聚合物材料及其用途
1.本发明涉及聚合物材料在增材制造(am)工艺中的用途。本发明还扩展到聚芳醚酮聚合物和共聚物适用于不同增材制造工艺的用途。
2.在计算机控制下根据构造数据进行部件的快速制造的方法有时被称为快速成型法。称为增材制造(am)的众所周知的方法涉及由无形状材料或相对于形状中性的材料逐步(通常逐层)构造部件。通常,将待制造的部件的三维模型提供给设备(例如,增材制造设备,诸如能够以三维形式打印的打印机),所述设备随后通过逐渐沉积或以其他方式形成待制造的部件的形状的构成材料来自主地制造部件。可以沉积或以其他方式形成代表部件的横截面的材料的连续部分(例如,层或片);通常,材料的沉积部分/层熔合(或以其他方式固化)以形成最终部件。
3.最初,增材层制造方法限制于原型法,但现在不同方法用于部件制造。在本说明书中,此类方法将被称为按照专业术语来讲增材层制造(alm),表示3d部件通过连续层的构建来构造。这可以与通过机械加工的传统制造形成对比,在传统制造中,从起始坯料中去除或
″
减除
″
材料,以便获得期望的部件形状。
4.一种此类技术是fused deposition modelling
tm
(fdm),也称为熔融长丝制造(fff),如图1所示,其中通常将原料材料1进料到加热的打印头2中,该打印头可以在多个不同方向上移动,并且然后以熔融形式3挤出以打印构建材料4的一部分(例如,层)。逐步添加另外的层可以连续地发生,直到已经产生期望的三维部件5。原料材料2可以是卷轴6上的长丝形式,并且在某些情况下可以同时熔融两种或更多种不同的长丝,并且然后选择性地打印。例如,长丝中的一根长丝可包含支撑材料7,该支撑材料仅在三维部件5的悬伸部分打印的位置处被需要,并且在随后的打印过程中需要支撑。挤出的支撑材料8可以随后例如通过溶解在酸、碱或水和其他溶剂中而去除。还使用支撑结构,诸如分离支撑件,由此在打印后机械地移除支撑结构。构建材料4形成实际三维部件5。挤出在可以在几个不同方向上移动的构建平台9上进行。有许多与fff和fdm相关的工艺采用轻微修改,例如熔融挤出制造(mem)或选择性沉积建模(sdm)。在其他示例中,原料材料可以以短长丝、棒、微粒或颗粒的形式供应。然后将原料置于原料料斗中并通过挤出机进料至喷嘴或打印头,并如上所述进行打印。
5.虽然fff在其材料的经济使用方面是有利的,但提供工艺改进(诸如相邻的挤出材料层之间的更好粘附性)将是有益的。为了构建具有良好机械强度的三维部件,必须将连续的材料层/部分充分熔合在一起。然而,特别是在
″z″
或垂直方向上(即,在上层被挤压在下层的顶部上的情况下),可导致相邻层之间的较差粘附性,因为在与下层在水平(
″
x
″
和
″y″
)方向上对相邻层的粘附性相比时,下层具有更长的冷却(并因此硬化)时间。
6.自动纤维铺设(afp)也可被认为是增材制造技术。在此,关注于施加连续纤维层以形成复合部件的自动化工艺。自动化制造工艺(诸如afp)和增材制造工艺(诸如长丝熔融制造和选择性激光烧结)之间存在许多相似之处,它们都需要考虑将在聚合物材料组合用于此类工艺中。出于本发明的目的,认为afp是增材工艺,因为层顺序地添加到一起。
7.粉末床熔融和选择性激光烧结也是增材制造技术,由此部件通过逐层工艺形成。
此类工艺可能需要数小时或数天的长建筑时间。在此类工艺中,聚合物材料可在升高的温度下长期保持。某些粉末床熔融和选择性激光烧结技术根据建筑材料使用不同的床温度和激光功率。
8.由于通过增材工艺制成的部件逐层形成,因此需要一定时间形成最终部件。当使用paek制造部件时,这可能会导致问题,因为paek通常随着它们冷却而迅速结晶。例如,在fff中,打印头需要时间来完成材料层的沉积,从而使得它们在连续的材料层之间可能存在相当长的时间。前层可以被冷却,使得前层已经结晶,从而使前层与后续层之间的熔合困难。对于paek聚合物,固化速率远快于无定形聚合物,因为paek可快速结晶,因此前层可以比无定形聚合物层更快地固化。因此,结晶锁定聚合物的形状。
