1.本发明涉及一种回收呼吸防护面罩的方法,所述吸防护面罩包括由单一热塑性聚合物制成的多个层并且包括由聚偏二氟乙烯制成的过滤层,所述单一热塑性聚合物选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物。
背景技术:
2.颗粒面罩是能够过滤颗粒和细粉尘的呼吸防护装置。这些面罩包括个人防护设备,诸如ffp面罩(对于“过滤面罩颗粒”)。它们的防护范围由欧洲标准en 149确定,欧洲标准en 149规定了用作针对颗粒的呼吸防护装置的过滤式半截面罩所要求的最低特性,排除用于逃逸目的的那些面罩。该标准基于三个准则定义了三类装置,即ffp1、ffp2和ffp3:质量平均直径为0.6μm的气溶胶对过滤材料的最大渗透、呼吸阻力和内向泄漏率。
3.ffp1防尘面罩具有至少80%的气溶胶过滤率和不超过22%的内向泄漏率。
4.ffp2面罩具有至少94%的气溶胶过滤率和不超过8%的内向泄漏率。这种面罩可保护免受粉状化学物质,并且还可用于保护免受携带病毒颗粒和/或细菌的气溶胶。
5.ffp3面罩具有不小于99%的气溶胶过滤率和不超过2%的内向泄漏率。它保护免受石棉(石棉肺)或二氧化硅(硅肺病)的非常细的颗粒。
6.还存在根据标准en 14683开发的用于医疗用途的面罩(外科面罩),其旨在避免由佩戴该面罩的人发出的液滴向周围环境的投射。这些面罩还保护佩戴者免受面向他们的个人发出的液滴的投射。另一方面,根据情况,它们不能保护免于吸入悬浮在空气中并可能携带病毒的非常小的颗粒。
7.呼吸防护面罩通常由纤维,或合成纤维的组合组成,所述纤维由热塑性聚合物获得,所述热塑性聚合物有诸如:聚烯烃、聚酰胺、聚乙烯化合物、聚酰亚胺、聚丙烯酸酯、聚甲基丙烯酸酯、聚氨酯或含氟聚合物,并且特别是聚偏二氟乙烯(pvdf)。
8.在已知的许多类型的面罩中,一些包含至少一个纳米纤维层,所述纳米纤维层特别适合确保至少ffp2型呼吸防护所需的屏障特性。聚合物的溶液电纺丝使得可以在某些条件下获得具有足够小直径的纤维,以获得用于空气过滤的膜的良好透气性以及良好的机械和可能的静电过滤效率。
9.文献ep 2517607描述了包括至少一个纳米纤维层的面罩的优势,以及其通过电纺丝的制造。该面罩具有夹层型结构,因为它们包含了几个叠加层,例如三层的该类型:非织造层
–
纳米纤维层
–
非织造层。
10.文献us2019/0314746描述了适合空气过滤的通过电纺丝方法获得非织造多孔pvdf膜。纳米纤维是电纺丝在覆盖有非织造聚丙烯基材的滚筒的表面上的。
11.无论呼吸面罩是单次使用(一次性)还是可重复使用的,呼吸面罩的日益增长的使用导致了一个在管理这种废物和重新使用用于制造这些面罩的聚合物材料方面的主要环境问题。用过的面罩可能载满颗粒和/或被致病性微生物(细菌和/或病毒)污染。存在几种
清洁可重复使用的面罩的方法:在60或95℃下用洗涤剂洗涤,在121℃下灭菌50分钟,用γ或β辐射照射,暴露于环氧乙烷,在70℃下在干热或水中加热,使用过氧化氢蒸气。
12.然而,即使当清洁是有效的并且使得可以去除沉积在面罩上的粉尘颗粒和/或微生物时,面罩也只能经历有限数量的清洁周期,之后存在用过的面罩的处理以及用于制造它们的所有或一些原材料的期望的回收问题。
13.因此,有必要开发一种回收用过的面罩的方法,该方法可以防止它们的积累和对环境的可能污染并且回收用于制造它们的原材料。
14.现已发现,包含由给定的主要热塑性聚合物(其选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸和某些聚酰胺)制造的多个层和纳米纤维形式的pvdf的用过的面罩可以提供一种回收方法,该方法导致获得一种母料,该母料能够用作聚合物加工助剂(ppa),即一种添加剂,该添加剂除了别的之外使得可以:
[0015]-减少或消除在挤出所述热塑性树脂时出现的表面缺陷,
[0016]-降低挤出模具的头部处的压力,从而使得可以增加挤出生产线的流速,
[0017]-限制清洁挤出模具的频率,
[0018]-限制挤出膜上表面缺陷的形成。
