1.本发明属于精密研磨抛光耗材技术领域,具体涉及一种光催化辅助化学机械抛光用研磨垫及其制备方法。
背景技术:
2.碳化硅(sic)单晶作为最具代表性的第三代半导体材料,凭借宽带隙带来的高击穿场强、高热导率、高载流子饱和迁移速度、耐高温、抗辐射等诸多优点,在光电、功率器件、微波射频等多个领域有着广阔的应用前景。同时,sic单晶的高硬脆性与优异的化学稳定性,造成其抛光加工过程难磨损,难与酸、碱、氧化剂等发生化学反应,严重降低了材料去除效率、极大增加了晶片加工成本。因此,传统的化学机械抛光(cmp)加工技术难以实现sic单晶的高效抛光加工。
3.光催化辅助化学机械抛光(pcmp)是通过光催化反应产生强氧化性的羟基自由基(
·
oh)与sic晶片表面发生反应,生成硬度较低、与晶体表面结合强度较小的sio2反应层,并通过抛光过程中磨粒的机械作用将反应层除去,暴露新的sic表面。化学作用与机械作用交替进行,从而实现sic表面的低损伤、精密、高效抛光。
4.公开号为jp2003113370a的日本专利公开了一种包含光照时具备光催化作用的磨粒的化学机械抛光用浆料及其制备方法,虽然能通过控制磨粒分散度、引入光催化辅助化学机械抛光技术达到提高材料去除率、减少工件表面划痕凹陷等缺陷的目的,但游离磨料加工技术本身存在磨粒利用率低、废液污染环境、材料去除率低的缺点,将光催化剂及磨料固结在研磨垫中有利于解决上述问题。
技术实现要素:
5.本发明目的是针对目前光催化辅助化学机械抛光技术中游离磨粒加工技术存在的问题,提供了一种基于固结磨粒加工技术的光催化辅助化学机械抛光(pcmp)用研磨垫,该研磨垫制备工艺简单,在紫外光照射下加工sic晶片时,具有材料去除率高、工件表面粗糙度小、磨粒及光催化剂利用率高、对环境污染少等优点。
6.本发明还提供了上述光催化辅助化学机械抛光用研磨垫的制备方法。
7.为实现上述目的,本发明采用如下技术方案:一种光催化辅助化学机械抛光用研磨垫,所述研磨垫包括研磨层和背衬层两部分;所述研磨层各原料的质量百分比组成为:液态树脂结合剂35~55%,反应性稀释剂0~35%,磨料5~25%,填料5~30%,光催化剂5~20%,固化剂5~30%或引发剂0.5~5%,其他助剂0.5~5%。
8.具体的,所述液态树脂结合剂为聚氨酯、环氧树脂、聚氨酯丙烯酸酯等中的一种或多种组合物;所述反应性稀释剂为脂肪族环氧单体、脂环族环氧单体、芳香族环氧单体、丙烯酸酯类单体等中的一种或多种组合物。
9.进一步优选的,所述反应性稀释剂可以为3,4-环氧环己烷甲酸酯、环氧丙烷苯基
醚、苯基缩水甘油醚、1,4-丁二醇二缩水甘油醚、对叔丁基苯基缩水甘油醚、新戊二醇二丙烯酸酯、三丙二醇二丙烯酸酯、三羟甲基丙烷三丙烯酸酯、乙氧基化三羟甲基丙烷三丙烯酸酯等中的一种或多种组合物。
10.具体的,所述磨料为金刚石、碳化硅(sic)、立方氮化硼(cbn)、氧化锆、氧化铝、二氧化硅等中的一种或多种组合。
11.具体的,所述填料可以为金属粉末、金属氧化物粉末、无机填料中的一种或多种组合,如铜粉、铝粉、氧化铝粉、石墨、炭黑、碳纤维短纤、碳纳米管、石墨烯、硅灰石、碳酸钙粉等。
12.具体的,所述光催化剂为在紫外光照射下具有光催化效应的固体颗粒,如可以为:氧化铈(ceo2)、二氧化钛(tio2)和氧化铬(cr2o3)、氧化锌(zno)、氧化钨(wo3)、氧化铁(fe2o3)、硫化锌(zns)、硫化镉(cds)等中的一种或多种组合物。
13.固化剂和引发剂可根据研磨层固化方式和树脂结合剂种类的不同进行选择,聚氨酯体系中可选用固化剂,聚氨酯丙烯酸酯体系中可选用引发剂,环氧树脂体系中可根据固化方式的不同选用固化剂或引发剂。具体的,所述引发剂可选用热引发剂和/或光引发剂;进一步优选的,固化剂可选用4,4
’‑
二氨基二苯甲烷(ddm)、2-丁基咪唑、二邻氯二苯胺甲烷(moca)等;光引发剂如二芳基碘鎓盐、三芳基硫鎓盐、烷基硫鎓盐、2,4,6-三甲基苯甲酰二苯氧磷(tpo)等,热引发剂如偶氮二异丁腈、过氧化二苯甲酰(bpo)等。