9.已经提出了许多不同类型的聚合物材料用作增材制造工艺中的建筑材料。已经发现,聚(芳醚酮)均聚物和共聚物是特别有用的,因为已由基于paek的材料制造的部件通常以低易燃性、良好的生物相容性以及对水解和辐射的高抗性表征。在升高的温度下的耐热性和耐化学品性将基于paek的材料与常规聚合物材料(诸如聚酰胺、聚酯等)区分开。paek聚合物的高性能特征与其低密度组合,使其在航空航天工业、汽车工业、电子工业和医疗工业中使用。然而,paek均聚物和共聚物的快速结晶可能会给增材制造工艺带来挑战,因为与更传统的制造技术(诸如注塑和压塑)相比,增材制造工艺的循环时间相对较慢。用于改善模塑部件的机械特性的当前工艺包括打印部件的制造后退火,但这增加了昂贵且耗时的附加工艺步骤。
10.本发明的目的是解决上述问题中的一个或多个问题。
11.根据第一方面,提供了一种包含均聚物和/或共聚物的聚芳醚酮paek聚合物材料,其适用于增材制造工艺中以制造物体,所述paek聚合物材料具有至少145pa.s且小于350pa.s的剪切粘度sv,所述剪切粘度使用0.5mm(毛细管直径)
×
8mm(毛细管长度)的圆形横截面碳化钨模具使用在400下以1000s-1
的剪切速率操作的毛细管流变测定法来测量,并且其中所述paek均聚物或共聚物在280℃的温度下具有大于12分钟的等温结晶度半衰期t
1/2
,所述等温结晶度半衰期通过差示扫描量热法dsc来测量。
12.通过选择具有如所描述的结晶度半衰期,从而具有用于增材制造工艺的改善的结晶动力学的特定paek聚合物材料,可改善所制造物体的机械特性。对于给定增材制造工艺,在不控制聚合物材料的结晶动力学的情况下,所制造的部件可能是易碎和较弱的。不受理论的束缚,通过改善paek聚合物材料的聚合来改善paek聚合物材料的结晶动力学,以便对聚合物主链进行改性,所述聚合物主链决定paek聚合物材料在整个增材制造过程中如何固化。
13.可选地,通过选择所述重复单元的结构和/或通过控制重复单元在所述paek聚合物材料中的比率来对所述聚合物主链进行改性。
14.例如,通过改变重复单元在共聚物中的比率(x:y)来对聚合物主链进行改性,其中第一重复单元是x,并且第二重复单元是y。
15.在一个优选的示例中,paek聚合物材料是paek共聚物。
16.在一个示例中,paek共聚物可以为聚醚酮酮,pekk。pekk共聚物可包含pekk重复单元的组合,由此所述pekk重复单元的一部分包括-1,4-键并且所述pekk重复单元的一部分包括-1,3-键。
[0017]-1,3-连接的pekk重复单元固有地比-1,4-pekk连接的pekk重复序列更少结晶,并且具有-1,4-键和-1,3-键的重复单元的组合对聚合物主链进行改性并破坏聚合物结晶的能力。这继而导致较低的结晶速率。
[0018]
另选地,可将具有大体积侧基(例如苯基基团)的共重复单元掺入paek均聚物中以便降低结晶趋势。例如,在由下文所示的x和y形成的聚合物中,49:1的x:y比率使得310℃下的等温结晶半衰期t
1/2
从大约1分钟(对于在400℃下为130pas的相同sv的100%peek)增加至40分钟。
[0019][0020]
可选地,paek共聚物包含不同的重复单元。
[0021]
可选地,该共聚物包含下式的重复单元:
[0022]-o-ph-o-ph-co-ph
‑ꢀꢀꢀꢀꢀi[0023]
和下式的重复单元:
[0024]-o-ph-ph-o-ph-co-ph
‑ꢀꢀꢀꢀꢀꢀ
ii
[0025]
其中ph表示亚苯基部分,其中至少95摩尔%的所述共聚物重复单元是式i和式ii的重复单元;其中所述重复单元i和ii具有60:40至80:20的摩尔比i:ii。
[0026]
在一个优选的示例中,该共聚物包含下式的重复单元:
[0027]
和
[0028]
下式的重复单元:
[0029][0030]
其中至少95摩尔%的所述共聚物重复单元是式i和式ii的重复单元;其中所述重复单元iii和iv具有60:40至80:20的摩尔比iii:iv。
[0031]