技术实现要素:
[0019]
本发明的目的是提供一种回收呼吸防护面罩的方法,该呼吸防护面罩含有按重量计98.5%至99.5%的主要热塑性聚合物,该主要热塑性聚合物选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物;和0.05%至1.5%的纳米纤维形式的聚(偏二氟乙烯)或pvdf,所述方法包括以下步骤:
[0020]
a)碾磨面罩,从而导致获得薄片,
[0021]
b)对所述薄片造粒(挤出),从而导致获得粒料形式的母料。
[0022]
有利地,通过根据本发明的回收方法获得的所述母料可以在用于制造所有类型的制品(特别是薄膜、纤维、线缆或模制零件的形式)的主要热塑性材料的熔融加工中用作聚合物加工助剂。
[0023]
根据一个实施方案,经受根据本发明的回收方法的面罩包括通过电纺丝方法获得的pvdf纳米纤维层,所述层被沉积在主要的热塑性聚合物基材上。
[0024]
本发明涉及一种再生用过的呼吸防护面罩,从而允许回收在它们的组成中使用的聚合物原材料的方法。更特别地,根据本发明的方法应用于面罩,所述面罩包括由主要热塑性聚合物制成的多个层并且包括由聚偏二氟乙烯制成的过滤层,所述主要热塑性聚合物选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物;并且导致母料的生产,所述母料可直接用作挤出所述主要热塑性聚合物的聚合物加工助剂。
[0025]
与在不存在聚合物加工助剂的情况下挤出相同的热塑性聚合物相比,在用于加工主要热塑性聚合物的生产线中使用该母料导致最高达10%的生产线的生产率增加和10%至20%的挤出压力的降低。此外,已经观察到与相同的的未改性的聚合物相比,使用根据本发明的方法生产的聚合物加工助剂获得的所述热塑性聚合物的表面上的驻极体的持久性增加。
具体实施方式
[0026]
现在将在以下描述中以非限制性的方式更详细地描述本发明。
[0027]
本发明基于发现了以下的呼吸防护面罩(包含主要热塑性聚合物(其选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物)和由聚偏二氟乙烯纳米纤维制成的过滤层,特别是ffp1至ffp3类型的面罩和外科面罩)的能力:呼吸防护面罩经受回收方法以提供母料,所述母料能够在熔融状态下在所述主要热塑性聚合物的加工期间起到聚合物加工助剂的作用,导致挤出机中头部处的压力减小,允许挤出期间流速的增加,并且减少沉积在模具的头部处的材料,所述材料可在挤出的纤维、棒或膜上产生缺陷。这使得可以减少清洁设备的频率,从而减少机器停机的频率。
[0028]
根据第一方面,本发明提供了一种回收呼吸防护面罩的方法,该呼吸防护面罩含有按重量计98.5%至99.5%的主要热塑性聚合物,其选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物;和0.05%至1.5%的聚(偏二氟乙烯)或pvdf(特别是纳米纤维形式),所述方法包括碾磨面罩,从而导致获得薄片的步骤,和对所述薄片造粒(挤出),从而导致获得粒料形式的母料的步骤。
[0029]
根据各种实施方案,所述方法包括在适当情况下组合的以下特征。
[0030]
在这种回收方法中采用的面罩是用过的面罩,该用过的面罩排他地包含称为“主要”的单一热塑性聚合物和pvdf,所述单一热塑性聚合物选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物。更特别地,这些面罩含有按重量计98.5%至99.5%的主要热塑性聚合物,和0.05%至1.5%的纳米纤维形式的聚(偏二氟乙烯)或pvdf(特别是纳米纤维的形式)。
[0031]
根据一个实施方案,回收方法使用符合标准en 14683的外科面罩。
[0032]
根据一个实施方案,回收方法使用符合标准en 149的ffp型面罩。
[0033]
根据一个实施方案,回收方法采用外科面罩和ffp型面罩的混合物,条件是它们具有以上所示的组成。
[0034]
