1.本发明涉及制造滑动轴承的设备,尤其是一种对平面滑动轴承自动去毛刺的设备及其使用方法。
背景技术:
2.滑动轴承主要分为轴套类滑动轴承、平面滑动轴承和异性滑动轴承,前两种为最多。在滑动轴承中采用复合材料的比例正在逐年上升,如在钢板上烧结铜合金,在铜合金的表面再烧结塑料,制成复合材料的板材,再将复合材料的板材通过卷制、整形等加工制成轴套类滑动轴承,而对于平面滑动轴承的生产就更为简单,直接冲制即可。由于冲制时,在出料口的钢板上会出现毛刺,影响平面滑动轴承的平整度和厚度,需要将毛刺去除。对于钢板为不锈钢材料的平面滑动轴承,一般采用砂带机打磨去毛刺,砂带机去毛刺有几个问题:一是垫片面积小,如外径11.8毫米,内孔8.5毫米,厚度只有1毫米的平面滑动轴承,在去毛刺时,工件容易飞出工作台,造成人身伤害;二是不锈钢材质无法用磁性吸合固定;三是工件有正反两面区分,必须打磨不锈钢材质的一面,塑料材料面不能磨;四是人工劳动力浪费大,一台砂带机至少需要二个人配合,一人负责上料,一人负责接料,才能完成去毛刺工序。因此,设计一种工作可靠、生产效率高、制造成本低,专门用于对平面滑动轴承自动去毛刺的设备是十分需要的。
技术实现要素:
3.本发明的目的是提供一种结构简单,加工效率高,去毛刺质量好,又省人力的一种对平面滑动轴承自动去毛刺的设备及其使用方法。
4.为了达到上述要求,本发明的一种多工位对平面滑动轴承自动去毛刺的设备,其特征是它包括安装在机架上的圆形送料振动盘、直线送料单元、工件正反面自动识别和选取单元、转动盘、去毛刺单元、下料单元,其中:所述的圆形送料振动盘,它包括存放工件的料斗,料斗下面有脉冲电磁铁,使料斗垂直方向振动,将无序的工件自动有序地定向排列,并沿螺旋轨道上升,准确地输送到下一道的直线送料单元;所述的直线送料单元设有在圆形送料振动盘和转动盘之间的直线槽轨,所述的直线槽轨上连接有直线振动器,使工件有序地向前移动;所述的工件正反面自动识别和选取单元,它设置在圆形送料振动盘与直线送料单元的交接处,包括激光传感器和喷气的选取单元,激光传感器对准圆形送料振动盘送过来的工件,当工件的正面向上,即不锈钢面向上,激光传感器接收到不锈钢面的反光,则工件通过交接处进入到直线送料单元;当工件的反面向上即不锈钢面向下时,激光传感器接收不到不锈钢面的反光,则发出错误信号给电磁阀,电磁阀打开,喷气嘴对反面向上的工件喷气,将该工件吹落到圆形送料振动盘的料斗内,从新参与排列,以保证进入直线送料单元的工件均为不锈钢面向上的;
所述的旋转盘设在直线槽轨的出口处,接收直线槽轨输送过来不锈钢面向上的工件,所述旋转盘的外圈上设有开口槽,开口槽的大小正好容纳一个工件,深度小于工件的厚度,旋转盘由电机带动旋转;所述的去毛刺单元设在旋转盘的旁边,它包括与机架固定的直立电机支架座,电机支架座上固定有直线导轨,直线导轨上安装有直流电机,直流电机与安装在电机支架座上的可调行程气缸连接,在直流电机的转动轴上连接有钻夹头,钻夹头上夹持有对工件表面打磨的自粘砂纸,并使自粘砂纸对着工件的不锈钢面;所述的下料单元设在旋转盘的旁边,与直线槽轨的出口相对,它包括承接去毛后工件的下料槽,在正对下料槽方向的旋转盘上方设有吹气嘴,吹气嘴吹出的高压空气将旋转盘上已经去过毛刺的工件吹离开口槽,而落入下料槽。
5.一种对平面滑动轴承自动去毛刺的设备使用方法,其特征是将需要去毛刺的工件倒入圆形送料振动盘料斗中,启动多工位对平面滑动轴承自动去毛刺的设备,由圆形送料振动盘将料斗中的工件沿螺旋轨道有序向上输送,当工件到达圆形送料振动盘与直线送料单元的交接处时,有工件正反面自动识别和选取单元通过分拣,将正面向上的工件留在直线槽轨上继续下一工序,将正面向下的工件通过喷气嘴吹回到料斗中,让其继续排列,对于正面向上的工件由直线送料单元分别送到转动盘的每一开口槽中,并随转动盘进入去毛刺单元,经自粘砂纸的打磨,不锈钢面上的毛刺被打磨掉,并随转动盘的旋转,工件离开去毛刺单元,当到达下料槽位置时,被吹气嘴吹出的高压空气将旋转盘上已经去过毛刺的工件吹离开口槽,而落入下料槽和接料框中,完成工件的去毛刺作业。
6.根据上述方案设计的一种对平面滑动轴承自动去毛刺的设备使用方法,它具有加工效率高,作业自动化程度高,在整个加工过程中只要向料斗中加入需要去毛刺的工件,和替换上空的接料框,一次加料可达几百或上千件,一个或两个工人可看护数台自动去毛刺设备,大大节省了人力,且使用安全,质量保证,对于不同规格的工件,只要更换螺旋轨道、直线槽轨、旋转盘、调整可调行程气缸将钻夹头上的自粘砂纸到合适的深度。整个设备具有结构紧凑、调整方便、制造成本低、通用性好的优点,特别适合平面滑动轴承大批量去毛刺的加工。
附图说明
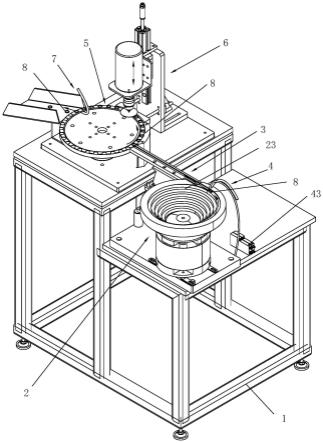