14.所述其他助剂可以为商用硅烷偶联剂、分散剂中的一种或多种组合,如硅烷偶联剂kh-550、硅烷偶联剂kh-560、硅烷偶联剂kh-570、分散剂sf-8110、分散剂efka-5010等中的一种或多种组合。
15.本发明光催化辅助化学机械抛光用研磨垫中,所述背衬层为厚度介于0.1-1.5mm的聚合物片材或无纺布层,聚合物片材的材质为聚对苯二甲酸乙二酯(pet)、聚碳酸酯(pc)、聚甲基丙烯酸甲酯(pmma)、聚苯乙烯(ps)、聚酰亚胺(pi)、聚氨酯、橡胶弹性体、或有机硅弹性体等。多层背衬层之间采用双面胶粘接。背衬层起到支撑研磨层、调节研磨垫加工时平坦性与缓冲性的作用。
16.本发明所述光催化辅助化学机械抛光用研磨垫的研磨层配方中,液态树脂结合剂起到粘接磨料、填料等多种组分的作用;反应性稀释剂起到调节体系粘度的作用;填料起到调节研磨层强度、耐磨性的作用;光催化剂在紫外光照射下能产生空穴与电子参与氧化反应产生光催化效应;固化剂通过与树脂结合剂和反应性稀释剂反应起到提高树脂结合剂交联程度、提高树脂结合剂热稳定性、耐磨性等作用;引发剂起到引发不饱和聚酯体系的聚合反应的作用;其他助剂起到提高粘接强度、促进磨料或填料均匀分散、减少磨料或填料沉降的作用。
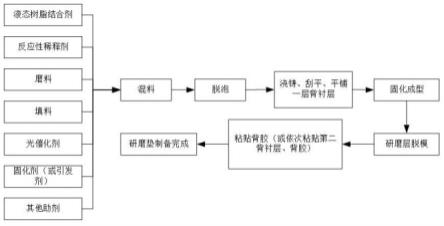
17.本发明还提供了上述光催化辅助化学机械抛光用研磨垫的制备方法(研磨垫制备工艺流程图如图1所示),其具体为:将按比例称取的研磨层各原料通过机械搅拌、离心分散或声学共振分散等方式分散均匀,脱泡,浇铸于具有特定形貌的研磨层模具中,刮平表面,在研磨层刮平的一侧表面平铺一层背衬层,经光固化或热固化成型,脱模;在背衬层远离研磨层一侧的表面粘贴背胶层(如图2所示单层背衬层的研磨垫结构示意图)或依次粘贴第二层背衬层、背胶层(如图3所示多层背衬层的研磨垫结构示意图),即制备获得研磨垫。热固化可以是在50-120℃保持4-16h,光固化可以是在500-1500w的紫外烘箱中固化5-15min。
18.本发明的关键点和创新点在于研磨层的物料配比设计以及研磨垫的制备方法。与现有技术相比,本发明的有益效果如下:1)本发明制备的研磨垫具有制备工艺简单、成本低等优点,当用于光催化辅助化学机械抛光技术时,具有材料去除率高、工件表面加工粗糙度小、磨粒及光催化剂利用率高、对环境污染小等优点;2)本发明所制备的研磨垫中磨粒及光催化剂固结在研磨层基体中,具有磨粒及光催化剂利用率高、对环境污染少等优点;3)在紫外光照射下加工sic晶片时,材料去除率高、工件表面粗糙度小、磨削效果稳定。
附图说明
19.图1为本发明研磨垫的制备工艺流程图;图2为本发明单层背衬层研磨垫的结构示意图;图3为本发明多层背衬层研磨垫的结构示意图;图4为使用本发明实施例1研磨垫加工后的工件表面afm图(ra=0.009);图5为使用对比例1研磨垫加工后的工件表面afm图(ra=0.019)。
具体实施方式
20.以下结合实施例对本发明的技术方案作进一步地详细介绍,但本发明的保护范围并不局限于此。
21.下述实施例中,所用原料均为本领域可以购买到的普通市售产品或按照本领域常规技术可以制备获得。
22.实施例1一种光催化辅助化学机械抛光用研磨垫,所述研磨垫包括研磨层和背衬层两部分;所述研磨层各原料的质量百分比组成为:液态树脂结合剂环氧树脂40%,反应性稀释剂苯基缩水甘油醚12%,金刚石磨料20%,氧化铝粉填料9%,光催化剂纳米二氧化钛10%,固化剂ddm 8%,其他助剂硅烷偶联剂为kh-560 1%。
23.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