在这里使用的术语“用过的面罩”包括已经达到它们的目的(磨损)的面罩,以及因为它们已经超过由制造商提供的保修期而已到期的未使用面罩,和甚至在面罩制造期间回收的废料(特别是热塑性聚合物)(其可以占所使用的总材料的15%至16%)。
[0035]
根据一个实施方案,回收方法中应用的面罩是呼吸面罩,该呼吸面罩由主体和固定带组成,所述主体由包括pvdf过滤材料层在内的至少两个层并且优选三个层组成,所述主体包括鼻垫(鼻梁条,nose bridge),所述固定带优选通过焊接而固定到面罩的主体,而没有添加材料。在该面罩中,除pvdf纤维外,构成主体和固定带的材料的所有层都由相同的主要热塑性聚合物材料的非织造布组成。主要的热塑性聚合物选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物。
[0036]
长链聚酰胺是以每个氮原子计具有大于8.5、优选大于9、特别是大于10的平均碳原子数量的脂族聚酰胺。
[0037]
本发明的上下文中使用的pvdf也是热塑性聚合物。本发明中使用并通过缩写pvdf表示的含氟聚合物是基于偏二氟乙烯的聚合物。
[0038]
术语“热塑性”在这里是指非弹性体聚合物。弹性体聚合物被定义为这样的聚合物,该聚合物可以在环境温度下可以拉伸到其初始长度的两倍,并且在释放应力后,迅速恢
复其初始长度,至约10%以内的聚合物,正如astm特别技术出版物(astm in the special technical publication),no.184所指出的那样。
[0039]
根据一个实施方案,待回收的面罩含有非织造热塑性聚合物内层,其具有在20至100g/m2之间的克重并且具有在500至1500l/m2/s之间的在100pa下测得的渗透性。所述热塑性聚合物在2.16kg下在230℃下具有34g/10min的熔体流动速率(mfr)。
[0040]
根据一个实施方案,待回收的面罩包含中心层,该中心层包含具有在20至100g/m2之间的克重并且具有在500至2500l/m2/s之间的在100pa下测得的渗透性的非织造基材。
[0041]
根据一个实施方案,所述基材是通过由热塑性聚合物纺粘而制造的,该热塑性聚合物在230℃和2.16kg下具有34g/10min的熔体流动速率。
[0042]
根据另一实施方案,支撑层(基材)是通过由热塑性聚合物吹塑而制造的,该热塑性聚合物在230℃和2.16kg下具有34g/10min的熔体流动速率。
[0043]
根据一个实施方案,经由电纺丝方法沉积在该基材上的是pvdf纳米纤维层。根据一个实施方案,pvdf包含并且优选由以下组成:
[0044]
i.pvdf均聚物;
[0045]
ii.具有不同粘度或不同摩尔质量或不同结构例如不同分支程度的两种pvdf均聚物的混合物;
[0046]
iii.包含偏二氟乙烯(vdf)单元和一种或多种类型的与偏二氟乙烯相容的共聚单体的单元的共聚物(下文称为“vdf共聚物”);
[0047]
iv.pvdf均聚物和vdf共聚物的混合物;
[0048]
v.两种vdf共聚物的混合物。
[0049]
与偏二氟乙烯相容的共聚单体可以被卤化(氟化、氯化或溴化)或未卤化。术语“相容的共聚单体”在这里被理解为是指所述共聚单体与vdf共聚并因此形成共聚物的能力。
[0050]
合适的含氟共聚单体的实例是:氟乙烯、四氟乙烯、六氟丙烯、三氟丙烯,并且特别是3,3,3-三氟丙烯、四氟丙烯,并且特别是2,3,3,3-四氟丙烯或1,3,3,3-四氟丙烯、六氟异丁烯、全氟丁基乙烯、五氟丙烯,并且特别是1,1,3,3,3-五氟丙烯或1,2,3,3,3-五氟丙烯、全氟烷基乙烯醚,并且特别是具有通式rf-o-cf-cf2的那些,rf是烷基,优选c1至c4烷基(优选的实例是全氟丙基乙烯醚以及全氟甲基乙烯醚)。含氟单体可以包含氯或溴原子。其特别地可以选自溴三氟乙烯、氯氟乙烯、氯三氟乙烯和氯三氟丙烯。氯氟乙烯可以表示1-氯1-氟乙烯或1-氯-2-氟乙烯。1-氯1-氟乙烯异构体是优选的。氯三氟丙烯优选地是1-氯-3,3,3-三氟丙烯或2-氯-3,3,3-三氟丙烯。