已经令人惊讶地发现,paek聚合物材料用于特定增材制造工艺中,所述paek聚合物材料具有改善的结晶动力学,导致部件表现出改善的机械特性。这是因为聚合物的结晶动力学决定材料如何通过制造工艺固化并且控制结晶速率补充制造工艺导致了逐层制造工艺中改善的层间粘合力。
[0032]
在一个示例中,增材制造工艺是自动纤维铺放(afp)工艺,并且所述paek聚合物材料具有至少200pa.s且小于280pa.s的优选剪切粘度sv,所述优选剪切粘度使用0.5mm(毛细管直径)
×
8mm(毛细管长度)的圆形横截面碳化钨模具使用在400℃下以1000s-1
的剪切速率操作的毛细管流变测定法来测量,并且其中所述paek聚合物材料在290℃下具有大于20分钟且小于50分钟的等温结晶度半衰期t
1/2
。更优选地,在290℃下的等温结晶度半衰期t
1/2
大于30分钟,并且甚至更优选地大于32分钟。更优选地,在290℃下的等温结晶度半衰期t
1/2
小于40分钟,并且甚至更优选地小于38分钟。
[0033]
在另一个示例中,增材制造工艺是粉末床熔融工艺,并且所述paek聚合物材料具有至少240pa.s且小于350pa.s的优选剪切粘度sv,所述优选剪切粘度使用0.5mm(毛细管直径)
×
8mm(毛细管长度)的圆形横截面碳化钨模具使用在400℃下以1000s-1
的剪切速率操作的毛细管流变测定法来测量,并且其中所述paek聚合物材料在290℃下具有大于40分钟且小于80分钟的等温结晶度半衰期t
1/2
。更优选地,在290℃下的等温结晶度半衰期t
1/2
大于50分钟,并且甚至更优选地大于55分钟。更优选地,在290℃下的等温结晶度半衰期t
1/2
小于70分钟,并且甚至更优选地小于62分钟。
[0034]
在一个示例中,粉末床熔融工艺是其中粉末床保持在低温下,并且电磁辐射用于以选择性方式在特定位置处熔融粉末的工艺。
[0035]
在一个优选的示例中,paek聚合物材料是适用于粉末床熔融工艺中的共聚物,其具有至少62:38且小于68:32的重复单元比率。
[0036]
在一个优选的示例中,适用于粉末床熔融工艺中的paek共聚物具有粒度分布psd,其中d50范围为45μm至60μm,d10>14μm且d90《136μm。
[0037]
在另一个示例中,增材制造工艺是填充的长丝熔融制造工艺,并且所述paek聚合物材料具有至少145pa.s且小于205pa.s的优选剪切粘度sv,所述优选剪切粘度使用0.5mm(毛细管直径)
×
8mm(毛细管长度)的圆形横截面碳化钨模具使用在400℃下以1000s-1
的剪切速率操作的毛细管流变测定法来测量,并且其中所述paek聚合物材料在290℃下具有大于35分钟且小于75分钟的等温结晶度半衰期t
1/2
。更优选地,在290℃下的等温结晶度半衰期t
1/2
大于45分钟,并且甚至更优选地大于65分钟。更优选地,在290℃下的等温结晶度半衰期t
1/2
小于58分钟,并且甚至更优选地小于38分钟。
[0038]
在一个优选示例中,paek聚合物材料是适用于填充的长丝熔融制造工艺中的共聚物,其具有至少60:40且小于70:30的重复单元比率。在甚至更优选的示例中,重复单元比率为65:35,并且sv为大约155pa.s。
[0039]
在另一个示例中,增材制造工艺是未填充的长丝熔融制造工艺,并且所述paek聚合物材料具有至少200pa.s且小于280pa.s的优选剪切粘度sv,所述优选剪切粘度使用0.5mm(毛细管直径)
×
8mm(毛细管长度)的圆形横截面碳化钨模具使用在400℃下以1000s-1
的剪切速率操作的毛细管流变测定法来测量,并且其中所述paek聚合物材料在290℃下具有大于15分钟且小于45分钟的等温结晶度半衰期t
1/2
。更优选地,在290℃下的等温结晶度
半衰期t
1/2
大于20分钟,并且甚至更优选地大于24分钟。更优选地,在290℃下的等温结晶度半衰期t
1/2
小于35分钟,并且甚至更优选地小于30分钟。
[0040]
