1.本发明涉及材料制备技术领域,特别是涉及一种液态金属定量喷涂装置。
背景技术:
2.多层合金片采用轧制的工艺时,由于铋铟锡合金和铟片的硬度差异比较大,轧制过程中流动性不一致,铋铟锡厚度难以可控。
3.液态金属熔点低(如biinsn,熔点60℃),采用其他雾化工艺(如气雾化、离心雾化)时,雾化后的液金金属可能未及时凝固,易重新结合在一起,粒度不好控制;其他雾化工艺设备大,少量粉末无法制备,多品种粉末制备时设备清理麻烦,易交叉污染。
4.上述材料制备均是使用特定的设备,且的到材料均存在一定的缺陷,因此,亟需一种液态金属定量喷涂装置,能够解决现有多层合金片和液态金属粉末在制备时不易控制,导致材料存在缺陷的问题。
技术实现要素:
5.本发明的目的是提供一种液态金属定量喷涂装置,以解决上述现有多层合金片和液态金属粉末在制备时不易控制,导致材料存在缺陷的问题。
6.为实现上述目的,本发明提供了如下方案:
7.本发明提供一种液态金属定量喷涂装置,包括储料机构,所述储料机构通过输送管道与超声喷涂机连通,所述输送管道上接入有蠕动泵,所述超声喷涂机外接氮气供给设备,所述氮气供给设备与所述超声喷涂机之间设有电磁阀,所述储料机构、所述输送管道、所述超声喷涂机、所述蠕动泵和所述电磁阀均与控制器电性连接。
8.优选地,所述储料机构包括保温箱,所述保温箱与所述控制器电性连接,所述保温箱内设有坩埚,所述输送管道与所述坩埚连通。
9.优选地,所述保温箱的保温温度为0-200℃。
10.优选地,所述坩埚采用四氟乙烯坩埚。
11.优选地,所述坩埚内设有搅拌器,其搅拌速度为0-2000r/min,所述搅拌器与所述控制器电性连接。
12.优选地,所述输送管道的端部设有过滤网,其孔径为80-200目。
13.优选地,所述输送管道的外部设有加热线圈,其加热温度为0-150℃,所述加热线圈与所述控制器电性连接。
14.优选地,所述蠕动泵设有连续输送模式和单次定量输送模式,所述连续输送模式能够设置流量为0-100ml/min,所述单次定量输送模式能够设置单次喷涂体积为0-50ml、喷涂时间为0-10min。
15.本发明相对于现有技术取得了以下有益技术效果:
16.本发明提供的一种液态金属定量喷涂装置,包括储料机构,所述储料机构通过输送管道与超声喷涂机连通,所述输送管道上接入有蠕动泵,所述超声喷涂机外接氮气供给
设备,所述氮气供给设备与所述超声喷涂机之间设有电磁阀,所述储料机构、所述输送管道、所述超声喷涂机、所述蠕动泵和所述电磁阀均与控制器电性连接;当采用上述装置制备多层合金片时,可通过喷涂次数控制合金厚度,从而获得理想的多层合金片,当采用上述装置制备液态金属粉末时,液金金属进入低温酒精后可瞬间凝固,粒度控制方便,切换品种只需要把输送管更换即可,能有效控制粉末间交叉污染;整个装置使用范围广,且能够有效保证材料的制备效果。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
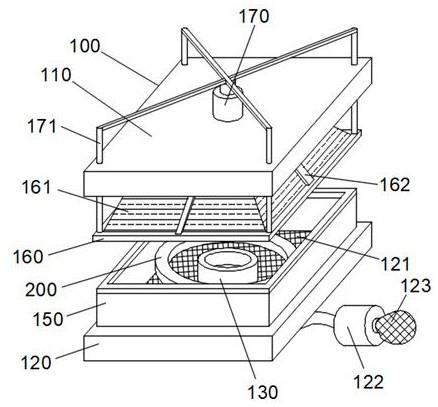
18.图1为本发明提供的一种液态金属定量喷涂装置结构示意图;
19.图2为本发明提供的一种液态金属定量喷涂装置实施例1制备示意图;
20.图3为本发明提供的一种液态金属定量喷涂装置实施例2制备示意图;