[0051]
vdf共聚物还可以包含非卤化单体,诸如乙烯和/或丙烯酸或甲基丙烯酸共聚单体。
[0052]
当纳米纤维层由上面提到的那些(ii.、iv.和v.)中的两种成分的混合物组成时,成分之间的质量比例范围为1∶99至99∶1。
[0053]
根据一个实施方案,所述pvdf纳米纤维具有在30至500nm之间,优选30至300nm的平均纤维直径dv50。dv50是体积中值直径,其对应于将检查的颗粒群体精确地一分为二的粒径的值。dv50是根据标准iso 9276
–
第1至6部分测量的。
[0054]
根据一个实施方案,所述电纺丝pvdf层具有在0.03g/m2至3g/m2之间的克重。
[0055]
该pvdf纳米纤维层的平均厚度为0.1μm至100μm。可以通过扫描电子显微镜(sem)
来估计纤维的直径、它们的厚度和它们的分布。
[0056]
在电纺丝中用于溶解pvdf的溶剂选自环戊酮、n,n-二甲基乙酰胺、n,n-二甲基甲酰胺、二甲亚砜、丙酮、乙基甲基酮、四氢呋喃、γ-丁内酯、六氟异丙醇、或它们的所有比例的混合物。
[0057]
通过电纺丝沉积的pvdf层可以通过电晕处理带电以便改善其过滤特性,并且获得至少80%、优选大于94%、或甚至大于98%的气溶胶过滤率,以及对于95l/min的空气吸气流速而言远小于70pa.s的压降。
[0058]
根据一个实施方案,待回收的用过的面罩包括热塑性聚合物外层,该热塑性聚合物在230℃下在2.16kg具有34g/10min的熔体流动速率(mfr);该非织造层具有在20至100g/m2之间的克重并且具有在500至1500l/m2/s之间的在100pa下测得的渗透性。
[0059]
根据一个实施方案,待回收的由热塑性聚合物制成的面罩的固定带是通过注塑成型或3d打印生产的可调节环状物,或由具有在10至100g/m2之间的克重并且在230℃和2.16kg下具有34g/10min熔体流动速率的所述热塑性聚合物制造的弹性带(非织造的或卷绕的长丝)。
[0060]
根据一个实施方案,鼻垫由50重量%的在230℃下在2.16kg具有32g/10min的熔体流动速率的pvdf均聚物和50质量%的主要热塑性聚合物的混合物制成,所述主要热塑性聚合物选自聚丙烯、聚对苯二甲酸乙二醇酯、聚乳酸、聚酰胺6(pa6)和长链聚酰胺诸如pa11或pa12的均聚物和共聚物并且在230℃和2.16kg下具有34g/10min的熔体流动速率。
[0061]
根据本发明的回收方法包括碾磨面罩,导致获得薄片的第一步。
[0062]
根据一个实施方案,将用过的面罩通过切碎机以将它们加工成几毫米,例如1至10nm、优选1至5nm的纤维。筛网使得可以根据所需长度校准纤维浆。
[0063]
在半结晶热塑性聚合物的情况下,在低于待加工的材料的熔化温度tm至少30℃的温度下进行碾磨,并且对于无定形热塑性聚合物的情况,在低于玻璃化转变温度tg至少30℃的温度下进行碾磨。
[0064]
根据一个实施方案,在挤出机(其可以是单螺杆或双螺杆型)中或在buss共捏合机中碾磨面罩。
[0065]
如果碾磨的面罩包括金属零件,诸如鼻垫,则这些可以用磁铁除去。
[0066]
然后,根据发明的回收方法包括对所述薄片造粒(挤出),导致获得粒料形式的母料的步骤。
[0067]
根据一个实施方案,在熔融状态下通过挤出通过带有圆形孔的模具,然后切碎冷却的股料(strands)并干燥以产生1至5毫米直径的粒料而进行造粒。
[0068]
根据另一实施方案,在buss型共捏合机中进行熔融造粒,其中在水下切碎并产生透镜状粒料。
[0069]
根据第二方面,本发明涉及在除了pvdf之外与构成回收面罩相同的主要热塑性聚合物的挤出中所述母料作为聚合物加工助剂的用途。
[0070]
通过根据本发明的回收方法获得的聚合物加工助剂用于减少或消除主要热塑性树脂的挤出期间出现的表面缺陷。在通常表现出显著的挤出不稳定性的挤出参数范围内,它显著减少了获得稳定且无缺陷的挤出的时间。
[0071]
聚合物加工助剂和热塑性树脂在挤出前以固体状态接触。它们可以以固体状态预