在一个优选的示例中,paek共聚物适用于填充的长丝熔融制造工艺中,具有至少60:40且小于70:30的重复单元比率。在一个甚至更优选的示例中,重复单比率为65:35,并且sv为大约240pa.s。
[0041]
已令人惊讶地发现,此类部件尤其在垂直于构建平台的平面的方向(z方向)上表现出优良机械性能。
[0042]
根据另一方面,提供了聚芳醚酮(paek)聚合物材料在增材制造工艺中用于制造物体的用途,如第一方面中所述。
[0043]
现在将参考以下实施例描述本发明的具体实施方案。
[0044]
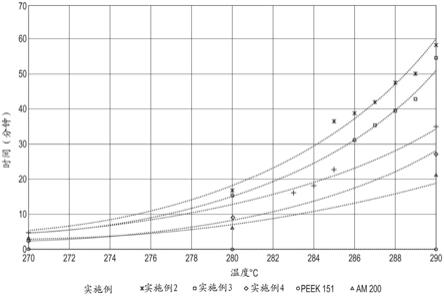
图1提供了多个示例的等温结晶度半衰期。
[0045]
实施例1:以75:25重复单位比率制备聚醚醚酮(peek)聚醚二苯醚酮(pedek)基聚塑
[0046]
向配有研磨玻璃盖、搅拌器/搅拌器引导件、氮气入口和出口的0.5升凸缘hastelloy反应釜中装入4,4
′‑
二氟二苯甲酮(110.95g,0.508mo1)、1,4-二二羟基苯(41.29g,0.375mol)、4,4
′‑
二羟基二苯基(23.28g,0.125mol)和二苯砜(275.00g)并用氮气吹扫1小时。然后将内容物在氮气层下加热至160℃以形成几乎无色的溶液。在维持氮气层的同时,添加干燥碳酸钠(53.00g,0.500mol)和碳酸钾(2.75g,0.020mol),二者均通过目尺寸为500微米的筛网筛分。将温度以0.75℃/min的速率升高至200℃,然后以0.5℃/min的速率升高至240℃,之后最终以1℃/min加热至305℃并保持大约200分钟或直到达到期望的sv,如由搅拌器上的扭矩升高所指示的。根据扭矩升高与sv的校准曲线图确定所需的扭矩升高。然后将反应混合物倒入金属盘中,使其冷却、研磨并用2升丙酮洗涤,然后用温度为40-50℃的温水洗涤,直到废水的电导率《2μs。将所得聚合物粉末在空气烘箱中在120℃下干燥12小时。
[0047]
所得聚合物在400℃的温度和1000s-1
的剪切速率下具有290pa.s的剪切粘度(sv),如通过毛细管流变测定法所测量的。
[0048]
实施例2:以70:30重复单位比率制备聚醚醚酮(peek)聚醚二苯醚酮(pedek)共聚物
[0049]
向配有研磨玻璃盖、搅拌器/搅拌器引导件、氮气入口和出口的0.5升凸缘hastelloy反应釜中装入4,4-二二氟二苯甲酮(110.95g,0.508mol)、1,4-二二羟基苯(38.55g,0.350mol)、4,4
′‑
二羟基二苯基(27.95,0.150mol)和二苯砜(275.00g)并用氮气吹扫1小时。然后将内容物在氮气层下加热至160℃以形成几乎无色的溶液。在维持氮气层的同时,添加干燥碳酸钠(53.00g,0.500mol)和碳酸钾(0.35g,2.53x10-3
mo1),二者均通过目尺寸为500微米的筛网筛分。将温度以0.75℃/min的速率升高至200℃,然后以0.5℃/min的速率升高至240℃,之后最终以1℃/min加热至305℃并保持大约200分钟或直到达到期望的sv,如由搅拌器上的扭矩升高所指示的。根据扭矩升高与sv的校准曲线图确定所需的扭矩升高。然后将反应混合物倒入金属盘中,使其冷却、研磨并用2升丙酮洗涤,然后用温度为40-50℃的温水洗涤,直到废水的电导率《2μs。将所得聚合物粉末在空气烘箱中在120℃下干燥12小时。
[0050]
所得聚合物在400℃的温度和1000s-1
的剪切速率下具有122pa.s的剪切粘度(sv),如通过毛细管流变测定法所测量的。
[0051]
实施例3:以70:30重复单位比率制备聚醚醚酮(peek)聚醚二苯醚酮(pedek)共聚物
[0052]
向配有研磨玻璃盖、搅拌器/搅拌器引导件、氮气入口和出口的0.5升凸缘hastelloy反应釜中装入4,4
′‑
二氟二苯甲酮(110.95g,0.508mol)、1,4-二二羟基苯(38.55g,0.350mol)、4,4
′‑