7.图1是多工位对平面滑动轴承自动去毛刺的设备主视图;图2是图1的左视图;图3是图1的俯视图;图4是多工位对平面滑动轴承自动去毛刺的设备立体图。
8.图中:1、机架;2、圆形送料振动盘;21、料斗;22、脉冲电磁铁和电机;23、螺旋轨道;3、直线送料单元;31、直线槽轨;32、直线振动器;4、工件正反面自动识别和选取单元;41、激光传感器;42、选取单元;43、电磁阀;44、喷气嘴5、转动盘;51、开口槽;52、电机;
6、去毛刺单元;61、电机支架座;62、直线导轨;63、直流电机;64、可调行程气缸;65、转动轴;66、钻夹头;67、自粘砂纸;7、下料单元;71、下料槽;72、吹气嘴 ;8、工件。
具体实施方式
9.下面结合附图和具体实施例对本发明作进一步的描述。
10.图1至图4是一种多工位对平面滑动轴承自动去毛刺的设备的结构示意图。从图中看出它包括安装在机架1上的圆形送料振动盘2、直线送料单元3、工件正反面自动识别和选取单元4、转动盘5、去毛刺单元6、下料单元7。其中:所述的圆形送料振动盘2,是现有的产品,本实施例选用了浙江六鼎智能科技有限公司生产的型为dab520,它包括存放工件8的料斗21,料斗21下面有脉冲电磁铁和电机22,使料斗21垂直方向振动,将无序的工件8自动有序地定向排列,并沿螺旋轨道23上升,准确地输送到下一道的直线送料单元3。
11.所述的直线送料单元3设有在圆形送料振动盘2和转动盘4之间的直线槽轨31,所述的直线槽轨31上连接有直线振动器32,使工件8有序地向前移动。
12.所述的工件正反面自动识别和选取单元4,它设置在圆形送料振动盘2与直线送料单元3的交接处,包括激光传感器41和喷气的选取单元42,激光传感器41对准圆形送料振动盘2送过来的工件8,当工件8的正面向上,即不锈钢面向上,激光传感器41接收到不锈钢面的反光,则工件8通过交接处进入到直线送料单元3;当工件的反面向上即不锈钢面向下时,激光传感器41接收不到不锈钢面的反光,则发出错误信号给电磁阀43,电磁阀43打开,喷气嘴44对反面向上的工件8喷气,将该工件8吹落到圆形送料振动盘2的料斗21内,从新参与排列,以保证进入直线送料单元3的工件8均为不锈钢面向上的。所述的激光传感器41选用了m4激光漫反射测距传感器,型号ddsk-045n1 npn no检测距离50mm,它是利用材料漫反射来测距的,我们利用了在检测距离范围内检测不到信号(工件8的反光),激光传感器41就会发出错误信号,我们利用了该错误信号来启动电磁阀43打开和喷气。
13.所述的旋转盘5设在直线槽轨31的出口处,接收直线槽轨31输送过来不锈钢面向上的工件8,所述旋转盘5的外圈上设有开口槽51,开口槽51的大小正好容纳一个工件8,深度小于工件8的厚度,旋转盘5由电机52带动旋转。
14.所述的去毛刺单元6设在旋转盘5的旁边,它包括与机架1固定的直立电机支架座61,电机支架座61上固定有直线导轨62,直线导轨62上安装有直流电机63,直流电机63与安装在电机支架座61上的可调行程气缸64连接,在直流电机63的转动轴65上连接有钻夹头66,钻夹头66上夹持有对工件8表面打磨的自粘砂纸67,并使自粘砂纸67对着工件8的不锈钢面。
15.所述的下料单元7设在旋转盘5的旁边,与直线槽轨31的出口相对,它包括承接去毛后工件8的下料槽71,在正对下料槽71方向的旋转盘5上方设有吹气嘴 72,吹气嘴72吹出的高压空气将旋转盘5上已经去过毛刺的工件8吹离开口槽51,而落入下料槽71。
16.一种对平面滑动轴承自动去毛刺的设备使用方法,先将需要去毛刺的工件8倒入圆形送料振动盘2的料斗21中,启动多工位对平面滑动轴承自动去毛刺的设备,由圆形送料
振动盘2将料斗21中的工件8沿螺旋轨道23有序向上输送,当工件8到达圆形送料振动盘2与直线送料单元3的交接处时,有工件正反面自动识别和选取单元4通过分拣,将正面向上的工件8留在直线槽轨31上继续下一工序,将正面向下的工件8通过喷气嘴44吹回到料斗21中,让其继续排列,对于正面向上的工件8由直线送料单元3分别送到转动盘5的每一开口槽51中,并随转动盘5进入去毛刺单元6,经自粘砂纸67的打磨,不锈钢面上的毛刺被打磨掉,并随转动盘5的旋转,工件8离开去毛刺单元6,当到达下料槽71位置时,被吹气嘴72吹出的高压空气将旋转盘5上已经去过毛刺的工件8吹离开口槽51,而落入下料槽71和下面的接料框(图中未表示)中,完成工件8的去毛刺作业。
17.当然,以上所举的例子仅为本发明的较佳实施例而已,但并不限定本发明实施的范围。凡依本技术范围所作的均等变化与修饰仍属本发明所涵盖的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。