21.图中:1:输送管道、2:超声喷涂机、3:蠕动泵、4:氮气供给设备、5:电磁阀、6:控制器、7:保温箱、8:坩埚、9:搅拌器、10:过滤网、11:铟片、12:酒精、13:低温箱、14:液态金属。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本发明的目的是提供一种液态金属定量喷涂装置,以解决现有多层合金片和液态金属粉末在制备时不易控制,导致材料存在缺陷的问题。
24.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
25.本发明提供一种液态金属定量喷涂装置,如图1所示,包括储料机构,储料机构通过输送管道1与超声喷涂机2连通,输送管道1上接入有蠕动泵3,超声喷涂机2外接氮气供给设备4,氮气供给设备4与超声喷涂机2之间设有电磁阀5,储料机构、输送管道1、超声喷涂机2、蠕动泵3和电磁阀5均与控制器6电性连接。
26.其中,储料机构包括保温箱7,保温箱7的保温温度为0-200℃,能够保证多种金属材料的制备,保温箱7与控制器6电性连接,保温箱7内设有坩埚8,坩埚8采用四氟乙烯坩埚,输送管道1与坩埚8连通。
27.进一步地,为了确保液态金属成分均匀,坩埚8内设有搅拌器9,其搅拌速度为0-2000r/min,搅拌器9与控制器6电性连接。
28.进一步地,为了防止杂质进入,输送管道1的端部设有过滤网10,其孔径为80-200目。
29.进一步地,为了防止液态金属14冷凝,输送管道1的外部设有加热线圈,其加热温
度为0-150℃,加热线圈与控制器6电性连接。
30.进一步地,蠕动泵3设有连续输送模式和单次定量输送模式两种模式,连续输送模式能够设置流量为0-100ml/min,单次定量输送模式能够设置单次喷涂体积为0-50ml、喷涂时间为0-10min,单次定量输送模式可以通过控制器设置启停。
31.实施例1:
32.本实施例提供一种采用上述装置制备多层导热片的方法,如图2所示,其包括以下步骤:
33.1)在四氟乙烯坩埚中加入制备好的铋铟锡合金(biinsn,熔点60℃),保温箱温度设置100℃,搅拌器搅拌速度200r/min,采用100目过滤网;
34.2)蠕动泵设置单次定量输送模式,单次喷涂体积4ml、喷涂时间2min;
35.3)输送管道加热线圈温度100℃;
36.4)30min后,biinsn合金熔化成液态;
37.5)在超声喷涂机下方200mm处放置铟片;
38.6)控制器打开氮气电磁阀和超声喷涂机;
39.7)通过控制器启停蠕动泵;
40.8)液态金属喷涂在铟片上,可通过喷涂次数控制铋铟锡厚度;
41.9)同样的步骤在铟片反面喷涂铋铟锡合金,获得中间为铟、上下为铋铟锡合金的多层合金片。
42.实施例2:
43.本实施例提供一种采用上述装置制备液态金属粉末的方法,如图3所示,其包括以下步骤:
44.1)在四氟乙烯坩埚中加入制备好的铋铟锡合金(biinsn,熔点60℃),保温箱温度设置100℃,搅拌器搅拌速度200r/min,采用100目过滤网;
45.2)蠕动泵设置连续输送模式,设置流量30ml/min;
46.3)输送管道加热线圈温度100℃;
47.4)30min后,biinsn合金熔化成液态;
48.5)在超声喷涂机下方200mm处放置低温酒精,温度-20℃;
49.6)控制器打开氮气电磁阀和超声喷涂机;
50.7)通过控制器启停蠕动泵;
51.8)液态金属喷涂在低温酒精内,迅速冷却获得液态金属粉末。
52.本发明应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。