二羟基二苯基(27.95,0.150mol)和二苯砜(275.00g)并用氮气吹扫1小时。然后将内容物在氮气层下加热至160℃以形成几乎无色的溶液。在维持氮气层的同时,添加干燥碳酸钠(53.00g,0.500mo1)和碳酸钾(2.75g,0.020mol),二者均通过目尺寸为500微米的筛网筛分。将温度以0.75℃/min的速率升高至200℃,然后以0.5℃/min的速率升高至240℃,之后最终以1℃/min加热至305℃并保持大约200分钟或直到达到期望的sv,如由搅拌器上的扭矩升高所指示的。根据扭矩升高与sv的校准曲线图确定所需的扭矩升高。然后将反应混合物倒入金属盘中,使其冷却、研磨并用2升丙酮洗涤,然后用温度为40-50℃的温水洗涤,直到废水的电导率《2μs。将所得聚合物粉末在空气烘箱中在120℃下干燥12小时。
[0053]
所得聚合物在400℃的温度和1000s-1
的剪切速率下具有131pa.s的剪切粘度(sv),如通过毛细管流变测定法所测量的。
[0054]
实施例4:以65:35重复单位比率制备聚醚醚酮(peek)聚醚二苯醚酮(pedek)共聚物
[0055]
向配有研磨玻璃盖、搅拌器/搅拌器引导件、氮气入口和出口的0.5升凸缘hastelloy反应釜中装入4,4
′‑
二氟二苯甲酮(110.95g,0.508mol)、1,4-二羟基苯(35.82g,0.325mol)、4,4
′‑
二羟基二苯基(32.58,0.175mol)和二苯砜(275.00g)并用氮气吹扫1小时。然后将内容物在氮气层下加热至160℃以形成几乎无色的溶液。在维持氮气层的同时,添加干燥碳酸钠(53.00g,0.500mol)和碳酸钾(2.75g,0.020mol),二者均通过目尺寸为500微米的筛网筛分。将温度以0.75℃/min的速率升高至200℃,然后以0.5℃/min的速率升高至240℃,之后最终以1℃/min加热至305℃并保持大约200分钟或直到达到期望的sv,如由搅拌器上的扭矩升高所指示的。根据扭矩升高与sv的校准曲线图确定所需的扭矩升高。然后将反应混合物倒入金属盘中,使其冷却、研磨并用2升丙酮洗涤,然后用温度为40-50℃的温水洗涤,直到废水的电导率《2μs。将所得聚合物粉末在空气烘箱中在120℃下干燥12小时。
[0056]
所得聚合物在400℃的温度和1000s-1
的剪切速率下具有186pa.s的剪切粘度(sv),如通过毛细管流变测定法所测量的。
[0057]
剪切粘度的测量
[0058]
根据iso11443:2014中定义的标准方法,使用以1000s-1
的剪切速率在400℃下操作的毛细管流变测定法,使用0.5mm(毛细管直径)
×
8mm(毛细管长度)的圆形横截面碳化钨模具来测量剪切粘度sv。所选的聚合物材料的sv范围在400℃下为约100pa.s至约400pa.s。
[0059]
比较例
[0060]
在200mol规模制备聚醚醚酮(peek)-聚醚二苯醚酮(pedek)共聚物
[0061]
将配有盖子、搅拌器/搅拌器引导件、氮气入口和出口的300升容器中装入二苯砜
(125.52kg)并加热至150℃。一旦完全熔融4,4
′‑
二氟二苯甲酮(44.82kg,205.4mol),就将1,4-二羟基苯(16.518kg,150mol)和4,4
′‑
二羟基二苯基(9.311kg,50mol)装入容器中。然后将内容物加热至160℃。在维持氮气层的同时,添加干燥碳酸钠(21.368kg,201.6mol)和碳酸钾(1.106kg,8mol),二者均通过目为500微米的筛网筛分。
[0062]
将温度以1℃/min升高至180℃并保持100分钟。将温度以1℃/min升高至200℃并保持20分钟。然后将温度以1℃/min升高至305℃,并保持直到达到期望的熔体粘度,如通过旋转搅拌器所需的扭矩升高所确定的。根据扭矩升高与sv的校准曲线图确定所需的扭矩升高。经由带式浇铸机将反应混合物倒入水浴中,使其冷却、研磨并用丙酮和水洗涤。将所得聚合物粉末在滚筒式烘干机中干燥,直到内容物温度测量为112℃。
[0063]
所得聚合物在400℃的温度和1000s-1