24.所述光催化辅助化学机械抛光用研磨垫的制备方法,具体步骤如下:(1)按比例称取研磨层各原料,倒入混料容器中,离心分散均匀,获得混合料;(2)将混合料真空脱泡,浇铸到已准备好的模具中,静置刮平表面,在刮平的一侧表面平贴背衬层pet膜;(3)将盛有浇铸料的模具放入预热好的烘箱中,按照“80℃保持2h,然后120℃保持4h”的热固化工艺,将研磨层热固化成型;(4)将研磨层脱模,在pet膜远离研磨层一侧的表面采用丙烯酸酯类压敏胶依次粘贴第二层背衬层pc片材、背胶层,研磨垫制备完成。
25.对比例1:研磨层各原料的组成和配比参照实施例1,不同之处在于:不添加光催化剂纳米二
氧化钛。
26.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
27.具体制备方法参照实施例1。
28.实施例2:一种光催化辅助化学机械抛光用研磨垫,所述研磨垫包括研磨层和背衬层两部分;所述研磨层各原料的质量百分比组成为:液态树脂结合剂聚氨酯50%,二氧化硅磨料20%,碳纤维短纤10%,光催化剂纳米氧化锌10%,固化剂moca 8%,其他助剂硅烷偶联剂kh-550 2%。
29.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
30.所述光催化辅助化学机械抛光用研磨垫的制备方法,具体步骤如下:(1)按比例称取研磨层各原料,倒入混料容器中,离心分散均匀,获得混合料;(2)将混合料真空脱泡,浇铸到已准备好的模具中,静置刮平,在刮平的一侧表面平贴背衬层pet膜;(3)将盛有浇铸料的模具放入预热好的烘箱中于100℃保持16h,将研磨层热固化成型;(4)将研磨层脱模,在pet膜远离研磨层一侧的表面采用丙烯酸酯类压敏胶依次粘贴第二层背衬层pc片材、背胶层,研磨垫制备完成。
31.对比例2:研磨层各原料的组成和配比参照实施例2,不同之处在于:不添加光催化剂纳米氧化锌。
32.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
33.具体制备方法参照实施例2。
34.实施例3:一种光催化辅助化学机械抛光用研磨垫,所述研磨垫包括研磨层和背衬层两部分;所述研磨层各原料的质量百分比组成为:液态树脂结合剂聚氨酯丙烯酸酯35%,反应性稀释剂三羟甲基丙烷三丙烯酸酯15%,金刚石磨料20%,硅灰石填料10%,光催化剂纳米氧化铈15%,光引发剂tpo 3%,其他助剂分散剂sf-8110 2%。
35.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
36.所述光催化辅助化学机械抛光用研磨垫的制备方法,具体步骤如下:(1)按比例称取研磨层各原料,倒入混料容器中,离心分散均匀,获得混合料;(2)将混合料真空脱泡,浇铸到已准备好的模具中,静置刮平,在刮平的一侧表面平贴一层背衬层pet膜;(3)将盛有浇铸料的模具放入光强为1000w的紫外烘箱中固化5min,将研磨层固化完全并成型;(4)将研磨层脱模,在pet膜远离研磨层一侧的表面采用丙烯酸酯类压敏胶依次粘
贴第二层背衬层pc片材、背胶层,研磨垫制备完成。
37.对比例3:研磨层各原料的组成和配比参照实施例3,不同之处在于:不添加光催化剂纳米氧化铈。
38.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
39.具体制备方法参照实施例3。
40.实施例4一种光催化辅助化学机械抛光用研磨垫,所述研磨垫包括研磨层和背衬层两部分;所述研磨层各原料的质量百分比组成为:液态树脂结合剂聚氨酯丙烯酸酯35%,反应性稀释剂三羟甲基丙烷三丙烯酸酯15%,金刚石磨料20%,硅灰石填料10%,光催化剂纳米氧化铁15%,热引发剂bpo 3%,其他助剂分散剂sf-8110 2%。
41.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
