1.本实用新型涉及电池盖注塑技术领域,具体为电池盖流道改善结构。
背景技术:
2.电池盖是手机的一种重要的配件,它的作用是保护手机内部的电池,电池盖在生产时有tcl macau项目的电池盖与tcl kepler项目的电池盖,tcl macau项目的电池盖与tcl kepler项目的电池盖结构基本相同。
3.目前,现有生产出的tcl kepler项目的电池盖结构设计水口、流道加工存在一定的问题,比如水口线残留风险高,导致模具产生压凹;而且水口流道长且粗,导致冷却时间较长,影响了整个成型的周期,从而导致成型周期较长,因此需要对tcl macau项目电池盖的流道进行改善。
技术实现要素:
4.本实用新型的目的在于提供电池盖流道改善结构,以解决上述背景技术中提出水口线残留风险高,导致模具产生压凹;水口流道长且粗,导致成型周期较长的问题。
5.为实现上述目的,本实用新型提供如下技术方案:电池盖流道改善结构,包括电池盖,所述电池盖表面的一侧铸造有水口组合,且水口组合是由主流道水口铸件、行位流道水口铸件、切口流道水口铸件以及热咀流道水口铸件组成,所述热咀流道水口铸件位于电池盖的上方,且热咀流道水口铸件的表面注塑有切口流道水口铸件,并且切口流道水口铸件的一端与电池盖的表面相互注塑成型,所述热咀流道水口铸件的一端铸造成型有行位流道水口铸件,且行位流道水口铸件的一侧注塑有主流道水口铸件,并且主流道水口铸件、行位流道水口铸件、切口流道水口铸件、热咀流道水口铸件以及电池盖通过模具一体式注塑成型。
6.优选的,所述热咀流道水口铸件设置有四组,并且相互热咀流道水口铸件之间的间距相等。
7.优选的,所述主流道水口铸件通过模具的主流道铸造成型,且主流道水口铸件中还包括有三个圆台形的注塑片,该注塑片是由进胶口铸造成型。
8.优选的,所述行位流道水口铸件通过模具的行位流道铸造成型,且热咀流道水口铸件是通过模具热咀内的热咀流道铸造成型。
9.优选的,所述切口流道水口铸件是通过模具的切口流道铸造成型,且在电池盖成型脱膜后,切口流道水口铸件会从电池盖的表面切除。
10.优选的,所述电池盖的表面设置有四组切水口区,且切口流道水口铸件注塑在电池盖表面的切水口区的位置处。
11.与现有技术相比,本实用新型的有益效果是:该电池盖流道改善结构通过将电池盖水口流道设计热咀模芯,直通到行位流道进胶,缩短热咀到进胶口的距离,减短了流道,再将流道改细,冷却时间缩短,整个成型周期缩短,提高生产效率。
附图说明
12.图1为本实用新型的三维外观结构示意图;
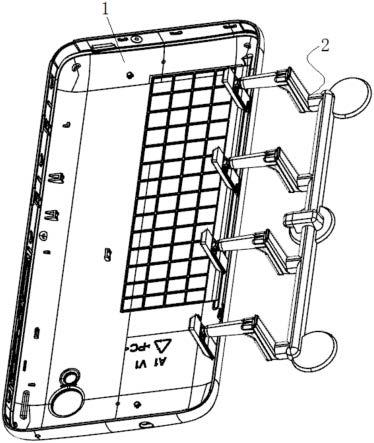
13.图2为本实用新型的电池盖与水口组合分离结构示意图;
14.图3为本实用新型的tcl macau项目电池盖水口组合结构示意图;
15.图4为tcl kepler项目的电池盖结构示意图;
16.图5为tcl kepler项目的水口结构示意图。
17.图中:1、电池盖;11、切水口区;2、水口组合;21、主流道水口铸件;22、行位流道水口铸件;23、切口流道水口铸件;24、热咀流道水口铸件。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,此外,术语“第一”、“第二”、“第三”“上、下、左、右”等仅用于描述目的,而不能理解为指示或暗示相对重要性。同时,在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电性连接;可以是直接相连,也可以通过中间媒介间接相连,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.本实用新型提供的电池盖流道改善结构的结构如图1以及图3所示,包括电池盖1,电池盖1表面的一侧铸造有水口组合2,且水口组合2是由主流道水口铸件21、行位流道水口铸件22、切口流道水口铸件23以及热咀流道水口铸件24组成,热咀流道水口铸件24位于电池盖1的上方,热咀流道水口铸件24设置有四组,并且相互热咀流道水口铸件24之间的间距相等,且热咀流道水口铸件24的表面注塑有切口流道水口铸件23,并且切口流道水口铸件23的一端与电池盖1的表面相互注塑成型,切口流道水口铸件23是通过模具的切口流道铸造成型,且在电池盖1成型脱膜后,切口流道水口铸件23会从电池盖1的表面切除,电池盖1的表面设置有四组切水口区11,且切口流道水口铸件23注塑在电池盖1表面的切水口区11的位置处。
20.实施时,通过形成水口组合2流道的独特设计,将热咀到进胶口的距离变短,从而导致形成水口组合2的流道相对现有技术tcl kepler项目中所设的流道长度较短,而且将流道改细,缩短了冷却时间,提高生产效率。
21.进一步地,如图2以及图3所示,热咀流道水口铸件24的一端铸造成型有行位流道水口铸件22,行位流道水口铸件22通过模具的行位流道铸造成型,且热咀流道水口铸件24是通过模具热咀内的热咀流道铸造成型,同时热咀到进胶口的距离较短,从而导致形成水口组合2的流道相对现有技术中所设的流道长度较短,而且流道较细,行位流道水口铸件22的一侧注塑有主流道水口铸件21,主流道水口铸件21通过模具的主流道铸造成型,且主流道水口铸件21中还包括有三个圆台形的注塑片,该注塑片是由进胶口铸造成型,并且主流道水口铸件21、行位流道水口铸件22、切口流道水口铸件23、热咀流道水口铸件24以及电池盖1通过模具一体式注塑成型。
22.具体地,如图4以及图5所示,现有生产出的tcl kepler项目的电池盖结构设计水
口、流道加工存在一定的问题,比如水口线残留风险高,导致模具产生压凹;而且水口流道长且粗,导致冷却时间较长,影响了整个成型的周期,从而导致成型周期较长;而本实用新型中通过将tcl macau项目电池盖水口流道设计热咀模芯,直通到行位流道进胶,缩短热咀到进胶口的距离,减短了流道,再将流道改细,冷却时间缩短,整个成型周期缩短,提高生产效率。
23.工作原理:使用时,通过形成水口组合2流道的独特设计,将热咀到进胶口的距离变短,从而导致形成水口组合2的流道相对现有技术tcl kepler项目中所设的流道长度较短,而且将流道改细,缩短了冷却时间,提高生产效率。
24.本实用新型中通过将tcl macau项目电池盖水口流道设计热咀模芯,直通到行位流道进胶,缩短热咀到进胶口的距离,减短了流道,再将流道改细,冷却时间缩短,整个成型周期缩短,提高生产效率。
25.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。