的剪切速率下具有250pa.s的剪切粘度(sv),如通过毛细管流变测定法所测量的。
[0064]
victrex peek 151得自victrex manufacturing limited,thornton cleveleys,united kingdom。
[0065]
测量paek材料的结晶度半衰期
[0066]
使用差示扫描量热法dsc进行结晶研究。等温结晶半衰期被定义为达到最终结晶度的一半所需的时间,并且通过等温热流测量值的积分确定。
[0067]
使用以下dsc方法确定等温结晶半衰期。
[0068]
通过以下将每种聚合物的干燥样品压缩成型为非晶形膜:在50巴的压力下在400℃下,在模具中加热7g的聚合物保持2分钟,接着在冷水中淬灭,产生尺寸为120mm
×
120mm、区域中的厚度为0.20mm的膜。如下通过dsc扫描每个膜的8mg加或减3mg样品:
[0069]
首先将样品加热至30℃并使其平衡15分钟。然后将其以20℃/分钟加热至400℃,并在该温度下保持15分钟。然后将样品以20℃/分钟冷却至期望的等温线温度(通常为270-290℃)并等温保持直到3小时,直到结晶完成为止。然后将其以20℃/分钟冷却回到环境温度。
[0070]
由扫描产生的dsc迹线获得等温结晶温度下的热流数据并绘图。结晶半衰期被认为是从等温保持开始(在结晶温度下)至结晶水平达到其最终水平的一半的时间。
[0071]
改善的结晶动力学可由一组avrami动力学定义。
[0072]
avrami方程描述了固体如何在恒定温度下从一个相转变为另一个相。在该实施例中,其用于研究各种聚芳醚酮聚合物的结晶动力学。等温结晶工艺的avrami指数和速率常数可使用差示扫描量热法以实验方式确定。
[0073]
avrami方程如下所示:
[0074]
x
t
=[1-exp(-ztn)]
[0075]
z=结合生长速率和结晶生长特征的速率常数
[0076]
xt=在时间t时部分结晶材料的体积
[0077]
n=根据所涉及的结晶机制采用不同值的avrami指数
[0078]
然后可将标准avrami方程表示为直线方程,其中分量分别代表y=mx c。
[0079]
[0080]
然后将其用于以实验方式确定速率常数(z)、半衰期(t1/2)和avrami常数(n)的动力学数据。
[0081]
讨论
[0082]
本发明的材料在增材制造工艺中特别有用,因为改善了结晶行为以适合此类工艺。在常规聚合物加工中,在操作(诸如注塑)中,随后形成制品或物体的所有聚合物材料同时熔融。这意指熔体是均匀的混合物,其中主链在聚合物中均匀分散。随着制品冷却和结晶,聚合物链的这种均匀性被锁定到制品的形态中。
[0083]
然而,在增材制造的制品中,分层制造加工和所得结构意指聚合物链不均匀地分散,并且不良好地穿过后续层之间的边界。这是因为通常将新层添加到现在的固体层中并且不能与前层混合。已令人惊奇地发现,克服该问题的一种方式是使用缓慢结晶的聚合物,该聚合物在打印后保持熔融并持续足够长的时间,例如对于待打印于其上的后续层而言。已示出这改善层之间界面处的混合,从而导致制品机械特性的改善。
[0084]
所描述和所展示的实施方案在特征上应被视为说明性的而非限制性的,应理解,已经示出和描述了优选的实施方案,并且期望落入本发明的如权利要求书中限定的范围内的所有改变和修改均得到保护。应当理解,虽然说明书中对词语如
″
更优选
″
、
″
更优选地
″
、
″
优选
″
或
″
更优选的
″
的使用表明如此描述的特征可能是期望的,但是即使如此这也可能不是必要的,并且缺乏此特征的实施例可以被设想为处于本发明的如所附权利要求中限定的范围内。关于权利要求,旨在当使用如
″
一个(a)
″
、
″
一种(an)
″
、
″
至少一个
″
或
″
至少一部分
″
等词语作为特征的开头时,意图并非是将权利要求限制在仅一个此特征,除非在权利要求书中有相反的特别说明。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。