1.本实用新型属于钢筋加工领域,具体涉及一种波浪成型机构。
背景技术:
2.桁架时一种由杆件彼此在两端用铰链连接而成的结构。桁架由直杆组成的一般具有三角形单元的平面或空间结构,桁架杆件主要承受轴向拉力或压力,从而能充分利用材料的强度,在跨度较大时可比实腹梁节省材料,减轻自重和增大刚度。桁架的优点是杆件主要承受拉力或压力,可以充分发挥材料的作用,节约材料,减轻结构重量。平面桁架的种类很多,不过使用较多的是三角桁架,即两纵向钢筋之间通过横向钢筋将其内部空间分割为若干相接的三角形,该结构的平面桁架受力分布均匀。该类平面桁架中位于中部分隔的钢筋有多种生产方案,一是由若干短的钢筋拼接焊接而成,但是耗时耗力,且很难做到高低平整,二是将一根钢筋反复弯折,这样的钢筋整体性好,相较前一种钢筋更稳定,更美观。但是第二类钢筋通过现有的设备无法做到连续弯折,而非连续性的弯折钢筋不好掌握角度,外形不美观,且非连续性的弯折容易使钢筋出现应力性折断。现有的折波装置有两种,一种是通过两交错的齿轮状结构不断转动弯折通过的钢筋使其形成波浪结构,另一种是通过气缸驱动金属杆弯折钢筋使其形成波浪状。该两种结构都存在问题。第一种装置在生产效率上很高,但是每一种尺寸的齿轮状结构只能生产出一种结构的波浪形状,即如果厂家需要对成品的尺寸、波幅进行调整,就需要整个调换齿轮状结构,这无疑会增加生产成本。第二种装置相较第一种装置,可通过控制气缸的幅度来改变波浪弯折的波幅,但是气缸的每一次来回行程耗时较长,因此在生产效率上较差,同时现有的气缸设备都未有配备合理的钢筋固定装置,导致成品在精确度上有所缺乏。
3.公开号为209647472u的中国实用新型专利,公开了一种折波装置,包括底座、钢筋入口、钢筋出口、折波驱动、固定折波器和可动折波器,固定折波器包括一对第一转轴以及套接在第一转轴上的第一履带,第一履带外侧固定有若干三角板;可动折波器包括固定在底座且位于固定折波器旁的滑动导轨、安装在滑动导轨上的滑动底座、一对第二转轴以及套接在第二转轴上的第二履带,第二履带外侧固定有三角板,第一转轴与第二转轴沿着钢筋入口至钢筋出口的方向从外向内转动;折波驱动固定在固定折波器和可动折波器旁,折波驱动分别与第一转轴和第二转轴连接。该装置是和通过可动折波器转动与与其交错的固定折波器配合来弯折通过的钢筋使其形成波浪结构,相较其他两可动齿轮状结构,能够提高能源利用,节省生产成本。但还是存在弯折尺寸固定的情况,一旦需要对成品的结构做出改变,就需要调换可动折波器和固定折波器。
技术实现要素:
4.本实用新型的目的在于克服上述现有技术中存在的不足,从而提供一种波浪成型机构。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种波浪成型机构,包括步进结构和顶杆结构,顶杆结构包括顶杆底座、设置在顶杆底座一端的电机、设置在顶杆底座同端且可在电机驱动下转动的转轴,顶杆底座另一端设置有滑轨,滑轨上连接有可沿着滑轨移动的顶杆,顶杆尾端与转轴一端通过连接杆传动连接;步进结构包括上料结构、设置在滑轨一侧的若干棍体、套接在棍体上且可沿着棍体移动的活动座、设置在滑轨另一侧的固定座,活动座上设置有一夹紧装置;固定座上设置有一固定位,固定位正上方设置有可垂直升降的压柱;上料结构设置在棍体相对于滑轨的远端,上料结构包括平行于滑轨的横轨、若干设置在横轨上且可沿着横轨移动的限位装置; 顶杆、夹紧装置、固定位、限位装置位于同一水平高度。