42.所述光催化辅助化学机械抛光用研磨垫的制备方法,具体步骤如下:(1)按比例称取研磨层各原料,倒入混料容器中,离心分散均匀,获得混合料;(2)将混合料真空脱泡,浇铸到已准备好的模具中,静置刮平,在刮平的一侧表面平贴一层背衬层pet膜;(3)将盛有浇铸料的模具放入预热好的烘箱中,按照“50℃保持4h,70℃保持4h,90℃保持4h,110℃保持2h”的固化工艺,将研磨垫热固化成型;(4)将研磨层脱模,在pet膜远离研磨层一侧的表面采用丙烯酸酯类压敏胶依次粘贴第二层背衬层pc片材、背胶层,研磨垫制备完成。
43.对比例4:研磨层各原料的组成和配比参照实施例4,不同之处在于:不添加光催化剂纳米氧化铁。
44.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
45.具体制备方法参照实施例4。
46.实施例5:一种光催化辅助化学机械抛光用研磨垫,所述研磨垫包括研磨层和背衬层两部分;所述研磨层各原料的质量百分比组成为:液态树脂结合剂环氧树脂40%,反应性稀释剂苯基缩水甘油醚14%,氧化铝磨料20%,碳酸钙粉末填料10%,光催化剂纳米zns 10%,三芳基硫鎓盐类光引发剂(光引发剂1176) 5%,其他助剂硅烷偶联剂为kh-560 1%。
47.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
48.所述光催化辅助化学机械抛光用研磨垫的制备方法,具体步骤如下:(1)按比例称取研磨层各原料,倒入混料容器中,离心分散均匀,获得混合料;(2)将混合料真空脱泡,浇铸到已准备好的模具中,静置刮平,在刮平的一侧表面平贴一层背衬层pet膜;
(3)将盛有浇铸料的模具放入光强为1000w的紫外烘箱中固化5min,将研磨层固化完全并成型;(4)将研磨层脱模,在pet膜远离研磨层一侧的表面采用丙烯酸酯类压敏胶依次粘贴第二层背衬层pc片材、背胶层,研磨垫制备完成。
49.对比例5:研磨层各原料的组成和配比参照实施例5,不同之处在于:不添加光催化剂纳米zns。
50.研磨层为树脂型固结金刚石磨粒研磨垫,规格尺寸为ф381mm*0.8mm;背衬层为0.2mm的pet片材和0.8mm的pc片材。
51.具体制备方法参照实施例5。
52.抛光试验用上述实施例和对比例制作的研磨垫研磨4英寸碳化硅工件,冷却液流速75ml/min,冷却液含5wt% h2o2的去离子水,koh调节冷却液ph为10~11,工件载荷为0.05mpa,工件转速约为80rpm,研磨垫转速约为140rpm,加工时间为30min。紫外光波长365nm,照射研磨垫表面光强为1500mw/cm2。试验结果如下表:上述试验结果表明:当用于光催化辅助化学机械抛光加工时,相较于未添加光催化剂的对比例,本发明研磨垫的材料去除率更高、工件表面加工粗糙度更低,说明光催化剂的加入较大程度改善了研磨垫的加工效率和加工质量。
53.以实施例1和对比例1为例,原子力显微镜(afm)测试结果表明:光催化剂的加入明显改善了研磨垫加工工件的表面质量(图4所示为实施例1中研磨垫加工后的工件表面afm图像,ra=0.009,图5所示为对照例1中研磨垫加工后的工件表面afm图像,ra=0.019)。其中,实施例1的材料去除率和表面粗糙度明显优于实施例3、实施例4 ,一方面是因为二氧化钛光催化剂较氧化铈、氧化铁拥有更强的光催化活性,能够通过增强氧化剂对碳化硅工件表面的化学腐蚀作用,提高材料去除率和减小表面粗糙度,另一方面是因为氧化铝填料的加
入增强了研磨垫基体自锐性的同时提供了一定的磨削作用。实施例5的材料去除率优于实施例2,一方面是因为氧化铝磨料较二氧化硅磨粒硬度更高,加工时切深更大,造成材料去除更快,另一方面是因为zns较zno光催化性能更好,导致工件表面化学作用更强,对材料去除率的提升更明显。
54.综上,本发明研磨垫制备工艺简单,在紫外光照射下加工sic晶片时,具有材料去除率高、工件表面粗糙度小、磨粒及光催化剂利用率高、对环境污染少等优点,极具推广应用价值。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。