混合或简单地引入挤出机料斗中。在用于挤出热塑性树脂的挤出机的任何点,例如使用侧挤出机,也可以以熔融状态引入聚合物加工助剂。
[0072]
根据一个实施方案,对于分别为70%至99%、优选90%至99%、优选90%至98.5%、还更优选90%至98%的待挤出的热塑性树脂,该聚合物加工助剂的重量比例为1%至30%、优选1%至10%、优选1.5%至10%、还更优选2%至10%。
[0073]
母料对于以膜的形式或以管、轮廓或空心体的形式挤出热塑性聚合物是特别有用的。除了已经提到的优点外,它还有助于获得光滑且无缺陷的表面,这在用于获得良好的光学特性的膜的情况下是特别重要的。聚合物加工助剂还使得可以降低模具间隙处的压力和凝胶水平。这也使得在一定程度上可以减少模具出口处的沉积物。
[0074]
实施例
[0075]
以下实施例说明了本发明而不限制发明。
[0076]
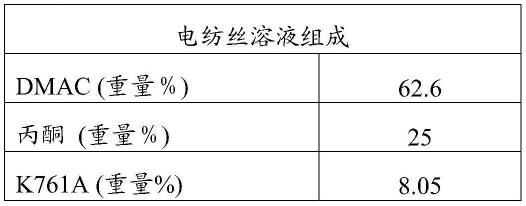
实施例1:在18g/m2纺粘聚丙烯(纺粘pp)上生产电纺丝纤维
[0077]
根据表1所示的组成并且在55℃下搅拌下2小时下,将vf2均聚物和共聚物的混合物溶解。
[0078][0079][0080]
表1
[0081]
然后在18g/m
2 pp纺粘支撑件上,将该溶液供应到电纺丝过程。例如,mogul出售这种非织造物。因此,使用表2中指示的条件,生产了宽度为480mm的基于电纺丝纤维的过滤膜。
[0082][0083]
表2
[0084]
实施例2:在28g/m2纺粘聚酯(纺粘pet)上生产电纺丝纤维
[0085]
在28g/m
2 pet纺粘支撑件上,将如实施例1中所述制备的电纺丝溶液供应到电纺丝过程。例如,mogul以名称buffalo出售这种非织造物。因此,使用表3中指示的条件,生产了宽度为480mm的基于电纺丝纤维的过滤膜。
[0086][0087][0088]
表3
[0089]
实施例3:鼻垫生产
[0090]
鼻支撑垫由1.5mm直径和10cm长度的棒形成。该棒是通过在单螺杆挤出机中在230℃下混合/挤出在230℃下在2.16kg下具有32g/10min的熔体流动速率的pvdf均聚物和在230℃下在2.16kg下具有35g/10min的熔体流动速率的聚丙烯的50/50(按质量计)混合物获得的。
[0091]
实施例4:由在实施例1至3中生产的元件组装面罩
[0092]
使用前述实施例中获得的元件生产具有以下结构的面罩:纺粘pp 1
–
espun pp膜1
–
纺粘pp 2。“纺粘pp 1”非织造物(40g/m2)形成外层并改善面罩主体的机械强度。“espun pp1”中间层提供气溶胶过滤。最后,放置在面罩内部的“纺粘2”非织造物(18g/m2)旨在与使用者的面部接触,并且其保护过滤层免受可能的降解。弹性带是聚丙烯圆股料,例如由liasa出售此类产品。
[0093]
组装遵循以下所述的步骤:
[0094]-通过层压获得非织造物层之间的内聚力。
[0095]-将实施例3中生产的鼻垫插入通过在靠近面罩外围的5
±
2mm的宽度上折叠非织造材料而形成的空间中。梁由沿折叠长度规则放置的焊点保持。
[0096]-弹性带固定在面罩的每一侧上以形成环状物,并通过超声焊接固定而不添加材料。
[0097]
实施例6:回收材料的碾磨/造粒和挤出
[0098]
在通过经过70℃的烘箱一小时而去污后,在切碎机中碾磨面罩。将所获得的薄片进料到230℃下的buss型双螺杆挤出机中以产生粒料。
[0099]
所获得的粒料由约0.9重量%的pvdf组成并且用作母料以实现pp中500ppm pvdf的浓度,并且然后在用于通过挤出纺丝制造复丝的方法中。
[0100]
在500ppm pvdf存在下生产pp复丝期间在挤出机头部处达到的压力为约4.8mpa,即,比在单独的pp加工期间常规获得的压力低约20%。同样,目测观察到pvdf的存在的影响是几个小时的挤出之后模具的结垢较少。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。