7.进一步的,夹紧装置上设置有能够与夹紧装置配合的调直轮。
8.进一步的,夹紧装置上还固定有与调直轮交错设置的u型限位块。
9.进一步的,固定位上设置有若干防滑纹。
10.进一步的,所述若干棍体中至少有一组棍体与一活动驱动传动连接,该活动驱动设置在该些棍体相对顶杆结构的远端,该组棍体通过齿轮传动控制活动座在棍体上的移动速度。
11.进一步的,顶杆上固定有顶柱。
12.本实用新型和现有技术相比,具有以下优点和效果:采用转轴带动顶杆弯折,配合步进结构,相较传统的齿轮折波器或是气缸顶杆结构,钢筋波浪成型幅度可控性好,精确度高,加工效率更快。
附图说明
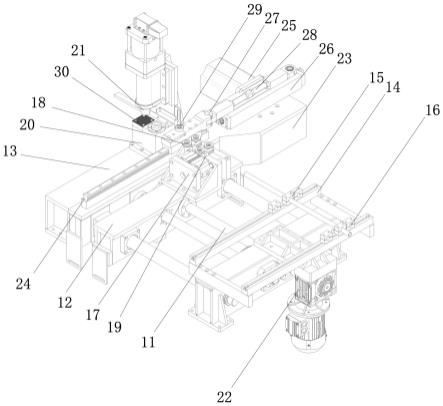
13.图1为该实用新型实施例的整体结构示意图。
14.图2为实施例另一角度的整体结构示意图。
15.图3为实施例中顶杆结构的工作状态示意图。
16.图4为实施例中顶杆结构的另一工作状态示意图。
17.图5为实施例中顶杆结构的另一工作状态示意图。
18.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
具体实施方式
19.为了使本实用新型的上述目的、特征和优点能够更为明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
20.实施例
21.如图1-图2所示,本实施例由步进结构顶杆结构两部分组成。所设的步进结构用作待加工钢筋的上下料。该步进结构包括若干棍体11、套接在棍体11上且可沿着棍体11移动的活动座12、位于棍体11一端旁的固定座13、设置在棍体11相对于固定座13远端的上料结构。所设的上料结构包括相对垂直与棍体11的横轨14,横轨14上设置有若干组可沿着横轨14移动的限位装置,任意一组限位装置包括两对应的限位件15,每一限位件15内开有一可供钢筋穿过的圆孔16,通过一组两个限位件15,能够保证一根钢筋上料过程中的粗拉直和定位,而限位装置与横轨14配合能够实现钢筋的位置调整,保证其在加工过程中的精确度。
22.如图1-图2所示,活动座12上设置有一夹紧装置17,该夹紧装置17用作对由对应的限位装置上料的钢筋的二次调整,包括该钢筋在加工过程中的前进速度、二次拉直。夹紧装置17上设置有能够与夹紧装置17配合的调直轮18以及与调直轮18交错设置的u型限位块19,具体的,当钢筋通过张开的夹紧装置17之间时,夹紧装置17夹合,钢筋会由u型限位块19一侧的开口进入u型限位块19内直至钢筋的一侧抵住u型限位块19,在该过程中所设的调直轮18会夹紧钢筋,当钢筋在加工过程中发生移动时,所设的调直轮18会将钢筋进一步拉直,同时保证了钢筋的运动流畅。
23.如图1-图2所示,固定座13上设置有一固定位20,固定位20正上方设置有可垂直升降的压柱21,当钢筋经由夹紧装置17导出经过固定座13时,压柱21下压将钢筋压紧在固定位20上,实现对钢筋另一端的固定限位,防止钢筋在加工过程中发生位移,影响成品率。
