,不会与设备工作台之间产生间隙,使得底座1的使用效果更加稳定,与此同时拆装更加便捷,使用更加方便。
32.尽管已经示出和描述了本发明的发明,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些发明进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。