24.本实施例中,限位装置、夹紧装置17、固定位20能够在工作过程中调整至同一水平高度,使钢筋在夹紧装置17的配合下能够在水平方向上稳定步进,减少弯曲。具体的,钢筋的步进流程包括:初始状态下,活动座12在棍体11上移动至靠近限位装置一侧,钢筋经由限位装置穿过活动座12上的夹紧装置17,钢筋的前端位于固定位20下;当需要钢筋前进时,夹紧装置17夹合后形成对钢筋的固定,活动座12沿着棍体11向着固定座13方向移动,从而带动钢筋前进,当钢筋前进直至所需的工位时,压柱21下压形成对钢筋前端的固定,此时,固定位20与夹紧装置17之间的钢筋段进行弯折加工;当钢筋完成弯曲后,压柱21上移,夹紧装置17重复上述动作,实现钢筋的不断前进。
25.如图1-图2所示,前述的若干棍体11中至少有一组棍体11与一活动驱动22传动连接,该活动驱动22设置在该些棍体11相对固定座13的远端,该组棍体11通过齿轮传动控制活动座12在棍体11上的移动速度,通过所设的活动驱动22调整活动座12的移动速度能够改变钢筋的移动速度,使钢筋的弯折角度更可控。
26.如图1-图2所示,顶杆结构包括顶杆底座23、设置上顶杆底座23且位于固定座13与夹紧装置17之间的滑轨24、设置在顶杆底座23一端的电机25、设置在顶杆底座23同端且与电机25连接的转轴26,滑轨24上连接有可沿着滑轨24移动的顶杆27,顶杆27尾端与转轴26一端通过连接杆28传动连接。所设的转轴26可在电机25驱动下以与电机25的连接点为轴心转动,从而带动连接在转轴26一端的连接杆28,使连接在连接杆28另一端的顶杆27顺着滑轨24移动。顶杆27远离与连接杆28连接一端固定有一用于弯折钢筋的顶柱29。
27.钢筋波浪成型的流程包括:初始状态下,活动座12在棍体11上移动至靠近限位装置一侧,顶杆结构处于未工作状态,该状态下顶杆27、连接杆28、转轴26连成直线,如图3所示,此时钢筋经由限位装置穿过活动座12上的夹紧装置17,钢筋的前端位于固定位20下;当需要钢筋前进时,夹紧装置17夹合后形成对钢筋的固定,活动座12沿着棍体11向着固定座13方向移动,从而带动钢筋前进,直至钢筋前进至所需的工位(待弯折部分移动至顶柱29正前方),压柱21下压形成对钢筋前端的固定;顶杆结构中转轴26在电机25的驱动下转动,通过连接杆28带动顶杆27沿着滑轨24向着钢筋移动直至顶杆27顶着钢筋使其弯折,如图3、图4、图5的变化,该过程中夹紧装置17松开钢筋后端,以保证弯折过程顺利;当钢筋完成一次波浪成型后,顶杆结构中转轴26在电机25的驱动下转动,通过连接杆28带动顶杆27沿着滑轨24向后移动直至顶杆27回到初始位置,该过程中夹紧机构夹住钢筋形成对钢筋的固定,活动座12沿着棍体11向着固定座13方向移动,从而带动已弯折部分前进,直至待弯折部分
前进至所需的工位,压柱21下压形成对钢筋前端的固定;上述加工过程循环形成对钢筋的全自动波浪形成。
28.上述加工过程中,可根据弯折的需求,通过活动驱动22改变夹紧装置17沿着棍体11的移动速度,改变钢筋弯折形成的波浪形状(波浪结构的波幅大小)。
29.本实施例中,固定位20上设置有若干防滑纹30,所设的防滑纹30能够提高钢筋被夹时的摩擦力,防止钢筋在弯折过程中发生轻微的位移。
30.本实施例所记述的波浪成型机构,相较现有的钢筋折波设备,钢筋波浪成型幅度可控性好,精确度高,加工效率快。
31.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。